Procedimiento y disposición de circuito hidráulico para hacer funcionar una instalación de fundición a presión de metal.
Procedimiento para hacer funcionar una instalación de fundición a presión de metal,
en el que, en una primerafase, se realiza el llenado de un casquillo de llenado (12), conectado aguas arriba de la cavidad de molde (11) de lainstalación de fundición a presión, por medio de un cilindro de llenado (13) configurado a modo de cilindro de trabajocon un pistón (14) que presenta un vástago de pistón (15) por un lado, con un movimiento de avance lento de supistón (14), en el que el vástago (15) del pistón del cilindro de llenado (13) introduce a presión el metal líquido en elcasquillo de llenado (11), y en una segunda fase, por medio de un movimiento adicional del vástago (15) del pistóndel cilindro de llenado (13) por dentro del casquillo de llenado (11), el metal líquido es llevado desde el casquillo dellenado (11), por medio del movimiento de avance rápido del pistón (14) hacia el interior de la cavidad de molde (11),siendo generado el movimiento de avance rápido para la alimentación del cilindro de llenado (13) con un fluido aptopara fines hidráulicos por medio del fluido almacenado en un acumulador (23) intercalado en un circuito de controlhidráulico, caracterizado porque el fluido desplazado en la primera fase durante el movimiento de avance lento delpistón (14) en el cilindro de llenado (13) fuera de su cámara de vástago (17) se realimenta hacia el interior delacumulador (23) a través de una válvula de control (30) conmutada en una primera posición (41) con una conexiónde conducto asociada, conservando la presión generada en la cámara de vástago (17), y durante la segunda fase,para llevar el metal líquido desde el casquillo de llenado (12) hacia el interior de la cavidad de molde (11), el fluidodesplazado fuera de la cámara de vástago (17) del cilindro de llenado (13) por medio del movimiento de avancerápido del pistón (14) se conduce opcionalmente a un dispositivo multiplicador de presión (61) a través de la válvulade control (30) conmutada en una segunda posición (34) con una conexión de conducto asociada, se lleva a la altapresión existente en el acumulador (23) en el dispositivo multiplicador de presión (61) y a continuación, se introducedesde el dispositivo multiplicador de presión (61), a través de una conexión de conducto, en el acumulador (23)sometido a alta presión, o bien a través de la válvula de control (30) conmutada en una tercera posición (44) con unaconexión de conducto asociada, se realimenta a la cámara de pistón (16) del cilindro de llenado (13), ydespresurizándose durante una fase de enfriamiento en una cuarta posición (32) de la válvula de control (30) lacámara de vástago (17) del cilindro de llenado (13) por medio de un conducto (33) que va al tanque (50).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E10009266.
Solicitante: Oberle, Richard.
Nacionalidad solicitante: Alemania.
Dirección: Am Eichelsberg 26 63820 Eisenfeld ALEMANIA.
Inventor/es: OBERLE,RICHARD.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B22D17/20 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22D COLADA DE METALES; COLADA DE OTRAS MATERIAS POR LOS MISMOS PROCEDIMIENTOS O CON LOS MISMOS DISPOSITIVOS (trabajo de materias plásticas o sustancias en estado plástico B29C; tratamientos metalúrgicos, empleo de sustancias específicas que se añaden al metal C21, C22). › B22D 17/00 Colada bajo presión o por inyección, es decir, colada introduciendo el metal en el molde bajo alta presión. › Accesorios; Partes constitutivas.
- B22D17/32 B22D 17/00 […] › Equipo de control.
- B29C45/82 B […] › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06). › Circuitos hidráulicos.
PDF original: ES-2398532_T3.pdf
Fragmento de la descripción:
Procedimiento y disposición de circuito hidráulico para hacer funcionar una instalación de fundición a presión de metal.
La invención se refiere a un procedimiento para hacer funcionar una instalación de fundición a presión de metal, así como a una disposición de circuito hidráulico adecuada y prevista para realizar el procedimiento.
