Prensa dobladora con dispositivo de alimentación y procedimiento para su utilización.
Instalación de producción (1) para el conformado por doblado de placas (4) o piezas (5),
con una prensa dobladora (2),con una viga de mesa fija (10) y con una viga de prensado (14) en un bastidor de la máquina (6) en unas guías (13) conrelación a la viga de la mesa (10) mediante un sistema de accionamiento (16), y con unas herramientas de doblado (21)dispuestas sobre superficies frontales enfrentadas entre sí de la viga de la mesa (10) y de la viga de prensado (14), y conun manipulador (3) que se puede desplazar sobre una pista de desplazamiento en una trayectoria paralela a unaextensión longitudinal de las vigas de la mesa y de doblado (10, 14) para efectuar la transferencia de piezas entre undispositivo de alimentación o almacenamiento para las placas (4) o las piezas (5) y la zona de conformado entre lasherramientas de doblado (21), y con por lo menos una instalación de control y supervisión (25) y presentando elmanipulador (3) un conjunto de brazo articulado (33), con preferentemente tres brazos (34, 35, 36) que por medio de unosconjuntos de cojinetes de giro (37) pueden bascular alrededor de unos ejes de giro (39) orientados en dirección paralela ala trayectoria de recorrido, y con una unidad rotativa (41) dispuesta en un extremo distal del conjunto de brazo articulado(33), con un eje de giro (42) que transcurre perpendicular a los ejes de giro (39) estando la unidad de rotación (41)equipada con un sistema prensor (43), y presentando el conjunto de brazo articulado (33) por lo menos un sistema dedeterminación (50) unido por comunicación con la instalación de control y supervisión (25), caracterizada porque elsistema de determinación (50) forma con varios elementos de medida dispuestos en el plano de medida (52) unainstalación de medida (51) para un valor físico que en carga da lugar a una variación de estado de un brazo (34, 35, 36)del sistema de brazo articulado (33), y porque el plano de medida (52) transcurre entre el extremo distal (40) del conjuntode brazo articulado (33) y la unidad de rotación (41).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/AT2007/000001.
Solicitante: Trumpf Maschinen Austria GmbH & CO. KG.
Nacionalidad solicitante: Austria.
Dirección: Industriepark 24 4061 Pasching AUSTRIA.
Inventor/es: THEIS,HELMUT, WALTER,OTTO, STRASSER,HAGEN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D43/10 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 43/00 Dispositivos de alimentación, de alineamiento o de almacenado combinados con aparatos para trabajar o tratar la chapa, tubos o perfiles, dispuestos en estos aparatos o especialmente adaptados para ser utilizados en asociación con estos aparatos; Asociación de dispositivos de corte con estos aparatos (dispositivos de corte asociados a las herramientas, ver los grupos previstos para estas herramientas). › por medio de tenazas o pinzas.
- B21D43/11 B21D 43/00 […] › para la alimentación de materias en forma de hojas o bandas.
- B21D43/24 B21D 43/00 […] › Dispositivos para retirar las chapas de una pila.
- B25J13/08 B […] › B25 HERRAMIENTAS MANUALES; HERRAMIENTAS DE MOTOR PORTATILES; MANGOS PARA UTENSILIOS MANUALES; UTILLAJE DE TALLER; MANIPULADORES. › B25J MANIPULADORES; RECINTOS CON DISPOSITIVOS DE MANIPULACION INTEGRADOS (dispositivos robóticos para recolección individual de frutas, hortalizas, lúpulo y similares A01D 46/30; manipuladores de agujas para cirugía A61B 17/062; manipuladores asociados a las laminadoras B21B 39/20; manipuladores asociados a las máquinas de forja B21J 13/10; medios para mantener las ruedas o sus elementos B60B 30/00; grúas B66C; disposiciones para la manipulación del combustible o de otros materiales utilizados en el interior de reactores nucleares G21C 19/00; combinación estructural de manipuladores con celdas o recintos protegidos contra la radiación G21F 7/06). › B25J 13/00 Controles para manipuladores (controles por programa B25J 9/16). › por medio de dispositivos sensores, p. ej. a la visión o al tacto.
- B25J5/02 B25J […] › B25J 5/00 Manipuladores montados sobre ruedas o sobre soportes móviles (B25J 1/00 tiene prioridad; manipuladores de control programado B25J 9/00). › que se desplazan sobre un camino-guía.
