Dispositivo y procedimiento de porcionamiento.
1. Dispositivo para el corte de rodajas (2) o porciones de rodajas de peso preciso de un producto que puede cortarse(3),
de forma estable solamente bajo ciertas condiciones, en particular carne o pescado, con
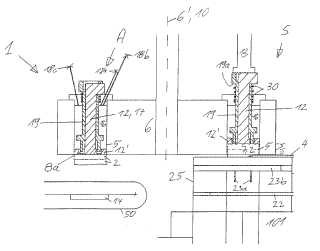
- un módulo de porcionamiento (1) par a cortar y deponer las rodajas (2), que comprende una cuchilla deporcionamiento (4) y al menos dos cámaras de porcionamiento (7a, 7b) y
- un módulo de avance (100) para el moldeo previo y la alimentación del producto a ser cortado (3) hacia el módulode porcionamiento (1) en la dirección de avance (10),
- presentando el módulo de avance (100) un tubo de molde (101) que se extiende en la dirección del avance (10), ycuyo extremo posterior abierto está cerrado por un punzón de prensado (102) movible en la dirección del avance(10) en el tubo de molde (101), para la formación previa y el desplazamiento del producto a ser cortado (3), y
- en donde el fondo de las cámaras de porcionamiento (7a, 7b) es formado por al menos un contrapunzón (12a, 12b)que es movible en la dirección del avance (10) y en la dirección inversa,
caracterizado porque
la superficie de prensado del contrapunzón (12a, 12b) presenta por lo menos un sensor de presión (15) o la presiónpuede medirse por la medición de la fuerza aplicada en un accionamiento (13) del contrapunzón que está conectadocon un mando (20) para el contrapunzón (12a, 12b), para mantener constante la presión que actúa sobre la rodaja(2), incluso durante la penetración de la cuchilla de porcionamiento (4).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2005/009248.
Solicitante: VOLKL, Thomas.
Nacionalidad solicitante: Alemania.
Dirección: JOSEF-VOLKL-STR. 12 83052 BRUCKMUHL ALEMANIA.
Inventor/es: VÖLKL,THOMAS.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B26D7/06 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B26 HERRAMIENTAS MANUALES DE CORTE; CORTE; SEPARACION. › B26D CORTE; DETALLES COMUNES A LAS MAQUINAS DE PERFORACION, PUNZONADO, CORTE, O CORTE CON SACABOCADOS (disgregación por medio de cuchillos u otros elementos cortantes o desgarrantes que transforman el material en fragmentos B02C 18/00; corte mediante chorros de fluidos abrasivos B24C 5/02; herramientas manuales de corte B26B). › B26D 7/00 Partes constitutivas de aparatos de corte, recorte, punzonado, perforado o separación por procedimiento distinto al corte. › Dispositivos para alimentar o evacuar las piezas que no sean hojas, bandas o filamentos.
PDF original: ES-2442456_T3.pdf
Fragmento de la descripción:
Dispositivo y procedimiento de porcionamiento La invencion se refiere a un dispositivo y un procedimiento para la división en porciones de un peso preciso.
II. Antecedentes técnicos El comercio y los consumidores al por mayor en el ámbito alimenticio, especialmente cocinas industriales, servicios de catering, cadenas de restaurantes y similares desean que sobre todo para los alimentos más caros como pescado o carne, que las rodajas puestas a disposición o porciones que comprenden varias rodajas siempre tengan el mismo peso, aceptando posiblemente una tolerancia de peso solamente de ± 3%, por ejemplo para la carne fresca que se vende en el comercio de autoservicio al pormenor, con un peso teórico de 500g.
El seccionamiento de una rodaja con un cierto peso teórico predeterminado de un gran fascísculo de pescado o carne que, por una parte, presenta una consistencia heterogénea y por otra parte una forma y un tamaño cada vez diferentes, causa unos problemas considerables, sobre todo en el funcionamiento automatizado, donde se precisa la producción de por ejemplo 200 rodajas por minuto.
A este efecto se conocen dispositivos de porcionamiento y procedimientos correspondientes que parten de la idea de que los volumenes coincidentes de la misma pieza de carne o de pescado también tienen aproximadamente el mismo peso. A partir de ello, una cámara de porcionamiento con un volumen y unas dimensiones predeterminados se llena completamente con el producto a ser cortado que, por lo menos en cierta medida, es deformable, y a continuación se corta una rodaja del producto mediante un corte de separación directamente en el lado abierto de la cámara de porcionamiento en forma de orificio ciego.
