Tela de estructuración y procedimiento de fabricación de una lámina de papel suave y absorbente.
Tela de estructuración (14) para la estructuración de un elemento laminar de fibras (1') en un proceso deprensado para una sección de prensa de una máquina de fabricación de papel suave y absorbente,
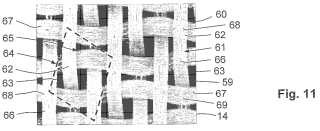
comprendiendodicha tela de estructuración (14) una capa portadora (59) y una capa estructurada (60) que establecen contacto conel elemento laminar de fibras (1') y que está soportada por la capa portadora (59), teniendo dicha capa estructurada(60) una estructura tejida tridimensional que comprende hilos longitudinales y transversales (66, 67) trenzados entresí y formando elevaciones (62) y depresiones (63) que están definidas por las elevaciones (62), repitiéndose tantodichas elevaciones (62) como las depresiones (63), y estando distribuidas en dirección longitudinal y transversal dela tela de estructuración para formar un dibujo de superficies unitarias más pequeñas (64), geométricamentesimilares, poligonales, que están situadas adyacentes entre si y que tienen líneas de limitación comunes, teniendocada una de dichas superficies unitarias más pequeñas (64), un área a, y recubriendo una serie de depresiones (63)con la profundidad mínima d, de manera que la posición y la alineación de cada una de las superficies unitarias máspequeñas (64) están definidas por el hecho de que sus esquinas coinciden con elevaciones (62) que estándesplazadas entre sí y formadas por cuatro hilos longitudinales consecutivos (66), caracterizada porque el área a yla profundidad media d de cada superficie unitaria más pequeña (64) de la capa estructurada (60) están adaptadasaentre sí de manera que, calculada por la unidad de longitud mm, su proporción --- es igual o superior a 30 mm, dedmanera que a se selecciona dentro del rango de 1,0-3,0mm y d se selecciona dentro del rango de 0,03-0,09 mm.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/SE2008/000641.
Solicitante: ALBANY INTERNATIONAL CORP..
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 1373 BROADWAY ALBANY, NY 12204 ESTADOS UNIDOS DE AMERICA.
Inventor/es: BERG, BO-CHRISTER, KLERELID, INGVAR, LAFOND,John J, HULTCRANTZ,MAGNUS, JOHNSON,CARY P.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- D21F11/00 TEXTILES; PAPEL. › D21 FABRICACION DEL PAPEL; PRODUCCION DE LA CELULOSA. › D21F MAQUINAS DE FABRICAR PAPEL; METODOS DE PRODUCCION DEL PAPEL. › Procedimientos de fabricación de longitudes continuas de papel o de cartón o de red húmeda para la producción de cartón de pasta de madera, sobre las máquinas de papel.
- D21F3/02 D21F […] › D21F 3/00 Sección de prensa de las máquinas de fabricar hojas continuas de papel. › Prensas húmedas.
- D21F7/08 D21F […] › D21F 7/00 Otras partes constitutivas de máquinas para fabricar hojas continuas de papel. › Fieltros.
PDF original: ES-2434694_T3.pdf
Fragmento de la descripción:
Tela de estructuración y procedimiento de fabricación de una lámina de papel suave y absorbente La presente invención se refiere a una tela de estructuración para dar estructura a un elemento laminar de fibras húmeda, en un proceso de prensado, en la sección de prensa de una máquina de fabricación de papel suave y absorbente, comprendiendo dicha tela de estructuración una capa portadora y una capa estructurada que establece contacto con el elemento laminar de fibras y que está soportada por la capa portadora, teniendo dicha capa estructurada una estructura tejida tridimensional que comprende hilos longitudinales y transversales interconectados y que forman elevaciones y depresiones que están definidas por las elevaciones, repitiéndose dichas elevaciones, igual que las depresiones, y estando distribuidas en las direcciones longitudinal y transversal de la tela de estructuración para formar un dibujo de superficies unitarias más pequeñas, idénticas geométricamente, de forma poligonal, que están situadas adyacentes unas a otras y que tienen líneas de limitación comunes, teniendo cada una de dichas superficies unitarias más pequeñas un área a y recubriendo una serie de depresiones con la profundidad
media d, de manera que la posición y alineación de cada una de las superficies unitarias más pequeñas están definidas por el hecho de que sus esquinas coinciden con elevaciones que están desplazadas unas con relación a otras y formada por cuatro hilos longitudinales consecutivos.