En procedimientos de fundición a presión de metal dados a conocer por el uso, el metal líquido se vierte primero, por medio de un dispositivo de alimentación, en un casquillo de llenado conectado aguas arriba de la propia cavidad de molde y a continuación se le lleva desde el casquillo de llenado a la cavidad de molde y allí se le mantiene a presión hasta que el metal caliente se enfría en un grado tal que la pieza de fundición a presión fabricada pueda extraerse de la cavidad del molde. En el marco del procedimiento se utiliza primero de una manera en sí conocida un cilindro de llenado que está configurado como cilindro de trabajo con un pistón que presenta un vástago de pistón por un lado, promoviendo el vástago del correspondiente pistón móvil el transporte del metal líquido al casquillo de llenado y a la cavidad de molde.
Así, en una primera fase del procedimiento el metal líquido se reúne en el casquillo de llenado hasta la altura de la entrada del molde y, simultáneamente, se cierra la abertura de llenado, lo que se realiza por medio de un movimiento de avance lento del pistón del cilindro de llenado. En este caso, la velocidad de desplazamiento del pistón o del vástago de pistón unido a éste es del orden de 0, 01 – 0, 5 m/s. para el accionamiento del pistón del cilindro de llenado sirve un acumulador lleno de fluido y sometido a una presión ajustada, el cual está unido con la cámara de pistón del cilindro de llenado. En una segunda fase del procedimiento, después del llenado del casquillo de llenado el metal líquido presente en él se presiona hacia la cavidad del molde con elevada velocidad de avance del pistón del cilindro de llenado para garantizar el llenado completo de la cavidad del molde y evitar que aparezcan en ella burbujas de aire. Para ello, la velocidad de desplazamiento del pistón en el cilindro de llenado se eleva a una velocidad de aproximadamente 3 a 9 m/s durante un breve periodo de quizás 50 a 80 ms. Este aumento de la velocidad de desplazamiento se ocasiona por la apertura de una válvula dimensionada de manera correspondientemente grande, controlándose la velocidad de desplazamiento deseada por medio del punto de apertura de la válvula. Esta válvula puede estar dispuesta tanto en la entrada entre el acumulador y el cilindro de llenado como también en la salida del cilindro de llenado. El fluido desplazado fuera de la cámara de vástago del pistón al moverse éste hacia delante en el cilindro de llenado durante las fases primera y segunda del procedimiento se desvía hacia el tanque en el procedimiento conocido.
Durante la fase de enfriamiento subsiguiente del metal caliente presente en la cavidad del molde, el cilindro de llenado se mantiene a una presión correspondientemente elevada para que se compense la contracción del metal que se enfría por efecto de la presión adicional del pistón del cilindro de llenado. Para esta multiplicación de presión está previsto un multiplicador que también está configurado como cilindro de trabajo con un pistón que presenta un vástago de pistón por un lado, cuyo vástago de pistón se introduce en la cámara de pistón del cilindro de llenado y, por tanto, genera una presión correspondientemente elevada en el cilindro de llenado. La cámara de vástago del multiplicador puede unirse con el tanque por medio de una válvula de regulación de presión para poder ajustar el grado de la multiplicación de la presión en el multiplicador por medio del ajuste de la presión en la cámara de vástago.
Se vinculan una serie de desventajas al procedimiento conocido. Dado que al comienzo del movimiento de avance lento del pistón en el cilindro de llenado, por un lado, la presión ajustada presente en el acumulador actúa sobre el pistón y, por otro lado, se abre la unión de la cámara de vástago del cilindro de llenado con el tanque, la presión presente en la cámara de vástago del cilindro de llenado se vacía de golpe hacia el tanque. Esto lleva a que el movimiento del pistón comience con un salto de arranque correspondiente, y éste se transmite al metal líquido a transportar y lleva allí a una ligera formación de ondas y/o a oclusiones de aire. Dado que también en instalaciones de fundición a presión de metal se utilizan frecuentemente cilindros de llenado de gran volumen, son necesarias cantidades de fluido considerables en el sistema para provocar el movimiento de avance del pistón al cilindro de llenado; de manera correspondiente, en este caso se evacúan hacia el tanque grandes cantidades de fluido sin utilizar o deben alimentarse éstas a la cámara de pistón del cilindro de llenado.