- B25J9/04 B25J […] › B25J 9/00 Manipuladores de control programado. › por rotación de un brazo al menos, excluyendo el movimiento de la mano, p. ej. del tipo coordenadas cilíndricas o coordenadas polares.
- B65H7/12 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65H MANIPULACION DE MATERIALES DELGADOS O FILIFORMES, p. ej. HOJAS, BANDAS, CABLES. › B65H 7/00 Control de la alimentación o la retirada de artículos, del avance de pilas o de aparatos asociados que permiten apreciar una alimentación incorrecta, una ausencia de artículos o la presencia de artículos defectuosos. › sensibles a una alimentación o sacado dobles.
PDF original: ES-2398473_T3.pdf
Fragmento de la descripción:
Prensa dobladora con dispositivo de alimentación y procedimiento para su utilización La invención se refiere a una instalación de producción tal como está descrita en el preámbulo de la reivindicación 1, así como a un procedimiento tal como está descrito en el preámbulo de la reivindicación 10.
El documento WO 03/095125 A2 se refiere a una instalación de producción, en particular a una prensa dobladora, así como a un procedimiento para la utilización de la instalación de producción para el conformado mediante doblado de placas utilizando una prensa dobladora, con una viga de mesa fija y una viga de prensado que se puede ajustar en unas guías de un bastidor de máquina con relación a la viga de la mesa, entre unas herramientas de doblado. La manipulación de las piezas tiene lugar mediante un manipulador de brazo articulado, una unidad de giro con un eje de giro que transcurre en dirección perpendicular a los ejes de giro del sistema de brazos articulados y con un equipo prensor dispuesto en la unidad giratoria. El conjunto del brazo articulado comprende por lo menos una instalación de determinación unida por comunicación con una instalación de control y supervisión, para la identificación y reconocimiento de la posición de las placas colocadas situadas sobre un dispositivo de almacenamiento o alimentación, o que son alimentadas a éste.
Por el documento US 4.971.515 A se conoce un manipulador con una instalación prensora para recoger piezas de una pila y alimentarlas a una instalación de producción, donde la instalación elevadora comprende una unidad de medida para determinar un valor de un parámetro que se puede elegir, por ejemplo el espesor de la pieza, y cuyo parámetro se compara en una fase de proceso automatizada con un valor de referencia del parámetro prefijado, mediante una instalación de control.
Por el documento WO 2004/028939 A1 se conoce una instalación de producción automatizada, en particular una prensa dobladora con un manipulador para efectuar la transferencia de piezas entre un almacén de piezas y/o un dispositivo de alimentación y la prensa dobladora. El manipulador está dotado de un dispositivo prensor. El dispositivo prensor comprende una instalación de determinación mediante la cual se comprueba si se han recogido una o varias placas o piezas. La determinación puede efectuarse para ello también mediante la evaluación de un espectro de vibraciones después de haber excitado la placa o la pieza con vibraciones, o mediante sensores de presión asignados directamente a las ventosas prensoras.
Por el estado de la técnica se conocen además unas medidas para la individualización mediante una separación previa de la pieza que se ha de recoger, por ejemplo mediante imanes separadores o mediante la aplicación de sistemas de medida con tratamiento de imagen para determinar el número de chapas recogidas. También forma parte del estado de la técnica ya conocido el empleo de medios sensores táctiles, inductivos o capacitivos con el correspondiente sistema de medición para reconocer si se ha recogido una placa individual o si han quedado adheridas varias placas.
También es conocido el empleo de una báscula de palés unida mediante una comunicación con el dispositivo sensor de la instalación de producción, mediante la cual se determina, después de haber recogido una placa o una pieza, el peso total de la pila residual, determinándose mediante el ordenador de la instalación de control el valor diferencial respecto a la medición previa, y efectuando con este valor diferencial una comprobación de la plausibilidad con un valor de referencia registrado.
El objetivo de la invención es crear una instalación de producción para la fabricación totalmente automatizada de piezas conformadas de chapa, en la que inmediatamente después de recoger una pieza mediante un dispositivo prensor de un manipulador se realiza una comprobación de plausibilidad mediante la determinación de un valor físico, o comparación con un valor de referencia prefijado, registrado en la instalación de control de la instalación de producción.