La invención se refiere también a un procedimiento de fabricación de un elemento laminar de papel suave y absorbente dotado de embuticiones, con elevado volumen, en una máquina de fabricación de papel suave y absorbente, cuyo procedimiento comprende
- formar un elemento laminar de fibras en una sección húmeda que comprende una caja de cabecera, un rodillo de
conformación y una primera tela que discurre alrededor del rodillo de conformación y en contacto con el mismo, 25
- presionar el elemento laminar de fibras formado en una sección de prensa que comprende una prensa principal que comprende un primer elemento de prensa, un segundo elemento de prensa, definiendo dichos elementos de prensa un punto de tangencia y prensado entre ellos con una presión predeterminada, una primera tela en forma de un fieltro de prensado que discurre formando un bucle sin fin alrededor de una serie de rodillos de guía y a través de dicho punto de tangencia de prensado y en contacto con el elemento laminar de fibras conformado, estando dispuesto el segundo elemento de prensa dentro del bucle del fieltro de prensado, discurriendo una segunda tela formando un bucle sin fin alrededor de una serie de rodillos de guía y a través de dicho punto de tangencia y prensado y en contacto con el elemento laminar de fibras conformado, estando dispuesto el primer elemento de prensado dentro del bucle de la segunda tela y un rodillo de transferencia dispuesto dentro del bucle de la segunda
tela,
- secar el elemento laminar de fibras estructurado en una sección de secado que comprende una superficie de secado, y
-dotar de embuticiones el elemento laminar de fibra desde la superficie de secado con una cuchilla de embutición, de manera que el elemento laminar de fibras de papel suave y absorbente es extraído de la superficie de secado,
estando dispuesto dicho rodillo de transferencia para definir junto con la superficie de secado un punto de tangencia y transferencia para transferir el elemento laminar estructurado de fibras a la superficie de secado sin compresión en 45 el punto de tangencia de transferencia.
La expresión “estructurado” significa en la presente invención que se embute un dibujo tridimensional de una tela de estructuración en el elemento laminar de fibras húmedas durante un proceso de prensado, cuando aumenta la sequedad del elemento laminar de fibras y las fibras en el elemento laminar de fibras son desplazables unas con respecto a otras, de manera que de forma ventajosa se llevan a nuevas posiciones y direcciones, unas con respecto a otras, bajo la acción de un fieltro de prensado elástico y compresible que prensa el elemento laminar de fibras húmedas formando el dibujo tridimensional de la tela de estructuración. Esto contribuye en conjunto a un volumen incrementado para el mismo gramaje y a resistencias más elevadas MD y CD a la tracción en el elemento laminar de papel suave y absorbente terminado y a una estructura mejorada del mismo.
En la fabricación de papel suave y absorbente de forma convencional, el elemento laminar de fibras húmedas conformado es sometido a eliminación de agua parcialmente antes del cilindro llamado Yankee, usualmente mediante una técnica de prensado o por una técnica de soplado conocida como TAD (secado por aire pasante) . La técnica de prensado convencional para una prensa con un fieltro de prensado suave o un punto de tangencia y prensado suave contra el cilindro Yankee tiene como resultado un grosor más reducido del elemento laminar de fibras. Se ha propuesto utilizar prensas de zapatos, es decir, zonas de tangencia de prensado ensanchadas, lo que resulta en menos presión y menos rehumedecimiento, mejorando la calidad, es decir, el volumen, con un grosor incrementado del elemento laminar. El objetivo ha sido el de conseguir la misma alta calidad (volumen o grosor) , tal como se consigue con la técnica TAD, no obstante, ello no ha sido posible hasta el momento. La técnica TAD es, por
lo tanto, todavía superior a la técnica del prensado con respecto a la calidad del elemento laminar de papel, no obstante, tiene la notable desventaja de que se requiere un consumo de energía esencialmente más elevado que en la técnica de prensado.
El documento US 6.547.924 describe una máquina de fabricación de papel del tipo definido en el preámbulo de la reivindicación 8. No obstante, la máquina de fabricación de papel descrita en dicha descripción de patente no puede 5 simplemente producir papel suave y absorbente de calidad suficientemente elevada para cumplir con las exigencias y deseos de los clientes.
