Molde para la fabricación de productos cerámicos y proceso para la fabricación de tal molde.
Molde poroso para fabricar productos cerámicos (1), dicho molde (S) siendo del tipo que comprende por lomenos dos partes (2,
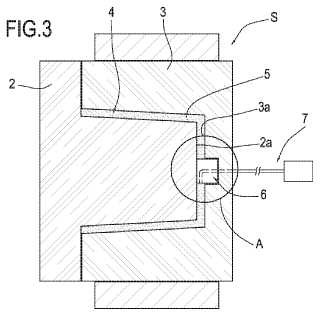
3) que pueden ser acopladas entre sí para formar, en una configuración cerrada, una cavidad (4)para colar el producto cerámico (1) llenando la misma cavidad con una mezcla líquida (5) bajo presión; y estandocaracterizado por el hecho que medios internos de vinculación (6) están dispuestos y actúan entre por lo menos dossuperficies internas (2a, 3a) de las partes (2, 3) del molde (S), que definen porciones de las paredes de la cavidad (4)para mantener las dos partes (2 y 3) de manera segura en su lugar después haberlas ubicado enfrentadas entre sí en laconfiguración cerrada; los medios internos de vinculación (6) habiendo sido hechos directamente en las respectivassuperficies internas (2a, 3a) de las partes (2, 3) del molde (S) y siendo adecuados para ser interconectados, es decir,compenetrarse de manera de crear una posición relativa estable entre las partes (2, 3) del molde (S).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E10156770.
Solicitante: Sacmi Cooperativa Meccanici Imola Societa' Cooperative.
Nacionalidad solicitante: Italia.
Dirección: VIA SELICE PROVINCIALE 17/A 40026 IMOLA ITALIA.
Inventor/es: MAZZANTI, VASCO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B28B1/26 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B28 TRABAJO DEL CEMENTO, DE LA ARCILLA O LA PIEDRA. › B28B CONFORMACION DE LA ARCILLA O DE OTRAS COMPOSICIONES CERAMICAS; CONFORMACIÓN DE ESCORIAS; CONFORMACIÓN DE MEZCLAS QUE CONTENGAN SUSTANCIAS ANALOGAS AL CEMENTO, p. ej. YESO (moldeo en fundición B22C; trabajo de la piedra o de materiales similares B28D; conformación de sustancias en estado plástico en general B29C; fabricación de productos estratificados no compuestos enteramente de estas sustancias B32B; conformación in situ , ver las clases correspondientes de la sección E). › B28B 1/00 Fabricación de objetos conformados a partir del material (utilizando prensas B28B 3/00; modelos sobre transportadores en movimiento B28B 5/00; fabricación de objetos de forma tubular B28B 21/00). › por colada en molde poroso o absorbente, es decir, colando una suspensión o una dispersión del material en un absorbente de líquido o un molde poroso, pudiendo el líquido embeberse en las paredes del molde o pasar a través de éstas, p. ej. colaje de barbotina; Moldes a este efecto (B28B 1/52 tiene prioridad).
- B28B7/18 B28B […] › B28B 7/00 Moldes; Machos; Mandriles (especialmente adaptados para la fabricación de objetos de forma tubular B28B 21/00). › atravesando las aberturas el objeto de parte a parte.
PDF original: ES-2391158_T3.pdf
Fragmento de la descripción:
Molde para la fabricacion de productos ceramicos y proceso para la fabricacion de tal molde.
La presente invencion se refiere a un molde poroso para la fabricacion de productos ceramicos, en particular para la fabricacion de artefactos sanitarios ceramicos hechos utilizando un proceso conocido como colada solida (casting solid) .
Como se sabe muy bien en este sector (ver por ejemplo el documento US 4.296.908) , los artefactos sanitarios ceramicos (como, por ejemplo, lavabos, inodoros, bides y artefactos similares) se realizan colando a presion una mezcla liquida, conocida con el nombre de barbotina, la cual se compone de agua, arcilla y cantidades muy pequenas de otras substancias, en moldes compuestos por una carcasa y un nucleo de resina porosa.