Para automatizar este proceso, el producto en forma de fascículo es insertado en un tubo de molde, abierto delante y cerrado detrás por un punzón de prensado desplazable en dirección longitudinal, que presenta una sección transversal constante en el sentido longitudinal, y mediante el avance del punzón de prensado el producto es prensado de tal manera que se convierte en fascículo más corto con una sección transversal constante, de acuerdo con la sección transversal del tubo de molde.
A partir de este tubo de molde, el fascículo es desplazado mediante el punzón de prensado, desde el extremo delantero hasta la cámara de porcionamiento que, de regla general, se encuentra inmediatamente adyacente, se corta una rodaja etcétera.
Todavía existe una pluralidad de problemas que impiden u obstaculizan el respecto exacto del peso real que, sin embargo, es deseado por la industria que elabora la carne o el pescado, para minimizar el uso de la mercancia y asegurar su margen de beneficio.
Un problema consiste en el hecho que, para un producto a ser cortado, siempre se supone el mismo peso específico, predeterminado manualmente o almacenado para los separados géneros del producto, por ejemplo para los diversos fascículos de los diversos animales de matanza.
No obstante, en función de la presión predominante en la rodaja a ser cortada durante el proceso de porcionamiento así como la composición de grasa o agua, porosidad o porcentaje de los géneros de fascículo, ello no siempre es el caso.
Adicionalmente, en la práctica no siempre puede asegurarse un relleno de 100% de la cámara de porcionamiento con el producto a ser cortado, sobre todo en el tiempo reducido de relleno deseado, y a pesar de la carga ya conocida de depresión por ejemplo en la cámara de porcionamiento que, por si mismo, genera otra vez problemas causados por el ensuciamiento de los conductos de depresión con restos del producto a ser cortado etc.
Además, las condiciones de presión y fricción discrepan considerablemente entre el producto a ser cortado y el componente que lo rodea, si se compara, por una parte, el extremo delantero del tubo de molde o de la cámara de porcionamiento con el extremo posterior del tubo de molde, donde el producto a ser cortado es alimentado mediante el punzón de prensado, para la deformación previa o el prensado previo y para su avance hacia la cámara de porcionamiento.
Asimismo la velocidad del proceso que es muy importante para la industria de elaboración, no es la óptima cuando se utiliza la misma cámara de porcionamiento cada vez para el relleno, el seccionamiento, la evacuación y el nuevo relleno. Se ha tratado mejorarlo con cámaras alternantes, pero ellas presentan la desventaja de un volumen no modificable.
En este contexto, en un primer tiempo la patente francesa FR 1271402 ha revelado un dispositivo de prensado en el que una pieza de carne puede ser prensada en un molde tanto en dirección longitudinal como transversal.
Adicionalmente se conocen dispositivos de corte en los que una pieza de carne previamente prensada es cortada adicionalmente en rodajas o en tacos.
Asi, la patente US 6045071 ha revelado un dispositivo de corte en el que el tubo de molde, cerrado circunferencialmente o abierto en forma de canal, es prensado longitudinalmente y con una cuchilla se cortan rodajas en el extremo delantero que se convierten en tacos, debido a una rejilla de cuchillas dispuesta corriente arriba, para generar los fascículos longitudinales.
Detrás de la cuchilla, los tacos caen abajo sueltos.
Asimismo por la solicitud PCT WO 03/064123A1 se conoce un dispositivo de corte en el que las rodajas seccionadas de la pieza de carne se reciben en un dispositivo de porcionamiento, opuesto al tubo de molde respecto a la cuchilla, cuyo fondo es formado por un contrapunzón, opuesto al punzón de prensado longitudinal, que es retirado gradualmente, de manera que al final del proceso de corte la entera pieza de carne cortada se encuentra en este tubo de porcionamiento.
Como próximo estado de la técnica, la solicitud de patente US 2004/0156965 muestra un dispositivo de corte en el que cada rodaja cortada por separado es retirada después del seccionamiento mediante un giro de la cámara de porcionamiento en la cual se encuentra. En el lado del tubo de molde, la pieza de carne es prensada tanto en la dirección longitudinal como transversal. De este documento se conocen las características del concepto general de las reivindicaciones 1 y 12.
Por la solicitud de patente europea EP 0306012 A2 es conocido que en el punzón de prensado que aprieta sobre el extremo posterior de la pieza de carne, está integrado un conmutador de presión que mide la presión aplicada sobre el extremo posterior de la pieza de carne a ser cortada.