Otros ejemplos adicionales de máquinas de fabricación de papel suave y absorbente dotadas con cintas de embutición o estructurado son EP 1 078 126, EP 0 526 592, US 6.743.339, EP 1 075 567, EP 1 040 223, US 5.393.384, EP 1 036 880 y US 5.230.776.
Después de extensas pruebas, los presentes inventores han entendido que la estructura de la tela de estructuración tiene una significación elevada y probablemente crucial, para poder conseguir un volumen más elevado en el papel suave y absorbente, que lo que ha sido posible hasta el momento en una máquina de fabricación de papel que utiliza la técnica de prensado y que la estructura de la tela de estructuración se puede utilizar también como parámetro para controlar y conseguir un secado más elevado en relación con el prensado en la sección de prensa en la que tiene lugar la estructuración del elemento laminar de fibras húmedas.
El objetivo de la invención consiste en posibilitar la fabricación de un elemento laminar de papel suave y absorbente con elevado volumen a un coste de energía reducido. La invención excluye, por lo tanto, dicha técnica TAD para la eliminación del agua del elemento laminar de fibras con el objetivo de incrementar la sequedad.
Este objetivo se consigue de acuerdo con la invención mediante una tela de estructuración que tiene la característica de que el área a y la profundidad media d de cada superficie unitaria más pequeña de la capa estructurada están a adaptadas en relación entre sí de manera tal que, calculada por la longitud unitaria en mm, sus proporciones ---
d son iguales o superiores a 30 mm, de manera que a se selecciona dentro de un rango de 1, 0-3, 0 mm2 y d se selecciona dentro de un rango de 0, 03-0, 09 mm.
El procedimiento para la fabricación del elemento laminar de papel suave y absorbente, según la invención, se caracteriza porque el prensado y estructurado del elemento laminar de fibras húmeda, conformado, son llevados a cabo con utilización de dicha segunda tela que adopta forma de una tela de estructuración para proporcionar un elemento laminar de fibras estructurado, tridimensional, en la etapa de prensado en el punto de tangencia y 35 prensado, teniendo dicha tela de estructuración una capa portadora y una capa de estructurado, que se encuentra en contacto con el elemento laminar de fibras y que está soportada por la capa portadora, teniendo dicha capa de estructurado una estructura tejida tridimensional que comprende hilos longitudinales y transversales trenzados entre sí y formando elevaciones y depresiones que son definidas por las elevaciones, cuyas elevaciones, igual que... [Seguir leyendo]
Reivindicaciones:
1. Tela de estructuración (14) para la estructuración de un elemento laminar de fibras (1’) en un proceso de prensado para una sección de prensa de una máquina de fabricación de papel suave y absorbente, comprendiendo dicha tela de estructuración (14) una capa portadora (59) y una capa estructurada (60) que establecen contacto con el elemento laminar de fibras (1’) y que está soportada por la capa portadora (59) , teniendo dicha capa estructurada (60) una estructura tejida tridimensional que comprende hilos longitudinales y transversales (66, 67) trenzados entre sí y formando elevaciones (62) y depresiones (63) que están definidas por las elevaciones (62) , repitiéndose tanto dichas elevaciones (62) como las depresiones (63) , y estando distribuidas en dirección longitudinal y transversal de 10 la tela de estructuración para formar un dibujo de superficies unitarias más pequeñas (64) , geométricamente similares, poligonales, que están situadas adyacentes entre si y que tienen líneas de limitación comunes, teniendo cada una de dichas superficies unitarias más pequeñas (64) , un área a, y recubriendo una serie de depresiones (63) con la profundidad mínima d, de manera que la posición y la alineación de cada una de las superficies unitarias más pequeñas (64) están definidas por el hecho de que sus esquinas coinciden con elevaciones (62) que están desplazadas entre sí y formadas por cuatro hilos longitudinales consecutivos (66) , caracterizada porque el área a y la profundidad media d de cada superficie unitaria más pequeña (64) de la capa estructurada (60) están adaptadas a entre sí de manera que, calculada por la unidad de longitud mm, su proporción --- es igual o superior a 30 mm, de d 20 manera que a se selecciona dentro del rango de 1, 0-3, 0mm y d se selecciona dentro del rango de 0, 03-0, 09 mm.
