Planta de moldeo por insuflación de contenedores de plástico, en particular botellas.
Planta de moldeo por insuflación para realizar contenedores (2) de plástico,
en particular botellas, apartir de respectivas preformas (3), que comprende:
- una línea de moldeo por insuflación (7) provista de una pluralidad de unidades de moldeo (15), cada una de lascuales comprendiendo al menos dos cavidades (19) para moldear por insuflación respectivos contenedores (2), las cavidades de moldeo (19) de cada unidad de moldeo (15) teniendo respectivos primeros ejes longitudinales (19a)ubicados a una primera distancia recíproca predeterminada (D2);
- un transportador de alimentación flexible (41) que está provisto de una pluralidad de órganos (43) para tomar ytransportar respectivas preformas (3) y que se extiende a través de un dispositivo de acondicionamiento térmico(38);
- un dispositivo de transferencia (39) de preformas (3) acoplado a la línea de moldeo por insuflación (7) encorrespondencia de una primera estación de transferencia (13) para transferir las preformas (3) a las unidades demoldeo (15) y acoplado al transportador de alimentación flexible (41) en correspondencia de una segunda estaciónde transferencia (40) para recibir las preformas (3);
caracterizada por el hecho que, en combinación:
- dichos órganos de toma y transporte (43) están asociados con el transportador de alimentación flexible (41) paramover las preformas (3) individualmente a lo largo de un recorrido predeterminado, cada órgano de toma ytransporte (43) estando vinculado con una respectiva preforma (3);
- el transportador de alimentación flexible (41), en la segunda estación de transferencia (40), está configurado demanera que las preformas (3) vinculadas con los respectivos órganos de toma y transporte (43) dispuestos en sucesión recíproca estén separadas en el transportador de alimentación flexible (41) con un espacio de separación(P1) igual a la primera distancia D2 de modo que puedan ser tomadas directamente desde el dispositivo detransferencia (39), donde el transportador de alimentación flexible (41) posee al menos un tramo curvo (T) encorrespondencia de la segunda estación de transferencia (40), y al menos un tramo rectilíneo; los órganos de toma ytransporte (43) dispuestos en sucesión recíproca y las preformas (3) asociadas con ellos estando separados a lo largo de dicho tramo rectilíneo con otra distancia de separación, la cual es menor que la distancia de separacióndenotada P1.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IB2009/053278.
Solicitante: Sacmi Cooperativa Meccanici Imola Societa' Cooperative.
Nacionalidad solicitante: Italia.
Dirección: VIA SELICE PROVINCIALE 17/A 40026 IMOLA ITALIA.
Inventor/es: STOCCHI, GABRIELE, PARRINELLO, FIORENZO, BORGATTI,MAURIZIO, MOROVINGI,Massimo, RE,Emilio.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C49/06 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 49/00 Moldeo por soplado, es decir, soplando una preforma o un parisón en un molde por obtener la forma deseada; Aparatos a este efecto. › Moldeo por inyección-soplado.
- B29C49/36 B29C 49/00 […] › girando alrededor de un eje.
- B29C49/42 B29C 49/00 […] › Elementos constitutivos, detalles o accesorios; Operaciones auxiliares.
- B29C49/64 B29C 49/00 […] › Calentamiento o enfriamiento de las preformas, parisones o de objetos soplados.
- B65G29/00 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65G DISPOSITIVOS DE TRANSPORTE O ALMACENAJE, p. ej. TRANSPORTADORES PARA CARGAR O BASCULAR, SISTEMAS TRANSPORTADORES PARA TALLERES O TRANSPORTADORES NEUMATICOS DE TUBOS (embalajes B65B; manipulación de material delgado o filiforme, p. ej. hojas de papel o fibras B65H; grúas B66C; aparatos de elevación o arrastre,p. ej. montacargas, B66D; dispositivos para elevar o bajar mercancías para carga y descarga, p. ej. carretillas elevadoras, B66F 9/00; vaciado de botellas, jarras, latas, barricas, barriles o contendores similares, no previstos en otro lugar, B67C 9/00; distribución o trasvase de líquidos B67D; llenado o descarga de contenedores para gases licuados, solidificados o comprimidos F17C; sistemas de conducción para fluídos F17D). › Transportadores rotativos, p. ej. discos, brazos, crucetas o conos rotatorios (proyectores mecánicos B65G 31/00; transportadores rotativos de tornillo o de hélice B65G 33/00).