El molde le otorga al aparato sanitario la forma req uerida y luego de un determinado lapso de tiempo (necesario para el escurrimiento del agua) el articulo viene extraido del molde ya solidificado y luego viene procesado siguiendo una secuencia de etapas bien conocida hasta su completa terminacion.
Los artefactos sanitarios hechos de esta manera en terminos generales pueden ser subdivididos en dos categorias principales, a saber: productos de colada solida (solid cast) y productos de colada liquida (liquid cast) , segun se los conoce en la jerga del sector.
Algunos ejemplos tipicos de la primera categoria de productos (productos de colada solida, a los cuales se refiere en particular esta descripcion) son las cisternas con tapa que vienen instaladas arriba del inodoro, definidos asi porque las partes macho y hembra del molde tienen, a lo largo de sus normales, superficies regulares, que estan separadas entre si normalmente menos que dos veces el espesor determinado por una parte del molde. En otros terminos, la caracteristica principal de los productos de colada solida es que sus paredes vienen modeladas por dos partes de molde (una parte macho y una parte hembra) las cuales estan separadas entre si menos que dos veces el espesor de cada parte del molde.
Aparte de lo anterior, la dimension de la seccion transversal de la tapa de cisterna es mayor o igual que el espesor de la seccion transversal de la misma cisterna.
La segunda categoria de artefactos sanitarios, es decir los aparatos sanitarios de colada liquida permite maxima libertad de forma de cisternas y tapas (siempre haciendo referencia a este tipo de producto) . El molde puede tener diferentes relaciones dimensionales dentro del mismo y las cavidades de colada pueden ser muy grandes.
Cabe especificar que los productos de colada solida no incluyen solo productos de igual espesor en todas sus paredes sino tambien productos, hechos segun un diseno especial, donde las paredes del producto tienen zonas de asimetria. En la practica, volviendo al ejemplo de la cisterna de colada solida, un diseno especial podria exigir asimetria del espesor de las paredes del mismo producto, difiriendo por ejemplo entre el lado derecho y el izquierdo o entre e l lado frontal y el posterior.
Por lo tanto, volviendo a los productos de colada solida, y utilizando como ejemplo no limitativo de tales productos una cisterna de inodoro cuyas especificaciones de diseno podrian exigir que la misma presente iguales o asimetricos espesores de pared, el producto viene hecho utilizando dos semipartes de molde (una semiparte macho (2) y una semiparte hembra (3) , como puede verse en las figuras 1 y 2) que, en su configuracion cerrada, forman una o varias cavidades (4) (camara de moldeo o colada) donde viene modelado el producto.
Una vez cerrado el molde, la barbotina entra dentro de la cavidad o de las cavidades del molde que le dara forma al producto.
Durante el ciclo de colada, cuando las paredes del producto adquieren un cierto espesor y se vuelven solidas, la barbotina viene sometida a adecuadas presiones que en la practica vienen transferidas a las paredes de las dos partes del molde.
Dichas presiones vienen compensadas por una respectiva unidad de contencion asociada con la parte externa de la parte hembra y, por ende, vienen contrarrestadas solo por las superficies que estan correlacionadas directamente con la porcion externa del molde.
Las superficies de la parte macho del molde generalmente penetran completamente dentro de la parte hembra y, por lo tanto, vienen sometidas directamente a la presion ejercida por la barbotina.
La accion de la presion puede conducir a algunos problemas debidos justamente a la alta presion sobre las grandes superficies sobresalientes y que en lo sucesivo tienen efecto sobre las superficies internas:
- un efecto de deformacion elastica o torsional que conduce a indeseados espesores fuera de medida que se desvian de las especificaciones de diseno;
- posible dano de la parte macho del molde.