2. Tela de estructuración (14) , según la reivindicación 1, caracterizada porque el área a es seleccionada dentro del rango de 1, 3-2, 6 mm2.
6. Tela de estructuración (14) , según cualquiera de las reivindicaciones 1 y 4, caracterizada porque es permeable al agua.
un paralelogramo con sus esquinas situadas en los puntos medios de los nudos longitudinales (68) de cuatro hilos longitudinales adyacentes y sucesivos (66) .
8. Máquina de fabricación de papel para la fabricación de un elemento laminar de papel suave y absorbente (1) embutido y estructurado, que comprende 50 -una sección húmeda (2) para formar un elemento laminar de fibras (1’) , que comprende
-una caja de cabecera (6) , -un rodillo de conformación (7) , .
55. una primera tela (8) que discurre alrededor y en contacto del rodillo de conformación (7) ,
-una sección de prensa (3) , que comprende,
-una prensa principal (11) que comprende.
60. un primer elemento de prensa (12) , -un segundo elemento de prensa (13) , definiendo dichos elementos de prensa (12, 13) un punto de prensado intermedio con una presión predeterminada,
-una primera tela en forma de un fieltro de prensado compresible, elástico (17) que discurre formando un bucle sin fin alrededor de una serie de rodillos de guía (18) y a través de dicho punto de prensado conjuntamente y en contacto con el elemento laminar de fibras conformado (1’) , estando dispuesto el segundo elemento de prensa (13) dentro del bucle del fieltro de prensado (17) ,
- una segunda tela (14) que discurre formando un bucle sin fin alrededor de una serie de rodillos de guía (15) y a través de dicho punto de tangencia y de prensado conjuntamente y en contacto con el elemento laminar de fibras conformado (1’) , estando dispuesto el primer elemento de prensa (12) dentro del bucle de la segunda tela (14) , y
-un rodillo de transferencia (16) dispuesto dentro del bucle de la segunda tela (14) .
10. una sección de secado (4) para el secado final del elemento laminar de fibras prensado (1’’) , que
comprende, -una superficie de secado (20) para el secado del elemento laminar de fibras (1’’) , y -una cuchilla de embutición (21) para el crepado del elemento laminar desde la superficie de secado (20) , de manera que el elemento laminar de papel suave y absorbente embutido (1) es retirada de la superficie de secado (20) , estando dispuesto dicho rodillo de transferencia (16) para formar conjuntamente con la superficie de secado (20) un punto de tangencia y transferencia para transferir el elemento laminar de fibras (1’’) a la superficie de secado (20) sin compresión en el punto de tangencia y transferencia, caracterizado porque la segunda tela es una tela de estructuración (14) de acuerdo con cualquiera de las reivindicaciones 1 a 7, estando dispuesta esta tela de estructuración (14) para llevar a cabo la estructuración del elemento laminar de fibras conformado (1’) en dicho punto de tangencia y prensado, de manera que un elemento laminar de fibras estructurado (1’’) abandona el punto de tangencia y prensado.
9. Máquina de fabricación de papel suave y absorbente, según la reivindicación 8, caracterizada porque el fieltro de prensado (17) está dispuesto, a dicha presión predeterminada, para reconfigurarse elásticamente a sí mismo, de acuerdo con la capa estructurada (60) de la tela de estructuración (14) , de manera que el elemento laminar de fibras conformado (1’) penetra por completo dentro de las depresiones (63) y de manera que un elemento laminar de fibras estructurado (1’’) abandona el punto de tangencia y prensado con una sequedad inferior 38%, y un elemento laminar de papel suave y absorbente estructurado (1) abandona la sección de secado de forma embutida con un volumen de 8-20 cm3/g.
10. Máquina de fabricación de papel, según la reivindicación 8 ó 9, caracterizada porque la superficie de secado (20) consiste en la superficie envolvente de un cilindro de secado (19) .
11. Máquina de fabricación de papel, según cualquiera de las reivindicaciones 8 a 10, caracterizada porque la
sección húmeda (2) comprende un dispositivo (24) de eliminación de agua, para incrementar la sequedad del elemento laminar de fibras (1’) hasta 16 a 25%.
