Dispositivo de rasgado de una cinta continua de material de papel que va a suministrarse en máquinas rebobinadoras, máquina rebobinadora para la formación de rollos de papel equipados con dicho dispositivo y procedimiento de rasgado de una cinta continua de material de papel en máquinas rebobinadoras.
Dispositivo de rasgado (1) de una cinta (15) continua de material de papel que va a suministrarse a unasmáquinas (2) rebobinadoras,
presentando dicha cinta (15) continua una serie de líneas de perforación ydebilitamiento transversalmente espaciadas según intervalos regulares dispuestos a lo largo de su propio desarrollolongitudinal, comprendiendo dicho dispositivo (1) unos medios de rasgado mecánico (28) para ser colocados deforma operativa a lo largo del desarrollo longitudinal de dicha cinta (15) continua, para provocar el rasgado de estaúltima en correspondencia con al menos una de dichas líneas de perforación y debilitamiento, comprendiendo dichosmedios de rasgado mecánico (28) al menos una parte (29) de interceptación que puede acoplarse, al menostemporalmente, a una superficie de acoplamiento de dicha cinta (15) continua de material de papel que se apoyasobre un respectivo rodillo (17) de una máquina (1) rebobinadora, para provocar su rotura a lo largo de unarespectiva línea de perforación y debilitamiento, pudiendo moverse dichos medios de rasgado mecánico (28) entreuna posición no funcional, en la que dicha parte (29) de interceptación no se acopla a dicha cinta (15), y unaposición funcional, en la que dicha parte (29) de interceptación se acopla transversalmente, moviéndose desde elrodillo (17), particular y sustancialmente, de forma perpendicular a dicha superficie de acoplamiento de dicha cinta(15) continua hasta provocar una rotura a lo largo de una respectiva línea de perforación y debilitamiento,caracterizado porque dicha parte (29) de interceptación de dichos medios de rasgado mecánico (28) comprende unapluralidad de salientes (29a) que se desarrollan sustancialmente en paralelo entre sí, estando dichos salientes (29a)espaciados entre sí según una longitud predeterminada, en particular no mayor que el ancho de una respectivaranura (17a) prevista en el respectivo rodillo (17) de dicha máquina rebobinadora (2), estando cada saliente (29a)dispuesto para acoplarse, en posición funcional, a una respectiva abertura de la respectiva línea de perforación ydebilitamiento de la cinta (15) continua.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E11178710.
Solicitante: GAMBINI INTERNATIONAL S.A.
Nacionalidad solicitante: Luxemburgo.
Dirección: 4 BOULEVARD ROYAL 2449 LUXEMBOURG LUXEMBURGO.
Inventor/es: GAMBINI, GIOVANNI.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B26F3/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B26 HERRAMIENTAS MANUALES DE CORTE; CORTE; SEPARACION. › B26F PERFORACION; CORTE CON SACABOCADOS; RECORTE; PUNZONADO; SEPARACION POR MEDIOS DISTINTOS AL CORTE (trazado, perforación o fabricación de ojales A41H 25/00; fabricación de calzado A43D; cirugía A61B; recorte del metal B21D; perforado de metales B23B; corte del metal por calentamiento localizado, p. ej. corte con soplete, B23K; corte mediante chorros de fluidos abrasivos B24C 5/02; detalles comunes a las máquinas de separar B26D; perforado de la madera B27C; perforado de la piedra B28D; trabajo de materias plásticas o de sustancias en estado plástico B29; fabricación de cajas, cajas de cartón, envolturas o bolsas, de papel o material trabajado de forma análoga, p. ej. de hojas metálicas, B31B; del vidrio C03B; del cuero C14B; de materiales textiles D06H; de guías de luz G02B 6/25; de billetes G07B). › Separación por medios distintos al corte; Aparatos a este efecto (seccionamiento a la muela B24B 27/06).
- B65H19/22 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65H MANIPULACION DE MATERIALES DELGADOS O FILIFORMES, p. ej. HOJAS, BANDAS, CABLES. › B65H 19/00 Cambio de la bobina. › en los mecanismos de enrollado o en unión con las operaciones de enrollado.
- B65H19/26 B65H 19/00 […] › Corte de la banda sobre su trayecto hacia la bobina que se enrolla.
- B65H19/28 B65H 19/00 […] › Fijación del extremo de cabeza de la banda al núcleo o huso nuevo (núcleos, gálibos, soportes o piezas de sujeción, p. ej. carretes, con disposiciones para fijar las extremidades de material B65H 75/28).