III. Representación de la invención a) Objeto técnico Es por lo tanto el objeto de acuerdo con la invención de proporcionar un procedimiento asi como un dispositivo que, a pesar de una velocidad de proceso elevada y una reducción de la propensión para disfunciones, mantenga la desviación entre el peso teórico de las rodajas o porciones de rodaja y el peso real lo más bajo posible.
b) Solución del objeto Este objeto es solucionado mediante las reivindicaciones 1 y 12. Unas formas de realización ventajosas resultan de las reivindicaciones dependientes.
En particular mediante la realización en dos partes del tubo de molde como canal y punzón lateral que puede introducirse en el mismo, por una parte se facilita la introducción del producto a ser cortado en el tubo de molde, por otra parte la sección transversal del tubo de molde podría acercarse lo más posible a la sección transversal del producto a ser cortado antes de que, mediante el punzón de prensado, el producto sea prensado previamente en la dirección longitudinal en el tubo de molde. De este modo se minimiza la deformación transversal del producto a ser cortado, es decir, el producto se protege y de esta manera se mejora tanto el mantenimiento del peso como de la forma de las rodajas a ser cortadas.
Ya que el contorno de la sección transversal del punzón de prensado debe corresponder a la sección transversal libre en el tubo de molde, que debe cerrar, se predeterminan para el punzón lateral unas posiciones transversales definidas, escalonadas, que puede abordar exclusivamente, y para las secciones transversales libres que resultan de esta manera en el tubo de molde se proporcionan unos tapones de prensado específicos, de tamaños diferentes,
o un punzón de prensado cuyo contorno puede adaptarse.
De modo análogo a la sección transversal libre aplicada en el tubo de molde y con ello la sección transversal del punzón de prensado, también en el módulo de porcionamiento se debe proporcionar una cámara de porcionamiento con una sección transversal correspondiente y eventualmente un tubo cortante correspondiente, ya que, de regla general, la sección transversal de la cámara de porcionamiento debe ser idéntica a... [Seguir leyendo]
Reivindicaciones:
1. Dispositivo para el corte de rodajas (2) o porciones de rodajas de peso preciso de un producto que puede cortarse (3) , de forma estable solamente bajo ciertas condiciones, en particular carne o pescado, con
- un módulo de porcionamiento (1) para cortar y deponer las rodajas (2) , que comprende una cuchilla de porcionamiento (4) y al menos dos cámaras de porcionamiento (7a, 7b) y
- un módulo de avance (100) para el moldeo previo y la alimentación del producto a ser cortado (3) hacia el módulo de porcionamiento (1) en la dirección de avance (10) ,
- presentando el módulo de avance (100) un tubo de molde (101) que se extiende en la dirección del avance (10) , y cuyo extremo posterior abierto está cerrado por un punzón de prensado (102) movible en la dirección del avance
(10) en el tubo de molde (101) , para la formación previa y el desplazamiento del producto a ser cortado (3) , y
- en donde el fondo de las cámaras de porcionamiento (7a, 7b) es formado por al menos un contrapunzón (12a, 12b) que es movible en la dirección del avance (10) y en la dirección inversa, caracterizado porque la superficie de prensado del contrapunzón (12a, 12b) presenta por lo menos un sensor de presión (15) o la presión puede medirse por la medición de la fuerza aplicada en un accionamiento (13) del contrapunzón que está conectado con un mando (20) para el contrapunzón (12a, 12b) , para mantener constante la presión que actúa sobre la rodaja (2) , incluso durante la penetración de la cuchilla de porcionamiento (4) .
2. Dispositivo de acuerdo con la reivindicación 1, caracterizado porque
- el tubo de molde (101) está realizado en dos partes con un canal de tubo de molde (103) abierto lateralmente, y punzones laterales (104) que pueden ser insertados lateralmente en su abertura (103a) ,
- el módulo de avance (100) comprende varios punzones de prensado (102a, b) con superficies de sección transversal diferentes o un punzón con superficie de sección transversal variable, movibles en el sentido del avance
(10) según las posiciones transversales (105a, b..) .
3. Dispositivo de acuerdo con la reivindicación 2, caracterizado porque el punzón lateral (104) solamente puede acercarse a posiciones transversales definidas (105a, b..) con respecto al canal del tubo de molde (103) .
4. Dispositivo de acuerdo con una de las reivindicaciones precedentes, caracterizado porque en caso de varias cámaras de porcionamiento (7a, b) en una placa de porcionamiento (5) , los contrapunzones (12a, b) de cada una de las cámaras de porcionamiento (7a, b) únicamente pueden ser cargados en la posición de recepción, es decir, a lo largo del trayecto de avance (10’) , por un accionamiento de contrapunzón (13) .