Una desventaja adicional consiste en que al final de la segunda fase, con elevada velocidad de avance del pistón en el cilindro de llenado, el pistón se frena de golpe en su marcha rápida cuando está llena la cavidad del molde. Dado que la cámara de vástago del cilindro de llenado está unida también con el tanque durante esta fase, se produce así una cavitación en la cámara de vástago y en el conducto adyacente a ésta que lleva al tanque, con la consecuencia de la aparición de picos de presión muy elevados que pueden disminuir fuertemente la vida útil de las válvulas de control utilizadas.
Por consiguiente, el procedimiento conocido es en conjunto energéticamente desfavorable y lleva también a un sobreesfuerzo de los componentes mecánicos utilizados.
Un procedimiento con las características del preámbulo es conocido por el documento US 5.662.159 A. El circuito hidráulico descrito en él hace posible una evacuación controlada, hacia el tanque, del fluido desplazado fuera de la cámara de vástago del pistón durante el movimiento de avance de éste en el cilindro de llenado para regular así la velocidad del desplazamiento del pistón. La cantidad de fluido a introducir en la cámara pistón del cilindro de llenado para el movimiento de avance del pistón se suministra desde una fuente de presión, por ejemplo en forma de una bomba, pudiendo conectarse adicionalmente también un acumulador que contiene fluido a presión. El acumulador se carga a su vez de nuevo tras el vaciado por medio de la alimentación de fluido desde la fuente de presión.
Asimismo, por el documento US 2007/267.166 A1 se conoce el recurso de que el fluido desplazado fuera de la cámara de vástago de un pistón durante el movimiento de avance de éste en un cilindro de llenado sea realimentado a la cámara de pistón del cilindro de llenado y, por tanto, se reduzca la alimentación necesaria de la cámara de pistón con fluido.
La invención se basa en el problema de mejorar un procedimiento del tipo citado al principio de modo que, en particular, el presupuesto de energía necesario para la realización del procedimiento se diseñe de manera más eficiente. Además, se pretende indicar una disposición de circuito hidráulico para los componentes implicados adecuada para la realización del procedimiento mejorado.
La solución de este problema, incluyendo configuraciones y perfeccionamientos ventajosos de la invención, se desprende del contenido de las reivindicaciones que siguen a esta descripción.
En su idea fundamental, la invención prevé que, en la primera fase, el fluido desplazado fuera de la cámara de vástago del pistón durante el movimiento de avance lento de éste en el cilindro de llenado se devuelva al acumulador por medio de una válvula de control conmutada en una primera posición, con una unión de conducción asociada, manteniendo la presión generada en la cámara de vástago, y, durante la segunda fase, para llevar el metal líquido desde el casquillo de llenado al interior de la cavidad del molde, el fluido desplazado fuera de la cámara de vástago del cilindro de llenado por el movimiento de avance rápido del pistón se alimente opcionalmente, por medio de la válvula de control conmutada en una segunda posición y dotada de una unión de conducción asociada, a un dispositivo multiplicador de presión, se ponga en el dispositivo multiplicador de presión a la presión elevada existente en el acumulador y, a continuación, se introduzca desde el dispositivo multiplicador de presión en el acumulador sometido a presión elevada a través de una unión de conducción, o bien se devuelva a la cámara de pistón del cilindro de llenado por medio de la válvula de control conmutada en una tercera posición y dotada de una la unión de conducto... [Seguir leyendo]
Reivindicaciones:
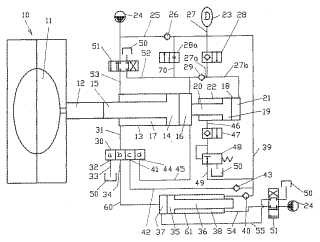