PDF original: ES-2428823_T3.pdf
Fragmento de la descripción:
Dispositivo de rasgado de una cinta continua de material de papel que va a suministrarse en máquinas rebobinadoras, máquina rebobinadora para la formación de rollos de papel equipados con dicho dispositivo y procedimiento de rasgado de una cinta continua de material de papel en máquinas rebobinadoras.
La presente invención se refiere a un dispositivo de rasgado de una cinta continua de material de papel que va a suministrarse a máquinas rebobinadoras.
El objetivo de la presente invención es también una máquina rebobinadora para la formación de rollos de papel equipada con el dispositivo de rasgado mencionado anteriormente.
La presente invención se refiere también a un procedimiento de rasgado de una cinta continua de material de papel en máquinas rebobinadoras.
El objetivo de la presente invención es adecuado para su uso en el campo industrial de las máquinas y dispositivos destinados a la formación de rollos de papel, como por ejemplo papel higiénico, rollos de cocina y/o similar.
Como se conoce, la producción de rollos de papel se lleva a cabo alimentando una cinta continua de material de papel a lo largo de un recorrido predeterminado.
Generalmente, la cinta continua de material de papel se toma a través de una estación de incisión, en la que se realizan una serie de líneas de perforación y debilitamiento estructural transversales para facilitar el rasgado durante su uso. Normalmente, la formación de líneas de perforación y debilitamiento transversales requiere que se realicen una serie de aberturas u orificios en la estructura de la cinta continua, alineados a lo largo de una dirección perpendicular al desarrollo longitudinal de la propia cinta. La cinta continua que sale de la estación de incisión presenta por tanto una serie de líneas de perforación y debilitamiento transversales paralelas entre sí y espaciadas según intervalos regulares.
Una vez que se han realizado las mencionadas líneas de perforación y debilitamiento transversales, la cinta continua de material de papel se conduce hasta una estación de unión o acoplado, en la que parte de la cinta continua se pega a un núcleo de soporte hecho de cartón y con forma tubular, dotado en el exterior de una cantidad predeterminada de pegamento.
Después, el núcleo de soporte se pone en rotación con la ayuda de rodillos bobinadores adecuados. La rotación del núcleo de soporte provoca el consiguiente bobinado de la cinta continua de material de papel hasta la formación del respectivo rollo de papel que va a fabricarse.
Para evitar el desbobinado de la cinta continua de material de papel del respectivo núcleo de soporte, es necesario pegar su parte o lámina de extremo, mediante la denominada operación de “pegado de extremo”.
Cuando un respectivo núcleo de soporte se bobina con un número predeterminado de láminas o capas de cinta continua de material de papel, ésta última debe cortarse para separar la última lámina del rollo en formación de la primera lámina del siguiente rollo que va a formarse.
La operación de separación de la cinta continua de material de papel se lleva generalmente a cabo mediante una acción de rasgado que provoca la rotura de la cinta continua a lo largo de una respectiva línea de perforación y debilitamiento estructural transversal.
Según una primera solución conocida, la acción de rasgado de la cinta continua puede llevarse a cabo variando las velocidades de rotación de los rodillos bobinadores de forma que se provoquen esfuerzos de tracción, en el punto deseado, suficientes para provocar la rotura de la cinta a lo largo de la respectiva línea de perforación y debilitamiento.
Según una segunda solución conocida descrita e ilustrada en el documento EP1618057, la acción de rasgado de la cinta continua de material de papel se lleva a cabo mediante soplado a alta presión de un respectivo fluido contra la línea de perforación y debilitamiento que debe romperse.
Aunque los sistemas y procedimientos mencionados anteriormente para separar la cinta continua de material de papel permiten la rotura deseada de la línea de perforación y debilitamiento transversal seleccionada, el solicitante ha encontrado que, sin embargo, no están exentos de inconvenientes y pueden mejorarse en diversos aspectos, principalmente en relación a la sencillez estructural de los dispositivos y sistemas necesarios para llevar a cabo el rasgado de la cinta continua, a la reducción de intervenciones de mantenimiento, a la reducción de los costes de los componentes que constituyen dichos dispositivos y sistemas, así como a la reducción de costes globales de producción y comercialización de los rollos de papel.
En particular, el solicitante ha encontrado que los ejemplos conocidos de dispositivos y procedimientos para llevar a cabo el rasgado de la mencionada cinta continua de material de papel son particularmente complejos y requieren continuos ajustes y correcciones durante el proceso de formación de los rollos de papel.