El problema de los indeseados espesores de las paredes del producto fuera de medida tiene un considerable efecto sobre la economia de una instalacion, especialmente en el caso de colada solida, y si el espesor de la pared no es uniform e o es asimetri co hasta el punto d e ser c onsiderado incorrecto (es decir fuera de las tol erancias especificadas) , el producto debe ser rechazado.
A lo anterior debe agregarse las diferencias de baja magnitud en la medida de los espesores de la cavidad del molde debidas a la produccion y al perfilado original del "molde matriz" empleado para realizar las dos partes del molde. El efecto de curvatura de la parte macho del molde tiende a incrementar el error del espesor de la pared.
En la practic a se h a d emostrado que a menudo este error tie ne lugar a lo largo de l a mism a pared y, actualmente, con el cometido de reducir la cantidad de productos rechazados, para compensar el error, y de ser posible, viene eros ionado materi al d el la do o puesto a la parte macho. Esto da como r esultado u n val or de es pesor m as aceptable si bien todavia fuera de las especificaciones originales de diseno: en la practica, los espesores son fuera de medida y mas grandes que los decididos al comienzo.
Por lo que concierne al problema del dano de la parte macho del molde, el efecto de deformacion elastica o torsional somete a las zonas donde las paredes sobresalientes se unen con la porcion de cierre, perpendiculares a las mismas paredes, a una elevada solicitacion, que en su caso puede conducir a fractura por fatiga de la parte macho del molde.
Resumiendo, por lo tanto, las actuales caracteristicas constructivas de los moldes, en particular, pero sin implicar ni nguna lim itacion, aquellos usa dos par a col ada solida, so n tales q ue l a e structura de l mold e no puede garantizar l a estabilidad de las p aredes i nternas y un respectivo e quilibrio que permita la c orrecta col ada de los productos ceramicos.
El objetiv o pri ncipal de esta invenci on, po r lo tant o, es el de elim inar las desvent ajas menci onadas co n anterioridad proporcionando un molde poroso para realizar productos ceramicos que este estructurado de manera de permitir una colada precisa, constante a lo largo del tiempo, y al mismo tiempo incrementando la "vida" util de las partes del molde sin alterar demasiado la arquitectura original del mismo molde.
Otro objetivo de la presente invencion es el de obtener una produccion precisa y segura de las partes del molde que impida errores de medida de espesor con respecto a los valores de diseno.
En aras d e l o anteri or, la pr esente i nvencion lo gra este obj etivo proporcionando un mol de poroso de conformidad con la reivindicacion 1 y un metodo para realizar tal molde de conformidad con la reivindicacion 10.
El hecho que los medios de vinculacion vienen modelados dentro de la cavidad le permite a las partes ser acopladas con seguridad y precision en la parte interna, garantizando al mismo tiempo el correcto emplazamiento de las paredes que forman la cavidad y, por ende, de modelado del producto.
Asimismo, la presencia d e los medi os de vincul acion d entro de l a cavid ad perm ite obten er, du rante l a fabricacion de las p artes d el mol de, u n elevado nivel de pr ecision d e formaci on d e los mism os, reduc iendo asi significativamente errores de fabricacion del molde.
Dichos medios de vinculacion internos vienen hechos directamente en las respectivas superficies internas de las partes del molde.
Esta caracteristica le permite... [Seguir leyendo]
Reivindicaciones:
1. Molde poroso para fabricar productos ceramicos (1) , dicho molde (S) siendo del tipo que comprende por lo menos dos partes (2, 3) que pueden ser acopladas entre si para formar, en una configuracion cerrada, una cavidad (4) para colar el producto ceramico (1) llenando la misma cavidad con una mezcla liquida (5) bajo presion; y estando caracterizado por el hec ho que medios internos de vinculacion (6) estan dispuestos y actuan entre por lo menos dos superficies internas (2a, 3a) de las partes (2, 3) del molde (S) , que definen porciones de las paredes de la cavidad (4) para mantener las dos partes (2 y 3) de manera segura en su lugar despues haberlas ubicado enfrentadas entre si en la configuracion cerrada; los medios internos de vinculacion (6) habiendo sido hechos directamente en las respectivas superficies internas (2a, 3a) de las partes (2, 3) del molde (S) y siendo adecuados para ser interconectados, es decir, compenetrarse de manera de crear una posicion relativa estable entre las partes (2, 3) del molde (S) .