1. Procedimiento para hacer funcionar una instalación de fundición a presión de metal, en el que, en una primera fase, se realiza el llenado de un casquillo de llenado (12) , conectado aguas arriba de la cavidad de molde (11) de la instalación de fundición a presión, por medio de un cilindro de llenado (13) configurado a modo de cilindro de trabajo con un pistón (14) que presenta un vástago de pistón (15) por un lado, con un movimiento de avance lento de su pistón (14) , en el que el vástago (15) del pistón del cilindro de llenado (13) introduce a presión el metal líquido en el casquillo de llenado (11) , y en una segunda fase, por medio de un movimiento adicional del vástago (15) del pistón del cilindro de llenado (13) por dentro del casquillo de llenado (11) , el metal líquido es llevado desde el casquillo de llenado (11) , por medio del movimiento de avance rápido del pistón (14) hacia el interior de la cavidad de molde (11) , siendo generado el movimiento de avance rápido para la alimentación del cilindro de llenado (13) con un fluido apto para fines hidráulicos por medio del fluido almacenado en un acumulador (23) intercalado en un circuito de control hidráulico, caracterizado porque el fluido desplazado en la primera fase durante el movimiento de avance lento del pistón (14) en el cilindro de llenado (13) fuera de su cámara de vástago (17) se realimenta hacia el interior del acumulador (23) a través de una válvula de control (30) conmutada en una primera posición (41) con una conexión de conducto asociada, conservando la presión generada en la cámara de vástago (17) , y durante la segunda fase, para llevar el metal líquido desde el casquillo de llenado (12) hacia el interior de la cavidad de molde (11) , el fluido desplazado fuera de la cámara de vástago (17) del cilindro de llenado (13) por medio del movimiento de avance rápido del pistón (14) se conduce opcionalmente a un dispositivo multiplicador de presión (61) a través de la válvula de control (30) conmutada en una segunda posición (34) con una conexión de conducto asociada, se lleva a la alta presión existente en el acumulador (23) en el dispositivo multiplicador de presión (61) y a continuación, se introduce desde el dispositivo multiplicador de presión (61) , a través de una conexión de conducto, en el acumulador (23) sometido a alta presión, o bien a través de la válvula de control (30) conmutada en una tercera posición (44) con una conexión de conducto asociada, se realimenta a la cámara de pistón (16) del cilindro de llenado (13) , y despresurizándose durante una fase de enfriamiento en una cuarta posición (32) de la válvula de control (30) la cámara de vástago (17) del cilindro de llenado (13) por medio de un conducto (33) que va al tanque (50) .
2. Procedimiento según la reivindicación 1, caracterizado porque, durante el periodo de tiempo del frenado del pistón
(14) del cilindro de llenado (13) , al finalizar su movimiento de avance rápido existente durante la segunda fase, se estrangula la entrada de fluido a la cámara de pistón (16) del cilindro de llenado (13) desde el acumulador (23) y, durante esta estrangulación, el fluido desplazado desde la cámara de vástago (17) del cilindro de llenado (13) se devuelve al acumulador (23) a través de la válvula de control (30) con una conexión de conducto asociada.
3. Procedimiento según la reivindicación 1 o 2, caracterizado porque, tras la finalización del proceso de frenado durante una fase de enfriamiento del metal líquido en la cavidad de molde (11) , se realiza una multiplicación de la presión que actúa sobre el pistón (14) del cilindro de llenado (13) mediante la impulsión de su cámara de pistón (16) , a través del vástago de pistón (20) previsto en un lado de un multiplicador (18) configurado a modo de un cilindro de trabajo que presenta un pistón (19) con el vástago de pistón (20) conectado, siendo impulsado, en cada caso, la cámara de pistón (21) del multiplicador (18) , debido a una conexión hidráulica en paralelo con el cilindro de llenado (13) , con el fluido alimentado desde el acumulador (23) .