5. Dispositivo de acuerdo con una de las reivindicaciones precedentes, caracterizado porque la cámara de porcionamiento (7a) corresponde al espacio hueco (101a) del tubo de molde en lo que se refiere a la longitud axial, y está realizada en un tubo de porcionamiento (5) para recibir la totalidad del producto final cortado (3) y está construida de manera idéntica al mismo, particularmente en lo que se refiere al tubo de molde (101) y al punzón de prensado (102) .
6. Dispositivo de acuerdo con una de las reivindicaciones precedentes, caracterizado porque el dispositivo comprende dos pares compuestos de un módulo de avance (100) con el tubo de molde (101) así como un módulo de porcionamiento (1) con un tubo de porcionamiento (5’) que pueden moverse de modo alternante desde una posición de corte (S) para cortar el producto a ser cortado, en la cual se encuentran el punzón de prensado y el accionamiento del contrapunzón, hasta una posición de expulsión (A) al exterior de la posición de corte (S) , en particular de manera transversal.
7. Dispositivo de acuerdo con la reivindicación 6, caracterizado porque en la posición de expulsión (A) está prevista una corredera axial (109) que va expulsando desde el tubo de porcionamiento (5) , en particular después de quitar el punzón lateral de su canal de porcionamiento, el producto cortado (3) en dirección axial.
8. Dispositivo de acuerdo con una de las reivindicaciones precedentes 6 o 7, caracterizado porque para al menos dos pares de módulo de avance (100) y módulo de porcionamiento (1) está previsto solamente un par común de punzones laterales (104, 104’) , que está asociado a la posición de corte (S) .
9. Dispositivo de acuerdo con una de las reivindicaciones precedentes, caracterizado porque el accionamiento de contrapunzón (13) funciona eléctricamente, neumáticamente, mecánicamente (por ejemplo mediante un husillo roscado) y/o mediante tensión previa de resorte en la dirección del avance (10) .
10. Dispositivo de acuerdo con una de las reivindicaciones precedentes, caracterizado porque el contrapunzón (12a, b) puede desplazarse tanto por fracciones del espesor teórico (D) de una rodaja (2) , como por un múltiple del espesor (D) de una rodaja (2) .
11. Dispositivo de acuerdo con una de las reivindicaciones precedentes, caracterizado porque el contrapunzón (12a, b) puede desplazarse en sincronización o en sincronización opuesta conjuntamente con el punzón de prensado (102) y/o en sincronización con el movimiento de la cuchilla de porcionamiento (4) .
12. Procedimiento para el corte de rodajas (2) o porciones de rodajas de peso preciso de un producto que puede cortarse (3) , de forma estable solamente bajo ciertas condiciones, en particular carne o pescado, en donde
- el producto a ser cortado (3) es comprimido antes de su seccionamiento con su extremo delantero frontal en una cámara de porcionamiento (7a) en forma de orificio ciego con una profundidad definida, hasta que rellene la misma completamente,
- mediante una cuchilla de porcionamiento (4) fija en la dirección de avance (10) se secciona una rodaja (2) , directamente detrás del extremo posterior abierto de un tubo de molde (101) , del producto a ser cortado (3) , y
- la rodaja (2) se depone en la cámara de porcionamiento (7a) , cuyo fondo está configurado como un contrapunzón
(12) movible en la dirección del avance (10) , y es transportada lejos del producto a ser cortado (3) , en donde
- durante o inmediatamente antes del seccionamiento de la rodaja (2) la presión es vigilada y regulada en o cerca de la parte a ser cortada del producto (3) , de modo que una fuerza de carga del contrapunzón (12) en la dirección longitudinal es medida por un accionamiento de contrapunzón (13) , o se mide directamente su fuerza de presión contra el producto a ser cortado (3) .
13. Procedimiento de acuerdo con la reivindicación 12, caracterizado porque, después del seccionamiento de la rodaja (2) y antes del alejamiento de la rodaja (2) , la presión es retirada del producto a ser cortado (3) mediante el retiro del punzón de prensado (102) axialmente movible.
14. Procedimiento de acuerdo con una de las reivindicaciones precedentes 12 o 13, caracterizado porque la cámara de porcionamiento (7a, b) es purgada o es cargada con una depresión al insertar el producto a ser cortado, para facilitar el relleno completo de la cámara de porcionamiento (7) .