Este objetivo de la invención se logra mediante las características que figuran en la parte identificativa de la reivindicación 1. La sorprendente ventaja de esto es, que mediante un dispositivo de determinación dispuesto integrado en el sistema cinemático del manipulador y con independencia de las características del material de la pieza que ha sido recogida, se efectúa la comprobación inmediatamente que se recoge la pieza y de este modo se evitan de modo eficaz unos tiempos secundarios improductivos pero de alto coste, y con el proceso de determinación se dispone al mismo tiempo de varios resultados de medición para la evaluación de un valor medio, con lo cual y con independencia de una eventual recogida descentrada de una placa o de una pieza, resulta posible efectuar una valoración y comparación con un valor de referencia prefijado.
Pero también es ventajosa una realización según la reivindicación 2 mediante la cual se logra la precisión necesaria para poder evaluar el resultado de la medición.
Para ello es ventajosa la realización según la reivindicación 3, con la cual se dispone de un elemento de medición de alta sensibilidad que es posible integrar en una estructura que se trata de medir, con un reducido gasto adicional.
Pero también es ventajosa una realización según la reivindicación 4, porque con ella se puede realizar la determinación del valor de medición evitando en gran medida influencias parásitas causadas por la estructura situada en las inmediaciones del dispositivo prensor, y por lo tanto en el entorno próximo del dispositivo prensor.
De acuerdo con los perfeccionamientos ventajosos tales como se describen en las reivindicaciones 5 y 6, no se requieren costosas piezas adicionales o postizas, con lo cual se consigue una solución muy económica.
La reivindicación 7 caracteriza además una disposición ventajosa de los elementos de medida que permite efectuar una evaluación unívoca de varios resultados de medición determinados en un proceso de medición.
Por último son también ventajosas las realizaciones según las reivindicaciones 8 y 9, mediante las cuales el sistema de medida se puede acoplar al sistema de control de la instalación de producción con un reducido gasto en conducciones y equipo de control.
Pero la invención se refiere también a un procedimiento para la utilización de una instalación de producción tal como está descrito en el preámbulo de la reivindicación 10.
El objetivo del procedimiento conforme a la invención es asegurar para el funcionamiento de la instalación de producción, en particular de una prensa dobladora que se alimenta mediante una instalación de manipulación con placas o piezas previstas para ser conformadas, que no se recojan simultáneamente varias placas o piezas para conducirlas a las herramientas de conformado.
Este objetivo de la invención se logra por las medidas que caracterizan la reivindicación 10. La sorprendente ventaja de esto es que la verificación y comparación con un valor de referencia registrado se puede realizar inmediatamente después de sujetar una placa o una pieza de una pila mediante un dispositivo prensor, sin que se alargue de modo apreciable el tiempo de ciclo.
La invención se describe a continuación con mayor detalle sirviéndose de los ejemplos de realización representados en los dibujos.
Éstos muestran:
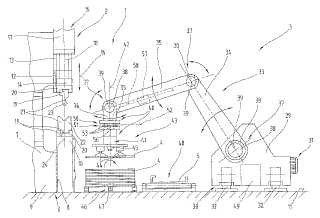
la figura 1 una instalación de producción conforme a la invención con una prensa dobladora y un manipulador, así como una instalación de determinación situada en un conjunto de brazo, en una representación simplificada;
la figura 2 una vista de detalle del conjunto de brazo con otra variante del dispositivo de determinación, en sección parcial;
la figura 3 la disposición del brazo seccionado según las líneas III-III de la figura 2;
la figura 4 otra realización de una instalación de determinación situada en el conjunto del brazo del manipulador de la instalación de producción conforme a la invención.