4. Procedimiento según la reivindicación 3, caracterizado porque, durante las fases primera y segunda del avance del pistón (14) en el cilindro de llenado (13) , la presión generada en la cámara de pistón (22) del multiplicador (18) se ajusta por medio de una disposición de válvula (47, 48) al nivel de la presión generada en el acumulador (23) , de modo que, debido al equilibrio de presión de la cámara de vástago (22) y la cámara de pistón (21) del multiplicador (18) , no se produce ningún movimiento del pistón (19) del multiplicador (18) .
5. Procedimiento según la reivindicación 3 o 4, caracterizado porque, durante la fase de enfriamiento y la multiplicación de la presión que actúa sobre el pistón (14) del cilindro de llenado (13) , la cámara de vástago (17) del cilindro de llenado (13) se despresuriza por medio de la válvula de control (30) con una conexión de conducto asociada hacia el tanque (50) .
6. Procedimiento según una de las reivindicaciones 3 a 5, caracterizado porque, tras la finalización de la fase de enfriamiento, se interrumpe la conexión entre el acumulador (23) , por un lado, y el cilindro de llenado (13) , así como el multiplicador (18) , por otro lado, y el fluido sometido a alta presión en la cámara de pistón (16) del cilindro de llenado (13) se devuelve al acumulador (23) por medio de una disposición de válvula (28a) conectada aguas abajo.
7. Disposición de circuito hidráulico para realizar un procedimiento según una de las reivindicaciones 1 a 6, que comprende una bomba (24) , un tanque (50) y un circuito de control hidráulico conectado a ellos por medio de unas válvulas de control (51) para alimentar un cilindro de llenado (13) configurado a modo de cilindro de trabajo con un pistón (14) que presenta un vástago de pistón (15) por un lado, estando conectado al circuito de control un acumulador (23) conectado a la cámara de pistón (16) del cilindro de llenado (13) con intercalación de una válvula (28) , caracterizada porque una válvula de control (30) está conectada a la cámara de vástago (17) del cilindro de llenado (13) , por medio de la cual el fluido desplazado durante el movimiento de avance del pistón (14) en el cilindro de llenado (13) fuera de su cámara de vástago (17) puede ser opcionalmente conducido al acumulador (23) , a un dispositivo multiplicador de presión (61) , conectado, a su vez, al acumulador (23) , a la cámara de pistón (16) del
cilindro de llenado (13) y al tanque (50) .
8. Disposición de circuito hidráulico según la reivindicación 7, caracterizada porque una conexión (41) de la válvula de control (30) que controla la salida del fluido desplazado fuera de la cámara de vástago (17) del cilindro de llenado (13) está directamente conectada con el acumulador (23) a través de un conducto (42) , y en el conducto (42) está intercalada una válvula de retención (43) con un sentido de paso orientado hacia el acumulador (23) .
9. Disposición de circuito hidráulico según la reivindicación 7 u 8, caracterizada porque una conexión (34) de la válvula de control (30) que controla la salida del fluido desplazado fuera de la cámara de vástago (17) del cilindro de llenado (13) está conectada por medio de un conducto (60) con la cámara de pistón (37) del dispositivo multiplicador de presión (61) configurado a modo de cilindro de trabajo que presenta un pistón (35) con un vástago de pistón (36) por un lado, y el lado de vástago (38) del dispositivo multiplicador de presión (61) está conectado con el acumulador
(23) por medio de un conducto (39) .
10. Disposición de circuito hidráulico según la reivindicación 9, caracterizada porque una válvula de retención (40) con un sentido de paso dirigido hacia el acumulador (23) está intercalada en el conducto (39) que guía desde la cámara de vástago (38) del dispositivo multiplicador de presión (61) hacia el acumulador (23) .
11. Disposición de circuito hidráulico según una de las reivindicaciones 7 a 10, caracterizada porque una conexión
(44) de la válvula de control (30) que controla la salida del fluido desplazado desde la cámara de vástago (17) del cilindro de llenado (13) está conectada con la cámara de pistón (16) del cilindro de llenado (13) por medio de un conducto (45) .