Por supuesto, las continuas intervenciones para ajustar las velocidades de los rodillos bobinadores, así como por ejemplo la presión de soplado del fluido de rasgado y separación, interfieren significativamente en el proceso de formación de los rollos de papel.
También ha de considerarse que la complicada configuración de dichos dispositivos y sistemas requiere costosas y frecuentes intervenciones de mantenimiento que terminan aumentando los costes y tiempos globales de producción, lo que también presenta un impacto negativo en los costes globales de comercialización de los rollos de papel mencionados anteriormente.
El documento EP-A-1 702 873 da a conocer un dispositivo de rasgado que define el preámbulo de las reivindicaciones 1 y 6.
El objetivo principal de la presente invención es proporcionar un dispositivo de rasgado de una cinta continua de material de papel que va a suministrarse a máquinas rebobinadoras, una máquina rebobinadora equipada con dicho dispositivo y un procedimiento de rasgado de dicha cinta continua, que puedan solucionar los problemas encontrados en la técnica anterior.
Otro objetivo de la presente invención es proponer un dispositivo y procedimiento de rasgado que sean simples.
Otro objetivo de la presente invención es reducir el número global de operaciones de mantenimiento asociadas al dispositivo o procedimiento de rasgado de la cinta continua de material de papel.
Otro objetivo de la presente invención es reducir los costes globales de producción y comercialización de rollos de papel.
Los objetivos especificados anteriormente e incluso otros se alcanzan sustancialmente mediante un dispositivo de rasgado de una cinta continua de material de papel que va a suministrarse a máquinas rebobinadoras, una máquina rebobinadora equipada con un dispositivo de este tipo y un procedimiento de rasgado de una cinta continua de este tipo, tal como se expresan y se describen en las siguientes reivindicaciones, respectivamente 1, 5 y 6.
Se proporciona, como ejemplo, la descripción de una realización preferida pero no exclusiva de un dispositivo de rasgado de una cinta continua de material de papel que va a suministrarse a máquinas rebobinadoras, una máquina rebobinadora equipada con un dispositivo de este tipo y un procedimiento para cortar una cinta continua de este tipo, según la presente invención.
Dicha descripción se realizará a continuación en la presente memoria descriptiva con referencia a los dibujos adjuntos, proporcionados sólo con fines indicativos y por tanto no limitativos, en los que:
la figura 1 es una ilustración esquemática de un dispositivo de rasgado de una cinta continua de material de papel que se alimenta a una máquina rebobinadora, representada en un primer estado significativo y según la presente invención;
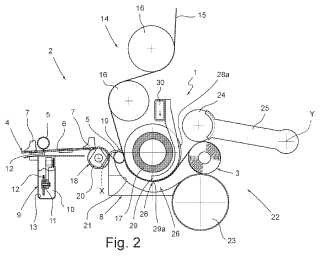
la figura 2 es otra ilustración esquemática del dispositivo según la figura anterior, representada en un segundo estado significativo;
la figura 3 es una representación esquemática, parcialmente en sección y parcialmente en planta, del dispositivo según las figuras anteriores.
Con referencia a las figuras adjuntas, el número de referencia 1 indica en su totalidad un dispositivo de rasgado de una cinta continua de material de papel alimentada a una máquina 2 rebobinadora, según la presente invención.
Como puede observarse en las figuras adjuntas, el dispositivo de rasgado 1, que se ilustrará en detalle durante el transcurso de la presente descripción, se dispone funcionalmente en una máquina 2 rebobinadora para la formación de rollos 3 de papel, como por ejemplo papel higiénico, rollos de cocina y/u otros tipos de materiales... [Seguir leyendo]
Reivindicaciones:
1. Dispositivo de rasgado (1) de una cinta (15) continua de material de papel que va a suministrarse a unas máquinas (2) rebobinadoras, presentando dicha cinta (15) continua una serie de líneas de perforación y debilitamiento transversalmente espaciadas según intervalos regulares dispuestos a lo largo de su propio desarrollo longitudinal, comprendiendo dicho dispositivo (1) unos medios de rasgado mecánico (28) para ser colocados de forma operativa a lo largo del desarrollo longitudinal de dicha cinta (15) continua, para provocar el rasgado de esta última en correspondencia con al menos una de dichas líneas de perforación y debilitamiento, comprendiendo dichos medios de rasgado mecánico (28) al menos una parte (29) de interceptación que puede acoplarse, al menos temporalmente, a una superficie de acoplamiento de dicha cinta (15) continua de material de papel que se apoya sobre un respectivo rodillo (17) de una máquina (1) rebobinadora, para provocar su rotura a lo largo de una respectiva línea de perforación y debilitamiento, pudiendo moverse dichos medios de rasgado mecánico (28) entre una posición no funcional, en la que dicha parte (29) de interceptación no se acopla a dicha cinta (15) , y una posición funcional, en la que dicha parte (29) de interceptación se acopla transversalmente, moviéndose desde el rodillo (17) , particular y sustancialmente, de forma perpendicular a dicha superficie de acoplamiento de dicha cinta (15) continua hasta provocar una rotura a lo largo de una respectiva línea de perforación y debilitamiento, caracterizado porque dicha parte (29) de interceptación de dichos medios de rasgado mecánico (28) comprende una pluralidad de salientes (29a) que se desarrollan sustancialmente en paralelo entre sí, estando dichos salientes (29a) espaciados entre sí según una longitud predeterminada, en particular no mayor que el ancho de una respectiva ranura (17a) prevista en el respectivo rodillo (17) de dicha máquina rebobinadora (2) , estando cada saliente (29a) dispuesto para acoplarse, en posición funcional, a una respectiva abertura de la respectiva línea de perforación y debilitamiento de la cinta (15) continua.