De entrada es preciso señalar que las piezas iguales que figuran en las distintas formas de realización descritas se han dotado de signos de referencia iguales o designaciones de piezas iguales, por lo cual todas las manifestaciones contenidas en el conjunto de la descripción se pueden aplicar debidamente a piezas iguales con iguales referencias o iguales designaciones de pieza. También las indicaciones de posición elegidas en la descripción tales como por ejemplo arriba, abajo, lateral, etc., están referidas a la figura concreta que está representada y que se está describiendo directamente,... [Seguir leyendo]
Reivindicaciones:
1. Instalación de producción (1) para el conformado por doblado de placas (4) o piezas (5) , con una prensa dobladora (2) , con una viga de mesa fija (10) y con una viga de prensado (14) en un bastidor de la máquina (6) en unas guías (13) con relación a la viga de la mesa (10) mediante un sistema de accionamiento (16) , y con unas herramientas de doblado (21) dispuestas sobre superficies frontales enfrentadas entre sí de la viga de la mesa (10) y de la viga de prensado (14) , y con un manipulador (3) que se puede desplazar sobre una pista de desplazamiento en una trayectoria paralela a una extensión longitudinal de las vigas de la mesa y de doblado (10, 14) para efectuar la transferencia de piezas entre un dispositivo de alimentación o almacenamiento para las placas (4) o las piezas (5) y la zona de conformado entre las herramientas de doblado (21) , y con por lo menos una instalación de control y supervisión (25) y presentando el manipulador (3) un conjunto de brazo articulado (33) , con preferentemente tres brazos (34, 35, 36) que por medio de unos conjuntos de cojinetes de giro (37) pueden bascular alrededor de unos ejes de giro (39) orientados en dirección paralela a la trayectoria de recorrido, y con una unidad rotativa (41) dispuesta en un extremo distal del conjunto de brazo articulado (33) , con un eje de giro (42) que transcurre perpendicular a los ejes de giro (39) estando la unidad de rotación (41) equipada con un sistema prensor (43) , y presentando el conjunto de brazo articulado (33) por lo menos un sistema de determinación (50) unido por comunicación con la instalación de control y supervisión (25) , caracterizada porque el sistema de determinación (50) forma con varios elementos de medida dispuestos en el plano de medida (52) una instalación de medida (51) para un valor físico que en carga da lugar a una variación de estado de un brazo (34, 35, 36) del sistema de brazo articulado (33) , y porque el plano de medida (52) transcurre entre el extremo distal (40) del conjunto de brazo articulado (33) y la unidad de rotación (41) .
2. Instalación de producción (1) según la reivindicación 1, caracterizada porque los elementos de medida de la instalación de medida (51) están unidos por cable con un amplificador de carga (57) .
3. Instalación de producción (1) según la reivindicación 1 ó 2, caracterizada porque los elementos de medida están formados por sensores de cuarzo (53) en forma de disco.
4. Instalación de producción (1) según la reivindicación 1, caracterizada porque el plano de medida (52) transcurre en un plano de partición que transcurre perpendicular al eje de giro (42) del sistema de rotación (41) .
5. Instalación de producción (1) según la reivindicación 3, caracterizada porque los sensores de cuarzo (53) están tensados con una fuerza de tensión inicial entre una placa de medición (54) y una placa de medición contraria (55) enfrentadas entre sí y que transcurren paralelas al plano de medida (61, 62) .
6. Instalación de producción (1) según la reivindicación 3, caracterizada porque los sensores de cuarzo (53) van sujetos con tensión inicial entre una parte de pared frontal (59) del brazo C (36) y una brida (60) del sistema de rotación (41) .
7. Instalación de producción (1) según la reivindicación 3, caracterizada porque los sensores de cuarzo (53) están situados en el plano de medida (52) en forma de un polígono regular.
8. Instalación de producción (1) según la reivindicación 2, caracterizada porque el amplificador de carga (57) está unido por cable a través de un interfaz (69) con el sistema de control de la instalación de producción (1) .
9. Instalación de producción (1) según la reivindicación 1, caracterizada porque la instalación de determinación está realizada apta para bus, en particular apta para un bus Can.