12. Máquina de fabricación de papel, según la reivindicación 11, caracterizada porque el dispositivo de eliminación de agua comprende un rodillo de succión (25) dispuesto en el bucle de la primera tela de conformación (8) más abajo del rodillo de conformación (7) , y una caja de vapor (26) dispuesta en el exterior del bucle de la tela de conformación (8) en oposición a dicho rodillo de succión (25) .
13. Máquina de fabricación de papel, según cualquiera de las reivindicaciones 8 a 12, caracterizada porque la prensa principal (11) es una prensa con un punto de tangencia y prensado ampliado, y el segundo elemento de 45 prensa (13) de la prensa comprende un dispositivo que define el punto de tangencia y prensado ampliado para cooperación con el primer elemento de prensa (12) .
14. Máquina de fabricación de papel, según la reivindicación 13, caracterizada porque la prensa principal (11) es una prensa de zapata y porque el dispositivo para definir el punto de tangencia y prensado ampliado comprende una 50 zapata de prensado y una cinta sin fin que discurre por el punto de prensado ampliado, de manera que la zapata de prensado está dispuesta para el prensado contra el interior de la cinta.
15. Máquina de fabricación de papel, según la reivindicación 13, caracterizada porque el dispositivo para definir el
punto de tangencia ampliado comprende un cuerpo de soporte elástico dispuesto para prensado en la dirección 55 hacia el primer elemento de prensa.
16. Máquina de fabricación de papel, según cualquiera de las reivindicaciones 8 a 15, caracterizada porque la sección de prensa (3) comprende también una sección pre-prensado (32) que comprende un primer elemento de prensa (33) y un segundo elemento de prensa (34) , definiendo dichos elementos de prensa (33, 34) un punto de 60 tangencia intermedio, discurriendo un fieltro de prensado (8, 37) en forma de bucle sin fin, alrededor de una serie de rodillos de guía (18;38) y a través de dicho punto de tangencia y prensado conjuntamente con el fieltro de prensado (17) de la prensa principal (11) , estando dispuesto el segundo elemento de prensa (34) dentro del bucle del fieltro de prensa (8; 37) de la preprensa (32) y estando dispuesto el primer elemento de prensa (33) dentro del bucle del fieltro de prensado (17) de la prensa principal, y de manera que el elemento laminar de fibras conformado (1’) discurre a través del punto de tangencia y prensado de la preprensa comprendida entre los dos fieltros de prensado (17, 8; 17, 37) .
17. Máquina de fabricación de papel, según la reivindicación 16, caracterizada porque la preprensa (32) comprende 5 una prensa con un punto de tangencia ampliado.
18. Máquina de fabricación de papel, según la reivindicación 11, caracterizada porque el bucle de la tela de estructuración (14) se extiende entre la prensa principal (11) y el rodillo de transferencia (16) y que el bucle de fieltro de prensado (17) de la prensa principal (11) se extiende entre el rodillo de conformación (7) y la prensa principal (11) , de manera que el fieltro de prensado (17) de la prensa principal (11) constituye también dicha primera tela de conformación (8) .
19. Máquina de fabricación de papel, según la reivindicación 8, caracterizada porque el bucle de la tela de
estructuración (14) se extiende entre el rodillo de conformación (7) y el rodillo de transferencia (16) para constituir 15 también dicha primera tela de conformación (8) .
20. Máquina de fabricación de papel, según la reivindicación 16 ó 17, caracterizada porque la tela de estructuración (14) se extiende entre la prensa principal (11) y el rodillo de transferencia (16) , que el fieltro de prensado (17) se extiende entre la preprensa (32) y la prensa principal (11) , y que dicha primera tela de conformación (8) se extiende entre el rodillo de conformación (7) y la preprensa (32) y constituye el fieltro de prensado de la preprensa (32) .
21. Máquina de fabricación de papel, según la reivindicación 16 ó 17, caracterizada porque la tela de estructuración (14) se extiende entre la prensa principal (11) y el rodillo de transferencia (16) , que el fieltro de prensado (17) se extiende entre la prensa (32) y la prensa principal (11) , y que el fieltro de prensado de la preprensa (32) se extiende entre una zona de transferencia y la preprensa (32) y que el bucle de la tela de conformación (8) se extiende entre el rodillo de conformación (7) y el rodillo de guía dispuesto en conexión con dicha zona de transferencia.