2. Mol de s egun la r eivindicacion 1, carac terizado p or el h echo q ue l os me dios d e vinc ulacion ( 6) esta n dispuestos en la cavidad (4) en correspondencia de una zona funcional del molde (S) .
3. Mol de s egun la r eivindicacion 1, carac terizado p or el h echo q ue l os me dios d e vinc ulacion ( 6) esta n dispuestos en la cavidad (4) en correspondencia de una porcion funcional del producto (1) , es decir para formar o comprender un accesorio funcional para fabricar el producto final (1) .
4. Molde segun la reivindicacion 3, caracterizado por el hecho que los medios de vinculacion (6) comprenden una zona (7) para verter la mezcla liquida (5) dentro de la cavidad (4) para fabricar el producto (1) .
5. Molde segun la reivindicacion 1, donde la primera parte macho (2) viene alojada parcialmente en la segunda parte hembra (3) , de manera de presentar al menos una superficie de fondo (2a) dispuesta de frente a la res pectiva superficie de fondo (3a) de la segunda parte hembra (3) , caracterizado por el hecho que la superficie de fondo (2a) de la primera parte macho (2) tiene un perno sobresaliente (6a) que puede ser acoplado de manera estable a una respectiva socavacion (6b) hecha en la superficie de fondo (3a) de la segunda parte hembra (3) .
6. Molde segun la reivindicacion 5, caracterizado por el hecho que el perno (6a) y la socavacion (6b) tienen la forma de un tronco de cono.
7. Molde segun la reivindicacion 5, caracterizado por el hecho que el perno (6a) y la socavacion (6b) estan hechos en una sola unidad con las respectivas partes (2 y 3) del molde (S) .
8. Molde segun la reivindicacion 5, caracterizado por el hecho que al menos el perno (6a) esta as ociado de manera extraible con la respectiva parte (2) del molde (S) .
9. Molde segun la reivindicacion 5, caracterizado por el hecho que comprende medios de ajuste (9) e ntre el perno (6a) y la socavacion (6b) para variar la posicion de la primera parte (2) y de la segunda parte (3) del molde (S) una con respecto a la otra.
10. Metodo para realizar un molde poroso (S) para fabricar productos ceramicos (1) segun las reivindicaciones de 1 a 9, caracterizado por el hecho que comprende por lo menos las siguientes etapas:
- creacion de un patron (10) del producto ceramico (1) a fabricar;
- formacion y/o aplicacion de medios de vinculacion (6) en el patron (10) ;
- produccion del molde (S) en base a la forma del patron (10) , dicho molde comprendiendo por lo manos una primera y una segunda parte (2, 3) con respectivas zonas provistas de medios de vinculacion (6) .
11. Metodo segun la reivindicacion 10, caracterizado por el hecho que, despues de la etapa de formacion y/o aplicacion de los medios de vinculacion (6) en el patron (10) y antes de la etapa de produccion del molde (S) , ademas comprende por lo menos las siguientes etapas:
- produccion de un molde de yeso (S1) en dos partes (S2 yS3) , en base al patron (10) provisto de los medios de vinculacion (6) , de manera de definir la posicion relativa entre las partes del molde de yeso (S1) con respectivas zonas provistas de los medios de vinculacion (6) ;
- produccion de una primera parte de un molde madre o matriz (11) para efectuar la primera parte macho (2) del molde poroso (S) a partir de la respectiva parte (S2) del molde de yeso y formacion o aplicacion de la respectiva parte (6a) de los medios de vinculacion (6) ;
- produccion de una segunda parte de un molde madre o matriz (12) para efectuar lasegunda parte hembra (3) del molde poroso (S) a partir de la respectiv a parte (S3) del molde de yeso y formacion o aplicacion de la respectiva parte (6b) de los medios de vinculacion.