10. Procedimiento para la supervisión del estado de un conjunto de brazo articulado (33) de un manipulador (3) para la alimentación de una prensa dobladora (2) para un proceso de conformado a realizar en una placa (4) o en una pieza (5) , pudiendo desplazarse el manipulador (3) para efectuar una transferencia de piezas entre un dispositivo de alimentación o de almacenamiento para las placas (4) o las piezas (5) y una zona de conformado entre las herramientas de doblado (21) , a lo largo de una trayectoria de desplazamiento paralela a una extensión longitudinal de la viga de la mesa y de la viga de prensado (10, 14) de la prensa dobladora (2) , presentando el sistema de brazos articulados (33) unos brazos (34, 35, 36) que pueden girar por medio de sistemas de cojinetes de giro (37) alrededor de ejes de giro (39) orientados paralelos a la trayectoria de desplazamiento, estando dispuesta en un extremo distal del sistema de brazos articulados (33) una unidad de rotación (41) con un eje de giro (42) que transcurre perpendicular a los ejes de giro (39) , estando equipada la unidad de rotación (41) con un sistema prensor (43) , y comprendiendo el sistema de brazos articulados (33) por lo menos un sistema de determinación (50) unido por comunicación con un sistema de control y supervisión (25) , que con varios elementos de medida dispuestos en un plano de medida (52) forma una instalación de medida (51) para un valor físico que provoque en caso de carga una variación de estado de un brazo (34, 35, 36) del sistema de brazos articulados (33) , transcurriendo el plano de medida (52) entre el extremo distal (40) del sistema de brazos articulados (33) y la unidad de rotación (41) , registrándose en un fichero de un módulo de cálculo (70) un parámetro físico que provoca una variación de estado al efectuarse la recogida de una placa (4) o de una pieza (5) por el sistema prensor (43) , que después de la recogida de la placa (4) o de la pieza (5) el parámetro físico determinado por el sistema de determinación (50) se compara con el parámetro registrado en un circuito comparador (71) , y que en el caso de comprobarse que existe una desviación que rebase un campo de tolerancias establecido, se detenga el proceso de carga y se emita un mensaje de avería.
Patentes similares o relacionadas:
Dispositivo de transporte para la transferencia de piezas de trabajo en una instalación de procesamiento, del 1 de Abril de 2020, de HATEBUR UMFORMMASCHINEN AG: Dispositivo de transporte para la transferencia de piezas de trabajo en una instalación de procesamiento (M) que comprende al menos dos […]
PINZA MEJORADA PARA PRENSA DE ESTAMPACIÓN CON SISTEMA TRANSFER, del 6 de Julio de 2015, de SARABIA TRILLA, Miquel: 1. Pinza mejorada para una prensa de estampación con sistema transfer, que comprende unos brazos de sujeción de una chapa a estampar y un cuerpo de soporte que está […]
 Dispositivo de transporte, del 17 de Diciembre de 2014, de KUKA SYSTEMS GMBH: Dispositivo de transporte para piezas de trabajo , en particular piezas de chapa, entre depósitos o dispositivos de procesamiento contiguos, […]
Dispositivo de transporte, del 17 de Diciembre de 2014, de KUKA SYSTEMS GMBH: Dispositivo de transporte para piezas de trabajo , en particular piezas de chapa, entre depósitos o dispositivos de procesamiento contiguos, […]
 Prensa plegadora con un dispositivo de posicionamiento de piezas de trabajo así como un procedimiento para la explotación, del 9 de Julio de 2014, de Trumpf Maschinen Austria GmbH & CO. KG: Procedimiento para la explotación de un dispositivo de fabricación con al menos una prensa plegadora y un dispositivo de manipulación de piezas […]
Prensa plegadora con un dispositivo de posicionamiento de piezas de trabajo así como un procedimiento para la explotación, del 9 de Julio de 2014, de Trumpf Maschinen Austria GmbH & CO. KG: Procedimiento para la explotación de un dispositivo de fabricación con al menos una prensa plegadora y un dispositivo de manipulación de piezas […]
Dispositivo de transporte con tope de posicionamiento, del 7 de Mayo de 2014, de Schuler Pressen GmbH: Dispositivo de transporte para la transferencia de una platina preparada, no deformada, a una prensa , comprendiendo el […]
Instalación para la producción de forros de freno, del 8 de Enero de 2014, de IAG Industrie Automatisierungsgesellschaft mbH: Instalación para la producción de forros de freno con una pluralidad de prensas (1 a 6) dispuestas en línea, que prensan la masa de fricción rellenada en moldes […]
 Robot con brazo adicional, del 27 de Noviembre de 2013, de Strothmann Machines & Handling GmbH: Robot con un mecanismo de movimiento para desplazar unas piezas estampadas, en particular entre dosprensas consecutivas de un tren de prensas, […]
Robot con brazo adicional, del 27 de Noviembre de 2013, de Strothmann Machines & Handling GmbH: Robot con un mecanismo de movimiento para desplazar unas piezas estampadas, en particular entre dosprensas consecutivas de un tren de prensas, […]
DISPOSITIVO DE AGARRE Y MANEJO DE RECIPIENTES METÁLICOS, del 21 de Junio de 2011, de Frattini-Tech AG: Un dispositivo para agarrar y manejar un recipiente metálico , obtenido por extrusión, estampado en frío o estampado en frío/embutición de una pieza […]