- B65G47/84 B65G […] › B65G 47/00 Dispositivos para manipular objetos o materiales asociados con los transportadores; Métodos de empleo de los dispositivos. › Ruedas con forma de estrellas o dispositivos de correas o cadenas sin fin, estando dotadas las ruedas o dispositivos de elementos que enganchan a los objetos.
PDF original: ES-2412407_T3.pdf
Fragmento de la descripción:
Planta de moldeo por insuflación de contenedores de plástico, en particular botellas Campo Técnico La presente invención se refiere a una planta de moldeo por insuflación de contenedores de plástico, en particular botellas.
Técnica Existente En el sector industrial de embotellamiento, las plantas de la técnica conocida para realizar botellas de plástico comprenden: una rueda de moldeo por insuflación instalada de manera de girar alrededor de su eje longitudinal y provista de una pluralidad de unidades de moldeo por insuflación, cada una de las cuales viene hecha avanzar de manera giratoria por la rueda de moldeo por insuflación alrededor de este eje y comprende dos cavidades para moldear por insuflación respectivas botellas; un horno de acondicionamiento térmico de las preformas; un dispositivo de alimentación para hacer avanzar las preformas a través de un horno de conformidad con un primer espaciado predeterminado; y un dispositivo de transferencia para transferir las preformas desde el dispositivo de alimentación hasta las cavidades de moldeo por insuflación.
Puesto que normalmente el primer espaciado predeterminado es menor que la distancia que hay entre los ejes longitudinales de las cavidades de moldeo de una unidad de moldeo por insuflación, el dispositivo de transferencia comprende una primera rueda de transferencia de espaciado variable adecuada para tomar cada preforma desde el dispositivo de alimentación y espaciarlas en función de esta distancia, y una segunda rueda de transferencia adecuada para transferir pares de preformas desde la primera rueda de transferencia hasta las respectivas cavidades de moldeo.
Alternativamente, la técnica conocida de esta industria también prevé el uso de plantas que comprenden dos hornos para el acondicionamiento térmico de las preformas; dos dispositivos de alimentación para hacer avanzar las preformas a través de los hornos; y una rueda de transferencia provista de una pluralidad de unidades de toma y transporte, cada una de ellas comprendiendo dos órganos de toma y transporte cuyos respectivos ejes longitudinales están separados de una distancia recíproca igual a la distancia que hay entre los ejes longitudinales de las cavidades de moldeo de una unidad de moldeo, que son adecuados para tomar, cada uno de ellos, una preforma desde un respectivo dispositivo de alimentación y transferir un par de preformas a las respectivas cavidades de moldeo.
Las plantas del tipo descrito con anterioridad presentan varias desventajas, debido principalmente al hecho que la presencia de dos ruedas de transferencia o, alternativamente, dos hornos y dos dispositivos de alimentación, convierte a esas plantas en relativamente caras y complejas.
Además, en la técnica precedente se conoce, a partir del documento DE19906309 que expone el preámbulo de la reivindicación 1, un sistema de transferencia de preformas desde el horno hasta la máquina de moldeo por insuflación. Ese sistema comprende la asociación de preformas por pares a elementos de sujeción que, a su vez, están asociados de manera removible tanto con el transportador del horno como con la rueda tipo estrella de transferencia intercalada entre el horno y la máquina de moldeo por insuflación. De este modo, las preformas están asociadas, en todo momento, con los elementos de sujeción que se mueven desde el horno hasta la rueda tipo estrella de transferencia moviendo consigo las preformas. Esto permite mantener, durante la transferencia, los pares de preformas a una distancia recíproca constante y determinada (impuesta por la geometría del elemento de sujeción) .
Sin embargo, tampoco esta solución carece de desventajas.
Ello es debido a que la presencia de elementos de sujeción que se mueven a lo largo de la planta implica una complicación de la misma planta con un aumento del riesgo de averías y malfuncionamientos. Asimismo, la presencia de elementos de sujeción intercalados entre las preformas y el transportador del horno dificulta la optimización del espaciado dentro del horno de las preformas.
Objetivo de la Invención Un objetivo de la presente invención es el de proporcionar una planta de moldeo por insuflación para realizar contenedores de plástico, en particular botellas, que no exhiba las desventajas mencionadas con anterioridad y que sea simple y económica para poner en acto.