2. Dispositivo según la reivindicación 1, en el que cada saliente (29a) se extiende desde un respectivo apéndice (28a) de dichos medios de rasgado mecánico (28) , desarrollándose cada apéndice (28a) sustancialmente en paralelo con respecto a los otros apéndices (28a) y desarrollándose según al menos un desarrollo sustancialmente arqueado, opcionalmente según al menos un cuarto de circunferencia de dicho rodillo (17) de dicha máquina (2) rebobinadora.
3. Dispositivo según la reivindicación 2, en el que cada apéndice (28a) está acoplado desde una parte opuesta a dicho saliente (29a) al menos a una barra de soporte común (30) de dichos medios de rasgado mecánico (28) , desarrollándose dicha barra de soporte común (30) de forma transversal, en particular sustancialmente perpendicular a dichos apéndices (28a) y estando funcionalmente conectada a unos medios de manejo (31) para su accionamiento entre un estado inactivo, en el que dichos medios de rasgado mecánico (28) son sustancialmente estacionarios, y un estado activo, en el que dichos medios de rasgado mecánico (28) son manejados entre una posición no funcional y la posición funcional.
4. Dispositivo según la reivindicación 3, en el que dichos medios de manejo (31) comprenden:
al menos un elemento de control (32) , en particular un par de motores (32a) eléctricos; y
al menos un mecanismo (33) de transmisión interpuesto funcionalmente entre dicho elemento de control (32) y dicha barra de soporte común (31) , en particular un mecanismo (33) provisto de un tornillo (33a) sin fin con una hembra de husillo (33b) interpuesta funcionalmente entre cada motor (32a) eléctrico y un respectivo extremo (30a) de dicha barra de soporte común (30) , accionando dichos medios de manejo (31) en translación dichos medios de rasgado mecánico (28) , de forma que el manejo de dicha parte (29) de interceptación de estos últimos corresponda a una traslación de dicha parte (29) de interceptación a lo largo de una dirección transversal, en particular sustancialmente perpendicular, a dicha cinta (15) continua de material de papel.
5. Máquina (2) rebobinadora para la formación de unos rollos (3) de papel, que comprende:
al menos una estación de suministro (4) de unos núcleos (5) de soporte, de forma sustancialmente cilíndrica;
al menos una estación de aplicación (9) de un pegamento (10) , situada en dicha estación de suministro (4) de dichos núcleos (5) de soporte para aplicar en estos últimos al menos una cantidad predefinida de pegamento (10) ;
al menos una estación de suministro (14) de una cinta (15) continua de material de papel que presenta una pluralidad de líneas de perforación y debilitamiento transversales espaciadas según intervalos regulares a lo largo del desarrollo longitudinal de dicha cinta (15) continua;
al menos una estación de unión (8) de dichos núcleos (5) de soporte a dicha cinta (15) continua de material de papel;
al menos una estación de bobinado (22) de dicha cinta (15) continua de material de papel alrededor de dichos núcleos (5) de soporte procedentes de dicha estación de unión (8) ;
al menos una estación de rasgado (26) de dicha cinta (15) continua de material de papel interpuesta entre dichas estaciones de unión (8) y dichas estaciones de bobinado (22) ,
caracterizada porque dicha estación de rasgado (26) de dicha cinta (15) continua de material de papel comprende un dispositivo de rasgado (1) según una o más de las reivindicaciones anteriores.