22. Máquina de fabricación de papel, según cualquiera de las reivindicaciones 8 a 21, caracterizada porque un dispositivo de precalentamiento (27) está dispuesto más debajo de la prensa principal (11) .
23. Sección de prensa para la fabricación de un elemento laminar de fibras de estructurado (1’’) y adaptada a una máquina de fabricación de papel suave y absorbente, para fabricar un elemento laminar (1) de papel suave y absorbente, embutido, con elevado volumen, comprendiendo dicha sección de prensa
- una prensa principal (11) , que comprende
-un primer elemento de prensa (12) ,
- un segundo elemento de prensa (13) , definiendo dichos elementos de prensa (12, 13) un punto de tangencia y prensado intermedio con una presión predeterminada,
- una primera tela en forma de un fieltro de prensado comprensible y elástico (17) que discurre en forma de bucle sin fin alrededor de una serie de rodillos de guía (18) y a través de dicho punto de tangencia y prensado conjuntamente y en contacto con el elemento laminar de fibras formado (1’) , estando dispuesto el segundo elemento de prensa (13) dentro del bucle del fieltro de prensado,
- una segunda tela (14) que discurre en forma de bucle sin fin alrededor de una serie de rodillos de guía (15) y a través de dicho punto de tangencia y prensado conjuntamente y en contacto con el elemento laminar de fibras conformado (1’) estando dispuesto el primer elemento de prensa (12) dentro del bucle de la segunda tela (14) , caracterizado porque la segunda tela es una tela de estructuración (14) de acuerdo con cualquiera de las reivindicaciones 1 a 7, estando dispuesta dicha tela de estructuración (14) para efectuar la estructuración del elemento laminar de fibras conformado (1’) en dicho punto de tangencia y prensado, de manera que un elemento laminar de fibras de estructurado (1’’) abandona el punto de tangencia y prensado.
24. Sección de prensa, según la reivindicación 23, caracterizada porque el fieltro de prensado (17) está dispuesto, a dicha presión predeterminada, para reconfigurarse elásticamente, asimismo, de acuerdo con la capa estructurada 55 (60) de la tela de estructuración (14) , de manera que el elemento laminar (1’) de fibras conformado penetra por completo dentro de las depresiones y, por lo tanto, un elemento laminar de fibras de estructurado (1’’) abandona el punto de tangencia y prensado con una sequedad superior a 38%.
25. Sección de prensa, según la reivindicación 24, caracterizada porque dicha sequedad está comprendida entre 38 y 52%.
26. Sección de prensa, sección cualquiera de las reivindicaciones 23 a 25, caracterizada porque la prensa principal
(11) es una prensa con punto de tangencia y prensado ampliado, y el segundo elemento de prensa (13) de la prensa comprende un dispositivo para definir el punto de tangencia y prensado ampliado para cooperar con el primer 65 elemento de prensa (12) .
27. Sección de prensa, según la reivindicación 26, caracterizada porque la prensa principal (11) es una prensa de zapata y porque el dispositivo para definir el punto de tangencia y prensado ampliado comprende una zapata de prensa y una cinta sin fin que discurre a través del punto de tangencia y prensado ampliado, de manera que la zapata de prensa está dispuesta para prensado contra la parte interior de la cinta.
28. Sección de prensa, según la reivindicación 26, caracterizada porque el dispositivo para definir el punto de tangencia y prensado ampliado comprende un cuerpo de soporte elástico dispuesto para el prensado en dirección hacia el primer elemento de prensa.