En aras de lo anterior, la presente invención proporciona una planta de moldeo por insuflación de contenedores de plástico, en particular botellas, según lo descrito en las reivindicaciones anexas.
El hecho que las preformas sean tomadas directamente por el dispositivo de transferencia para ser transferidas por el horno (es decir, el dispositivo de acondicionamiento térmico) hasta la máquina de moldeo por insuflación (es decir, la línea de moldeo por insuflación) significa, en particular, que hay al menos un instante, en la segunda estación de transferencia, durante el cual los órganos de toma y transporte (solidarios con el transportador para mover las preformas dentro del horno) y el dispositivo de transferencia (y, más en particular, adecuados medios de toma y transporte que forman parte del dispositivo de transferencia) sostienen simultáneamente las preformas (es decir, las preformas situadas en la segunda estación de transferencia) .
Los órganos de toma y transporte están instalados en el transportador de alimentación flexible de modo voladizo; más en particular, están fijados al transportador de alimentación flexible en correspondencia de una primera extremidad y sostienen las preformas en correspondencia de una segunda extremidad opuesta. Cada órgano de alimentación y transporte es adecuado para sostener y transportar una única preforma.
Preferentemente, los órganos de toma y transporte están fijados al transportador de alimentación flexible de manera de quedar equidistanciados.
En los tramos rectilíneos del transportador de alimentación flexible, los órganos de toma y transporte están dispuestos paralelos entre sí y sus segundas extremidades están dispuestas a una distancia mínima entre sí (substancialmente igual a la distancia que hay entre las primeras extremidades fijadas al transportador) .
En los tramos curvos del transportador de alimentación flexible, por otro lado, los órganos de toma y transporte están dispuestos radialmente, es decir se alejan entre sí según el radio de curvatura del tramo curvo del transportador de alimentación: la distancia entre las segundas extremidades de los órganos de toma y transporte será inversamente proporcional al radio de curvatura.
Ello significa que una preforma puede estar dispuesta a una distancia determinada con respecto a aquella que llega antes y/o después de ella a lo largo de los diferentes tramos del recorrido que siguen las preformas sobre el transportador de alimentación flexible simplemente ajustando la configuración del mismo transportador (para modificar la forma del recorrido que el mismo define) .
De este modo, los medios de toma y transporte del dispositivo de transferencia sostienen una cantidad predeterminada de preformas (típicamente una o dos, esta cantidad dependiendo del tamaño de los contenedores que se están efectuando, es decir la cantidad de preformas que se moldean simultáneamente en las unidades de moldeo de la máquina de moldeo por insuflación, es decir los moldes de insuflación) al mismo tiempo como respectivos órganos de toma y transporte, optimizando así la transferencia de las preformas desde el horno hasta la máquina de moldeo por insuflación sin tener que usar elementos de sujeción transportados junto con las preformas, y permitiendo cambiar de un tamaño a otro de manera más simple y eficiente.
Breve Descripción de los Dibujos Ahora se describirá la presente invención haciendo referencia a los dibujos anexos que exhiben una ejecución preferente y no limitativa de la misma, y en los cuales:
-la figura 1 es una vista esquemática en planta, con algunas partes omitidas por motivos de claridad, de una ejecución preferente de la planta según la presente invención;
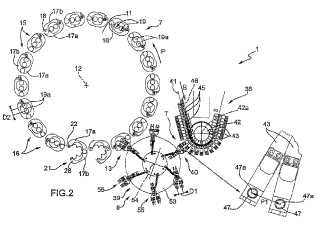
- la figura 2 es una vista esquemática en planta, con algunas partes amplificadas y otras omitidas por motivos de claridad, de un primer detalle de la planta de la figura 1;
- la figura 3 es una vista esquemática en planta, con algunas partes omitidas por motivos de claridad, de un primer detalle de la figura 2, mostrado en dos condiciones operativas diferentes;
- la figura 4 es una vista esquemática en planta, con algunas partes omitidas por motivos de claridad, de un detalle de la figura 3, mostrado en cuatro condiciones operativas diferentes;
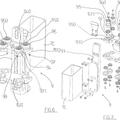
- la figura 5 es una vista lateral esquemática, con algunas partes... [Seguir leyendo]
Reivindicaciones:
1. Planta de moldeo por insuflación para realizar contenedores (2) de plástico, en particular botellas, a partir de respectivas preformas (3) , que comprende:
- una línea de moldeo por insuflación (7) provista de una pluralidad de unidades de moldeo (15) , cada una de las cuales comprendiendo al menos dos cavidades (19) para moldear por insuflación respectivos contenedores (2) , las cavidades de moldeo (19) de cada unidad de moldeo (15) teniendo respectivos primeros ejes longitudinales (19a) ubicados a una primera distancia recíproca predeterminada (D2) ;
- un transportador de alimentación flexible (41) que está provisto de una pluralidad de órganos (43) para tomar y transportar respectivas preformas (3) y que se extiende a través de un dispositivo de acondicionamiento térmico (38) ;
-un dispositivo de transferencia (39) de preformas (3) acoplado a la línea de moldeo por insuflación (7) en correspondencia de una primera estación de transferencia (13) para transferir las preformas (3) a las unidades de moldeo (15) y acoplado al transportador de alimentación flexible (41) en correspondencia de una segunda estación de transferencia (40) para recibir las preformas (3) ;
caracterizada por el hecho que, en combinación:
- dichos órganos de toma y transporte (43) están asociados con el transportador de alimentación flexible (41) para mover las preformas (3) individualmente a lo largo de un recorrido predeterminado, cada órgano de toma y transporte (43) estando vinculado con una respectiva preforma (3) ;
- el transportador de alimentación flexible (41) , en la segunda estación de transferencia (40) , está configurado de manera que las preformas (3) vinculadas con los respectivos órganos de toma y transporte (43) dispuestos en sucesión recíproca estén separadas en el transportador de alimentación flexible (41) con un espacio de separación (P1) igual a la primera distancia D2 de modo que puedan ser tomadas directamente desde el dispositivo de transferencia (39) , donde el transportador de alimentación flexible (41) posee al menos un tramo curvo (T) en correspondencia de la segunda estación de transferencia (40) , y al menos un tramo rectilíneo; los órganos de toma y transporte (43) dispuestos en sucesión recíproca y las preformas (3) asociadas con ellos estando separados a lo largo de dicho tramo rectilíneo con otra distancia de separación, la cual es menor que la distancia de separación denotada P1.
2. Planta según la reivindicación 1, donde el dispositivo de transferencia (39) comprende una rueda de transferencia individual (39) conectada a la línea de moldeo por insuflación (7) y al transportador de alimentación flexible (41) en correspondencia de la primera y la segunda estación de transferencia (13 y 40) respectivamente.
3. Planta según una cualquiera de las precedentes reivindicaciones, donde el dispositivo de transferencia (39) comprende al menos una unidad de toma y transporte (65) móvil a través de la primera y la segunda estación de transferencia (13 y 40) para alimentar dentro de una unidad de moldeo (15) una cierta cantidad de preformas (3) igual a la cantidad de cavidades de moldeo (19) .
4. Planta según la reivindicación 3, donde la unidad de toma y transporte (65) comprende una pluralidad de elementos de toma y transporte (75) igual a la cantidad de cavidades de moldeo (19) de una unidad de moldeo (15) .
5. Planta según la reivindicación 4, donde los elementos de toma y transporte (75) de cada unidad de toma y transporte (65) tienen respectivos segundos ejes verticales longitudinales (75a) dispuestos a una segunda distancia recíproca predeterminada (D1) ; la segunda distancia (D1) siendo fija e igual a la primera distancia (D2) .
6. Planta según una cualquiera de las precedentes reivindicaciones, donde el transportador de alimentación flexible (41) y la línea de moldeo por insuflación (7) pueden moverse a lo largo de un primer y un segundo recorrido anular (S y P) respectivamente, un dispositivo de orientación (56, 62, 66) habiendo sido provisto para mantener las unidades de toma y transporte (65) de la línea de moldeo por insuflación (7) substancialmente paralelas con el primer recorrido (S) en correspondencia de la segunda estación de transferencia (40) y con el segundo recorrido (P) en correspondencia de la primera estación de transferencia (13) , con lo cual las preformas (3) vienen sostenidas en la segunda estación de transferencia (40) simultáneamente tanto por las unidades de toma y transporte (65) como por los órganos de toma y transporte (43) .