6. Procedimiento de rasgado de una cinta (15) continua de material de papel en unas máquinas (2) rebobinadoras, que comprende las etapas siguientes:
suministrar una cinta (15) continua de material de papel a una estación de unión (8) , presentando dicha cinta continua una pluralidad de líneas de perforación y debilitamiento transversales espaciadas según intervalos regulares a lo largo de su propio desarrollo longitudinal;
suministrar al menos un núcleo (5) de soporte a dicha estación de unión (8) ;
bobinar dicha cinta (15) continua alrededor de un respectivo núcleo (5) de soporte, rasgando mecánicamente dicha cinta (15) continua de material de papel en correspondencia con al menos una de dichas líneas de perforación transversales, comprendiendo dicha etapa de rasgado la etapa que consiste en interceptar 20 transversalmente una superficie de acoplamiento de dicha cinta (15) continua de material de papel que se apoya sobre un rodillo (17) de una máquina (2) rebobinadora, en correspondencia con al menos una de dichas líneas de perforación y debilitamiento, realizándose la etapa de interceptación transversal de dicha cinta (15) continua moviéndose desde el rodillo (17) hacia la cinta (15) continua, caracterizado porque la etapa de interceptación transversal se ejecuta mediante el acoplamiento de una pluralidad de salientes (29a) en unas aberturas correspondientes de una de entre dichas líneas de perforación y debilitamiento de la cinta (15) continua y comprende la etapa de aplicar una fuerza, de una intensidad predeterminada, sustancialmente normal a dicha cinta (15) continua en el punto de interceptación de la misma, para determinar su rotura a lo largo de una respectiva línea de perforación y debilitamiento transversal.
Patentes similares o relacionadas:
Diamante policristalino, del 24 de Junio de 2020, de SUMITOMO ELECTRIC INDUSTRIES, LTD.: Diamante policristalino obtenido por conversión y sinterizado de carbono no diamantado bajo una presión de entre 12 y 25 GPa y a una temperatura de entre 1800ºC y 2600ºC […]
Procedimiento y dispositivo para hacer funcionar una instalación hidráulica de alta presión, del 6 de Mayo de 2020, de Gruber, Reinhard: Procedimiento para hacer funcionar una instalación hidráulica de alta presión, con un intensificador de presión al que puede aplicarse una unidad hidráulica […]
Dispositivo de recolección y descarga para el haz de medios de corte de una unidad de corte de líquido y unidad de corte de líquido, del 25 de Marzo de 2020, de NIENSTEDT GMBH: Sistema de refrigeración que comprende: un circuito de refrigeración que comprende: un enfriador/condensador de gas configurado […]
 Método para fabricar paneles de piedra con dibujos continuos de múltiples lados, del 25 de Marzo de 2020, de Oh, Gun Jae: Un método para fabricar un panel de piedra con dibujos continuos de múltiples lados, comprendiendo el método:
cortar franjas en las que se forman dibujos lineales […]
Método para fabricar paneles de piedra con dibujos continuos de múltiples lados, del 25 de Marzo de 2020, de Oh, Gun Jae: Un método para fabricar un panel de piedra con dibujos continuos de múltiples lados, comprendiendo el método:
cortar franjas en las que se forman dibujos lineales […]
Aparato seguidor del contorno y sistemas y métodos relacionados, del 1 de Enero de 2020, de FLOW INTERNATIONAL CORPORATION: Un conjunto de cardan para una máquina multieje para ayudar al mantenimiento de una relación espacial entre una herramienta de la máquina multieje y una […]
MÁQUINA PARA CORTE DE LÁMINAS POR PROYECCIÓN DE FLUIDOS, del 10 de Diciembre de 2019, de GOITI, S.COOP: Máquina para corte de láminas por proyección de fluidos que comprende un cabezal desplazable en tres dimensiones, dispuesto sobre una mesa de apoyo de láminas a […]
Trazado de trayectorias de herramienta de haz para contornos compuestos 3D utilizando superficies de trayectoria de mecanizado para mantener una sola representación sólida de objetos, del 13 de Noviembre de 2019, de FLOW INTERNATIONAL CORPORATION: Un método de operación en un sistema CAM de fabricación asistida por ordenador para representar una trayectoria de mecanizado de un […]
Actuador electromecánico lineal, preferiblemente para corte de agua, del 14 de Octubre de 2019, de Umbragroup S.p.A: Un actuador lineal preferiblemente para el corte de agua, que comprende un motor asociado de forma operativa a una tuerca de husillo de manera que provoca una […]