15. Procedimiento de acuerdo con una de las reivindicaciones precedentes 12 a 14, caracterizado porque, al insertar el producto a ser cortado en la cámara de porcionamiento (7a) , el contrapunzón (12) es retirado más lejos de lo que corresponde al espesor deseado de la rodaja ulterior (2) y es solamente durante o después del avance del producto a ser cortado (3) mediante un punzón de prensado (102) desde el extremo posterior, lo que es realizado durante un trayecto definido, que el contrapunzón (12) es desplazado en la dirección opuesta a la dirección del producto a ser cortado (3) hasta el espesor teórico (D) , en particular con una fuerza definida.
16. Procedimiento de acuerdo con una de las reivindicaciones precedentes 12 a 15, caracterizado porque varias rodajas (2 a, b, c...) son cortadas una tras la otra, y las rodajas ya cortadas (2 a, b...) permanecen en la cámara de porcionamiento (7a) por retroceso progresivo del contrapunzón (12) y la expulsión y particularmente el retiro de la porción de rodaja, en particular de la totalidad del producto final cortado (3) , solamente cuando se haya alcanzado el número deseado de rodajas.
17. Procedimiento de acuerdo con una de las reivindicaciones precedentes 12 a 16, caracterizado porque la alimentación de nuevos productos a ser cortados (3) en un segundo tubo de molde (101) se realiza de modo alejado de la posición de corte (S) para cortar el producto a ser cortado, particularmente durante el seccionamiento de otro producto a ser cortado (3’) , y asimismo el retiro del producto ya cortado se realiza en un segundo tubo de porcionamiento, alejado de la posición de corte (S) .
18. Procedimiento de acuerdo con una de las reivindicaciones precedentes 12 a 17, caracterizado porque el peso pesado con precisión de una porción teórica que consiste en varias rodajas se obtiene mediante la realización y determinación automática del peso de varias, particularmente dos, porciones parciales que comprenden en particular varias rodajas (2 a, b...) , y mediante el ajuste del peso teórico para la última, particularmente segunda, porción parcial, en función de la diferencia entre el peso real y el peso teórico de las porciones parciales previas.
19. Procedimiento de acuerdo con una de las reivindicaciones precedentes 12 a 18, caracterizado porque el contrapunzón (12) es deplazado en función del movimiento del punzón de prensado (102) , particularmente en sincronización o sincronización opuesta al mismo, durante la inserción del producto a cortar (3) en la cámara de porcionamiento.
Patentes similares o relacionadas:
Aparato y método para cortar productos, del 8 de Julio de 2020, de FAM: Aparato para cortar productos, que comprende: - una base ; - un cabezal de corte con al menos un elemento de corte (208; […]
Conjunto de cabezal de corte para un aparato de corte centrífugo y aparato centrífugo equipado con este, del 17 de Junio de 2020, de FAM: Conjunto de cabezal de corte para un aparato de corte centrífugo, donde el conjunto de cabezal de corte comprende: una estructura de borde (102, […]
Conjunto de cuchilla para hoja de cuchilla plana y sistema de corte equipado con esta, del 17 de Junio de 2020, de FAM: Conjunto de cuchilla que comprende: una hoja de cuchilla plana cuyo borde frontal es un borde cortante; un soporte configurado […]
Dispositivo de rotura de zonas de unión sobre unas cajas plegables e instalación de fabricación que comprende un dispositivo de rotura de este tipo, del 3 de Junio de 2020, de Bobst Lyon: Dispositivo de rotura , para romper unas zonas de unión que definen unas líneas rompibles sobre unas láminas de cartón apiladas que forman una pila, comprendiendo […]
Dispositivo para triturar alimentos, del 20 de Mayo de 2020, de Genius GmbH: Dispositivo para triturar alimentos con una parte de base que presenta un receptáculo que puede recibir al menos dos partes […]
Aparato y método para cortar productos, del 20 de Mayo de 2020, de FAM: Aparato para cortar productos, que comprende: - una base ; - un cabezal de corte con al menos un elemento […]
Dispositivo mejorado para eliminar bordes de rollos o troncos de material en banda, del 15 de Abril de 2020, de GAMBINI INTERNATIONAL S.A: Dispositivo para eliminar los bordes de rollos o troncos de material en banda que se puede colocar aguas abajo de una sierra, de al menos un rollo o tronco cortado […]
Dispositivo de corte con un medio de tope, del 18 de Marzo de 2020, de GEA Food Solutions Germany GmbH (100.0%): Dispositivo para cortar lonchas de alimentos dese al menos un producto alimenticio , en particular embutido, jamón y/o queso, en donde está […]