12. Metodo segun la reivindicacion 10, caracterizado por el hecho que la etapa de formacion y/o aplicacion de los medios de vinculacion (6) al patron (10) comprende la realizacion de un orificio pasante (F) en una superficie (10a) del patron (10) y la aplicacion de un perno (P) sobresaliente de ambas extremidades del orificio (F) , es decir desde ambos lados de la superficie (10a) .
.
13. Metodo segun la reivindicacion 11, caracterizado por el hecho que durante la etapa de produccion de las partes macho y hembra (11 y 12) del molde madre o matriz, vienen creadas dos partes, la primera provista de un a cavidad u orificio (13) , y la segunda provista de una protuberancia o perno (14) , que constituyen los negativos de los medios de vinculacion (6) y que, en la siguiente etapa de realizacion de la primera y la segunda parte, macho y hembra, (2 y 3) del molde poroso (S) , definen los medios de vinculacion (6) .
Patentes similares o relacionadas:
Molde de fundición a presión en barbotina, instalación de fundición a presión en barbotina y procedimiento de fundición a presión, del 15 de Julio de 2020, de DORST TECHNOLOGIES GMBH & CO. KG: Molde de fundición a presión en barbotina con - un espacio de molde para fundir a presión una pieza fundida y piezas (101, 103, […]
Máquina para la producción de productos de cerámica, del 21 de Agosto de 2019, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Una máquina para la producción de productos de cerámica que comprende al menos: - un molde compuesto por al menos dos partes (3, […]
RECIPIENTE PERMEABLE A GASES E IMPERMEABLE A LÍQUIDOS Y SU PROCESO DE FABRICACIÓN, del 7 de Mayo de 2019, de BENACCHIO, Amos: La invención se refiere a un recipiente permeable a gases e impermeable a líquidos de tal forma que el líquido contenido en su interior puede interactuar con la atmósfera […]
Procedimiento para la fabricación de una pieza moldeada aislante, pieza moldeada aislante, fabricada con este procedimiento, y herramienta de fundición para la fabricación de una pieza moldeada aislante mediante la aplicación del procedimiento, del 27 de Febrero de 2019, de Cuylits Holding GmbH: Procedimiento para la fabricación de una pieza moldeada aislante , caracterizado por los siguientes pasos de procedimiento: - fabricación de una pulpa inorgánica a […]
Molde para paneles de mortero de cemento e instalación correspondiente, del 1 de Octubre de 2018, de CORPORACION OMEGAZETA S.L: Molde para paneles de mortero de cemento e instalación correspondiente. La invención se refiere a un molde para paneles de mortero de cemento, que […]
Taza de inodoro de cerámica y método para la fabricación de la taza, del 31 de Enero de 2018, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Un método para fabricar una taza de inodoro de acuerdo con cualquiera de las reivindicaciones 6 a 16, que comprende: - una bandeja de recogida […]
Molde de fundición a presión para la fabricación de una pieza fundida bruta y procedimiento para la fabricación de un inodoro de una pieza, del 16 de Noviembre de 2016, de Duravit Aktiengesellschaft: Molde de fundición a presión para la fabricación de una pieza fundida bruta, que es parte de un inodoro unitario, que comprende un cuerpo, una […]
 Método y aparato para fabricar un producto de concreto, del 9 de Marzo de 2016, de Elematic Oyj: Un método para fabricar un producto de concreto en proceso de fundición en forma deslizante sustancialmente horizontal, en el que el método de mezcla […]
Método y aparato para fabricar un producto de concreto, del 9 de Marzo de 2016, de Elematic Oyj: Un método para fabricar un producto de concreto en proceso de fundición en forma deslizante sustancialmente horizontal, en el que el método de mezcla […]