7. Planta según una cualquiera de las precedentes reivindicaciones, donde cada unidad de moldeo (15) se mueve a lo largo de un segundo recorrido anular (P) , comprende dos semimoldes (17a y 17b) móviles en relación recíproca entre una posición de apertura y una posición de cierre de las respectivas cavidades de moldeo (19) y posee un plano (20) donde se cierran los dos semimoldes (17a y 17b) y que está dispuesto substancialmente paralelo a dicho recorrido (P) .
8. Planta según una cualquiera de las precedentes reivindicaciones, donde el transportador de alimentación flexible (41) es un transportador de cadena.
9. Planta según la reivindicación 6, donde el dispositivo de transferencia (39) comprende una rueda con un tambor (53) instalado para girar continuamente alrededor de su eje longitudinal substancialmente vertical (54) paralelo a una línea vertical (24) , y una pluralidad de unidades de toma y transporte (55) que están instaladas a lo largo de un borde periférico del tambor (53) , que sobresalen radialmente hacia la parte externa del tambor (53) y
vienen hechas avanzar por el mismo tambor (53) alrededor del eje (54) y a través de dichas estaciones (13 y 40) ;
y donde dicha unidad de toma y transporte (65) está provista de un brazo (70) donde está instalado un elemento de toma denotado con 71 y dos elementos de toma denotados con 75, ubicados yuxtapuestos y paralelos entre sí, con concavidades orientadas en alejamiento de la concavidad de dicho elemento (71) , y además teniendo respectivos ejes longitudinales (75a) paralelos a la línea vertical (24) y separados entre sí de una distancia (D1) igual a la distancia (D2) que hay entre los ejes longitudinales (19a) de las dos cavidades de moldeo (19) de un molde (16) .
Patentes similares o relacionadas:
Aparato y método para envasar bolsitas, del 3 de Junio de 2020, de Universal Pack S.r.l: Aparato para el envasado de bolsitas que comprende: - una unidad de envasado primaria configurada para suministrar dichas bolsitas […]
Aparato y método para orientar el cierre de extremo de un recipiente de bebida y aplicación de símbolos en una ubicación predeterminada, del 29 de Abril de 2020, de BALL CORPORATION: Un método para orientar y decorar un cierre de extremo para un recipiente de bebida, que comprende: proporcionar el cierre de extremo que comprende un ribete […]
Aparato para recibir y transportar una corriente de huevos, del 22 de Abril de 2020, de Moba Group B.V: Aparato para recibir y transportar una corriente de huevos, que comprende, - una transportadora para transportar huevos (E) en una dirección de transporte T, […]
Aparato de transporte para una máquina de envasado de pasta alimenticia, productos granulares y similares, del 22 de Abril de 2020, de ALTOPACK S.P.A.: Aparato de transporte capaz de transportar horizontalmente una pluralidad de envases que contienen alimentos, que comprende una cadena de bucle cerrado que se […]
Aparatos de transporte, del 15 de Abril de 2020, de FUJI MACHINERY CO., LTD: Un aparato de transporte que comprende: una sección de soporte configurada para soportar una pluralidad de artículos (P) sobre la misma […]
Un aparato para desplazar artículos que avanzan continuamente a lo largo de una dirección de avance, del 1 de Abril de 2020, de MARCHESINI GROUP S.P.A.: Un aparato para desplazar artículos que avanzan continuamente a lo largo de una dirección de avance (A), teniendo los artículos que ser desplazados y empujados transversalmente, […]
 Un dispositivo de transporte para transportar un elemento de recipiente para recibir artículos farmacéuticos desde una máquina contadora hasta el interior de recipientes de avance continuo, del 29 de Enero de 2020, de MARCHESINI GROUP S.P.A.: Un dispositivo de transporte para transportar un elemento (TC) de recipiente para recibir y transferir artículos, caracterizado por que comprende:
[…]
Un dispositivo de transporte para transportar un elemento de recipiente para recibir artículos farmacéuticos desde una máquina contadora hasta el interior de recipientes de avance continuo, del 29 de Enero de 2020, de MARCHESINI GROUP S.P.A.: Un dispositivo de transporte para transportar un elemento (TC) de recipiente para recibir y transferir artículos, caracterizado por que comprende:
[…]
Dispositivo de transporte y método de producción de artículos ponibles desechables mediante su uso, del 27 de Noviembre de 2019, de ZUIKO CORPORATION: Un dispositivo de transporte para transportar un objeto (A) a una superficie de una lámina (S1, S2), que comprende: un rodillo de entrega […]