29. Procedimiento para la fabricación de un elemento laminar (1) de papel suave y absorbente, embutido, con elevado volumen, en una máquina de fabricación de papel suave y absorbente, comprendiendo dicho procedimiento
- la conformación de un elemento laminar de fibras (1’) en una sección húmeda (2) , que comprende una caja de
cabecera (6) , un rodillo de conformación (7) y una primera tela (8) que discurre alrededor y en contacto del rodillo de 15 conformación (7) ,
- el prensado del elemento laminar de fibras conformado (1’) en una sección de prensa (3) que comprende una prensa principal (11) que comprende un primer elemento de prensa (12) , un segundo elemento de prensa (13) , definiendo dichos elementos de prensa (12, 13) un punto de tangencia y prensado intermedio con una presión predeterminada, discurriendo una primera tela en forma de un fieltro de prensado (17) en forma de bucle sin fin alrededor de una serie de rodillos de guía (18) , y a través de dicho punto de tangencia y prensado conjuntamente y en contacto con el elemento laminar de fibras conformado (1’) , estando dispuesto el segundo elemento de prensa
(13) dentro del bucle de fieltro de prensado, discurriendo una segunda tela (14) en un bucle sin fin alrededor de una serie de rodillo de guía (15) y a través de dicho punto de tangencia y prensado conjuntamente y en contacto con el elemento laminar de fibras conformado (1’) , estando dispuesto el primer elemento de prensa (12) dentro del bucle de la segunda tela (14) , y estando dispuesto el rodillo de transferencia (16) dentro del bucle de la segunda tela (14) ,
- secado del elemento laminar de fibras estructurado (1’’) en una sección de secado (4) que comprende una superficie de secado (20) , y
- embutición del elemento laminar de fibras seco (1’’) a partir de la superficie de secado (20) con una cuchilla de embutición (21) de manera que el elemento laminar de suave y absorbente embutido (1) es retirado de la superficie de secado (20) ,
- estando dispuesto dicho rodillo de transferencia (16) para definir conjuntamente con dicha superficie de secado (20) , un punto de tangencia y transferencia para transferir el elemento laminar de fibras estructurado (1’’) a la superficie de secado (20) , sin compresión en el punto de tangencia y transferencia, caracterizado porque el prensado y estructuración del elemento laminar de fibras conformado (1’) son llevados acabo utilizando dicha 35 segunda tela que adopta la forma de una tela de estructuración para proporcionar un elemento laminar de fibras estructurado tridimensional (1’’) en la etapa de prensado en el punto de tangencia y prensado, teniendo dicha tela de estructuración, una capa portadora (59) y una capa estructurada (60) , que se encuentra en contacto con el elemento laminar de fibras (1’) y está soportada por la capa portadora (59) , teniendo dicha capa estructurada (60) una estructura tejida tridimensional que comprende los hilos longitudinal y transversal (66, 67) trenzados entre sí y formando elevaciones (62) y depresiones (63) que están definidos por las elevaciones (62) , repitiéndose dichas elevaciones (62) igual que las depresiones (63) y estando distribuidas en las direcciones longitudinal y transversal de la tela de estructuración para formar un dibujo de superficies unitarias más pequeñas geométricamente similares, poligonales (64) , que están situadas adyacentes entre sí en finas líneas de limitación comunes, teniendo cada una de dichas superficies unitaria más pequeña (64) un área a y recubriendo una serie de depresiones (63) con la
profundidad media d, de manera que la posición y alineación de cada una de las superficies unitarias más pequeñas (64) están definidas por el hecho de que sus esquinas coinciden con elevaciones (62) que están desplazadas unas con relación a otras y conformadas por cuatro hilos longitudinales consecutivos (66) , de manera que el área a y la profundidad media d de cada una de las superficies unitarias más pequeñas (64) de la capa estructurada (60) están a adaptadas entre sí de manera tal que calculadas por la unidad de longitud milímetro, su proporción ---es igual o d superior a 30 mm, de manera que a se selecciona dentro de un rango de 1, 0-3, 0 mm2 y d se selecciona dentro de un rango de 0, 03-0, 09 mm.
30. Procedimiento, según la reivindicación 29, caracterizado porque el fieltro de prensado (17) es llevado, a dicha presión predeterminada, para reconfigurarse elásticamente a sí mismo de acuerdo con la capa estructurada (60) de la tela de estructuración (14) a efectos de mantener una presión hidráulica necesaria en las depresiones (63) , de manera que el elemento laminar de fibras conformado (1’) penetra por completo dentro de las depresiones (63) , y de manera que el elemento laminar de fibras de estructurado (1’’) abandona el punto de tangencia y prensado con una sequedad superior a 38% y un papel suave y absorbente estructurado en forma de lámina abandona la sección de secado de forma embutida con un volumen de 8-20 cm3/g.
31. Procedimiento, de acuerdo con la reivindicación 29 ó 30, caracterizado porque la sequedad del elemento laminar
de fibras conformado (1’) aumenta adicionalmente antes de la prensa principal (11) por medio de un dispositivo de 65 eliminación de agua sin prensado y libre de TAD (24) .