12. Disposición de circuito hidráulico según una de las reivindicaciones 7 a 11, caracterizada porque una conexión (32) de la válvula de control (30) que controla la salida del fluido desplazado desde la cámara de vástago (17) del cilindro de llenado (13) está conectada con el tanque (50) .
13. Disposición de circuito hidráulico según una de las reivindicaciones 7 a 12, caracterizada porque un multiplicador
(18) configurado a modo de cilindro de trabajo que presenta un pistón (19) con un vástago de pistón (20) por un lado está dispuesto en conexión hidráulica en paralelo con el cilindro de llenado (13) , siendo introducido el vástago de pistón (20) del multiplicador (18) en la cámara de pistón (17) del cilindro de llenado (13) para incrementar la presión y estando conectada la cámara de pistón (21) del multiplicador (18) al acumulador (23) y pudiendo la cámara de vástago (22) del multiplicador (18) estar opcionalmente conectada con el acumulador (23) o con el tanque (50) , intercalando una válvula (47) , por medio de una válvula de regulación de presión (48) .
14. Disposición de circuito hidráulico según una de las reivindicaciones 7 a 13, caracterizada porque la cámara de vástago y la cámara de pistón del cilindro de llenado (13) , el multiplicador (18) y el dispositivo multiplicador de presión (61) , para la carrera de retorno del respectivo pistón dispuesto en ellos, pueden conectarse a la bomba (24) y/o al tanque (50) por medio de al menos una válvula de control (51) asociada.
Patentes similares o relacionadas:
EQUIPO DE INYECCIÓN PARA LA FABRICACIÓN DE PIEZAS METÁLICAS EN MOLDE Y PROCESO DE INYECCIÓN PARA DICHA FABRICACIÓN, del 20 de Julio de 2020, de DIEPRESS TECH S.L.U: Equipo de inyección para la fabricación de piezas metálicas, aplicable para la fabricación en serie de piezas y componentes metálicos por inyección a presión del metal […]
CONTENEDOR O CAMARA DE INYECCION, del 4 de Junio de 2020, de ALROTEC TECNOLOGY S.L.U: Contenedor o cámara de inyección, para máquinas de procesos de fundición por inyección a presión, y configurado por un cilindro que comprende un manguito […]
CONTENEDOR O CÁMARA DE INYECCIÓN, del 1 de Junio de 2020, de ALROTEC TECNOLOGY S.L.U: Contenedor o cámara de inyección, para máquinas de procesos de fundición por inyección a presión, y configurado por un cilindro que comprende un manguito exterior […]
Sistema de transferencia de vórtice de rebosamiento, del 15 de Enero de 2020, de PYROTEK, INC: Una bomba de metal fundido que comprende un cuerpo refractario que forma un tubo cilíndrico generalmente alargado que tiene un extremo […]
Dispositivo intensificador de presión, grupo de fundición de máquinas de fundición a presión y método de funcionamiento, del 4 de Diciembre de 2019, de OSKAR FRECH GMBH + CO. KG: Dispositivo intensificador de presión para aumentar la presión en una cámara de fluido a presión de una unidad de pistón/cilindro, en particular, de una unidad […]
Dispositivo para el acabado de un componente moldeado por inyección y disposición con varios dispositivos, del 30 de Abril de 2019, de Finke Formenbau GmbH: Dispositivo para el acabado de un componente moldeado por inyección, con - un componente de apoyo, en el que en la zona de una superficie de […]
PISTÓN DE INYECCIÓN, del 25 de Abril de 2019, de ALROTEC TECNOLOGY S.L.U: Comprende una pieza hueca constitutiva del cuerpo de émbolo , y una pieza interior de soporte , que fijada por una rosca , de un paso cuadrado y que, presenta interiormente […]
PISTÓN DE INYECCIÓN, del 22 de Abril de 2019, de ALROTEC TECNOLOGY S.L.U: Pistón de inyección. Comprende una pieza hueca constitutiva del cuerpo de émbolo , y una pieza interior de soporte , que fijada por una rosca […]