32. Procedimiento, según la reivindicación 31, caracterizado porque la sequedad del elemento laminar de fibras conformado (1’) se incrementa antes de la prensa principal (11) por medio de una prensa (32) .
33. Procedimiento, según cualquiera de las reivindicaciones 29 a 31, caracterizado porque el elemento laminar de fibras de estructurado (1’’) es precalentado antes de alcanzar el cilindro de secado (19) .
34. Procedimiento, según cualquiera de las reivindicaciones 29, 30, 32 y 33, caracterizado porque el elemento laminar de fibras (1’) es conformado sobre la tela de estructuración (14) , que discurre en forma de bucle sin fin alrededor del rodillo de conformación (7) y el rodillo de transferencia (16) , de manera que la tela de estructuración soporta el elemento laminar de fibras conformado (1’) hacia arriba hacia la prensa principal (11) .
35. Procedimiento, según cualquiera de las reivindicaciones 29 a 34, caracterizado porque se fabrica un elemento laminar de papel suave y absorbente, embutido (1) que antes de bobinado tiene las siguientes características:
Gramaje 10-50 g/m2 Grosor.
16. 400 µm Volumen 8-20 cm3/g Resistencia a la tracción M.
5. 300 N/m
Resistencia a la tracción C.
3. 300 N/m
36. Procedimiento para la reconstrucción de una máquina de fabricación de papel suave y absorbente, que comprende una sección de prensa, según el preámbulo de la reivindicación 23, caracterizado porque la segunda tela de la sección de prensa es sustituida por una tela de estructuración (14) , según cualquiera de las reivindicaciones 1
a 7.
Patentes similares o relacionadas:
Proceso para producir al menos una capa de papel o cartón y un papel o cartón producido de acuerdo con el proceso, del 5 de Febrero de 2020, de STORA ENSO OYJ: Un proceso para producir al menos una capa de un producto de papel o cartón, proceso que comprende las etapas de: proporcionar una materia prima que comprende pasta mecánica […]
Proceso para producir material no tejido con propiedades de superficie mejoradas, del 29 de Enero de 2020, de Essity Hygiene and Health Aktiebolag: Proceso de producción de un material de lámina no tejido hidroentrelazado de fibras naturales y/o artificiales, que comprende: a) proporcionar una suspensión […]
Procedimiento y dispositivo para fabricar un papel de seguridad con dos elementos de seguridad de ventana, del 4 de Diciembre de 2019, de Giesecke+Devrient Currency Technology GmbH: Procedimiento para fabricar un papel de seguridad con al menos dos elementos de seguridad de ventana sin fin, visibles en lados opuestos entre sí del papel […]
Procedimiento de fabricación de hojas absorbentes suaves, del 24 de Julio de 2019, de GPCP IP Holdings LLC: Un procedimiento de fabricación de una hoja celulósica absorbente, comprendiendo el procedimiento: formar una banda celulósica acuosa sobre […]
Banda de prensa de transferencia o de zapata para una máquina de papel, uso de la banda de prensa de transferencia o de zapata en una máquina de papel, así como procedimiento para la fabricación de la misma, del 17 de Julio de 2019, de Heimbach GmbH: Banda de prensa de transferencia o de zapata, adecuada para su uso en una máquina de papel, con un lado de papel , destinado para el apoyo de una banda de papel o de […]
Proceso y aparato para depositar por vía húmeda materiales no tejidos, del 10 de Julio de 2019, de Essity Hygiene and Health Aktiebolag: Proceso de producción de un material de hoja no tejido de fibras naturales y/o artificiales, que comprende: a) proporcionar una suspensión de tres fases (gas-líquido-sólido) […]
Método para producir una banda de espuma, del 15 de Mayo de 2019, de STORA ENSO OYJ: Método para producir una banda de espuma esterilizada, comprendiendo el método las etapas de: - preparar una espuma húmeda , comprendiendo […]
Procedimiento para fabricar una banda de material fibroso, del 8 de Mayo de 2019, de ANDRITZ AG: Procedimiento para fabricar una banda de material fibroso , en particular para fabricar una banda de papel de seda o papel higiénico, en el que una suspensión del […]