Molde para el rotomoldeo provisto de un sistema de ventilación.
Molde (10, 40) para el rotomoldeo de una pieza de material plástico,
que comprende una pluralidad de paredes(14A-14D; 44A-44D) que delimitan una cámara de moldeo, conteniendo al menos una pared (14A-44A) del molde unorificio (48; 50A, 50B) apto para evacuar hacia el exterior un fluido situado en la cámara de moldeo, caracterizadoporque el molde contiene asimismo un conducto flexible (26; 54A, 54B) situado al menos parcialmente en la cámarade moldeo, en comunicación de fluido con el orificio, comprendiendo el conducto un extremo unido a la pared delmolde y un extremo libre.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E11180958.
Solicitante: COMPAGNIE PLASTIC OMNIUM.
Nacionalidad solicitante: Francia.
Dirección: 19 AVENUE JULES CARTERET 69007 LYON FRANCIA.
Inventor/es: DOUGERE,JONATHAN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C33/10 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 33/00 Moldes o núcleos; Detalles o accesorios para ellos. › con medios de ventilación incorporados.
- B29C41/04 B29C […] › B29C 41/00 Conformación por revestimiento de un molde, núcleo u otro soporte, es decir, depositando material para moldear y desmoldear el objeto formado; Aparatos a este efecto (con presión de compactado B29C 43/00). › Moldeo por rotación o centrifugación, es decir, revestimiento de la superficie interna de un molde por rotación del molde.
PDF original: ES-2428520_T3.pdf
Fragmento de la descripción:
Molde para el rotomoldeo provisto de un sistema de ventilación La presente invención se refiere a un molde para el rotomoldeo de productos de material plástico, especialmente de contenedores de recogida de residuos de gran volumen, en particular superior a 1000 l.
El rotomoldeo consiste en disponer en un molde una pequeña cantidad de material polimérico en forma de polvo con el objeto de formar un objeto hueco. El molde se coloca a continuación en un horno y se hace girar según un eje y más en general, una pluralidad de ejes. De este modo, gracias a los movimientos de rotación del molde, el material en polvo se deposita en las paredes del molde. Debido a la temperatura de estas paredes, el polvo que se deposita en las paredes pasa al menos parcialmente al estado viscoso al entrar en contacto con las mismas y se adhiere a estas paredes, para de este modo formar un sólido viscoso que sigue el contorno del molde. Esta masa se enfría a continuación para formar el objeto moldeado.
Se conoce a este efecto, un molde que comprende una parte fija y una parte móvil que incluye cada una de las paredes que delimitan una cámara de moldeo cerrada. Esta cámara es por lo general de gran volumen. Al menos un orificio que constituye la ventilación está dispuesto en una pared del molde para evitar que exista una diferencia de presión entre el interior y el exterior del molde, siendo debida tal diferencia de presión a la expansión del aire situado en el interior del molde. Tales orificios de ventilación permiten asimismo un enfriamiento más rápido del molde durante la fase de enfriamiento.
Se podrá, por ejemplo, consultar el documento GB2308326 que describe una instalación capaz de evacuar hacia el exterior un fluido situado en la cámara de moldeo. El cierre de la instalación es un tapón de un material termodegradable y no reutilizable.
El documento DE2756384 describe un molde que comprende un dispositivo en el que la cavidad se presuriza y crea el vacío. Otra instalación se describe, por ejemplo, en el documento EP1808280.
En general, en el estado de la técnica, se dispone, en cada uno de los orificios de ventilación, lana de acero compactada, que deja en teoría atravesar el aire pero impide el paso del polvo de polímero hacia el exterior del molde.
Sin embargo, esta operación de colocación de la lana de acero en el orificio de ventilación del molde es efectuada manualmente por el operador. De este modo, presenta el inconveniente de ser difícilmente repetible. Además, una mala dosificación de la lana de acero puede generar defectos en el producto moldeado o degradaciones de las herramientas de moldeo.
Por ejemplo, si se coloca una cantidad de lana de acero demasiado importante en el molde, se escapa una cantidad de aire insuficiente del molde y este puede deformarse debido a la sobrepresión existente en el mismo. Una forma defectuosa del producto moldeado puede entonces ser el resultado de esta deformación. Una cantidad de lana de acero no suficientemente importante deja salir demasiado polvo al exterior del molde, lo que es susceptible de degradar el funcionamiento de la herramienta de rotación del molde o de formar una capa térmicamente aislante sobre el molde, nefasta para la formación del objeto moldeado.
Por lo tanto, se busca para mejorar el procedimiento de rotomoldeo, controlar mejor la aireación del molde, para de este modo evitar al máximo y de manera repetible la salida de polvo al exterior del molde dejando un paso suficiente para el aire.
A tal fin, la invención tiene por objeto un molde para el rotomoldeo de una pieza de material plástico, que comprende una pluralidad de paredes que delimitan una cámara de moldeo cerrada, incluyen al menos una pared del molde un orificio capaz de evacuar hacia el exterior un fluido situado en la cámara de moldeo, incluyendo el molde asimismo un conducto flexible situado al menos parcialmente en la cámara de moldeo, en comunicación de fluido con el orificio, comprendiendo el conducto un extremo unido a la pared del molde y un extremo libre.
Por “comunicación de fluido” se enciente que el fluido (el aire) situado en el interior del molde circula entre el conducto y el orificio, o bien el conducto está conectado directa o indirectamente a este orificio. Asimismo, por “extremo unido a la pared del molde” se entiende un extremo del conducto fijado directamente o mediante otros elementos a la pared del molde.
De este modo, debido a la flexibilidad del conducto y con el efecto de la gravedad, el extremo libre del conducto siempre está orientado hacia abajo, cualquiera que sea la orientación del molde. El polvo debe de este modo efectuar un trayecto vertical y hacia arriba para entrar en el conducto. Por ejemplo, cuando la pared que comprende los orificios forma la pared inferior del molde, el conducto flexible forma un semicírculo, mientras que cuando esta pared forma la pared superior, es recto y vertical con su extremo libre hacia abajo.
Esto dificulta la entrada del polvo en el conducto, debido al efecto de la gravedad y por consiguiente el polvo no puede escaparse del molde.
De este modo, se evita cualquier daño al molde, a la herramienta de rotación o al horno. Se protegen por lo tanto las herramientas de moldeo y se evita tener que prever un mantenimiento frecuente de las mismas.
Además, puesto que el polvo permanece en el molde, se garantiza que cada contenedor está formado con la misma cantidad de material. De este modo se puede ahorrar en material, ya que no es necesario colocar una cantidad adicional de polvo en el molde y/o limitar la tasa de contenedor desechada, debido a un espesor de pared insuficiente.
Además, se evita el uso de lana de acero consumible y se ahora por lo tanto en material. Se reduce asimismo el tiempo de ciclo puesto que se evita la etapa de colocación de lana de acero en el orificio. El molde según la invención permite por lo tanto, ahorrar en los costes de fabricación.
Cabe señalar también que, como el polvo no es susceptible de escaparse del molde, el diámetro de los orificios se puede modificar, especialmente ampliarse, para aumentar la eficacia del enfriamiento.
El molde según la invención puede comprender también una o varias de las siguientes características:
! se dispone una masa en el conducto flexible, cerca de su extremo libre. Esto permite acentuar más la curvatura del conducto flexible cuando el mismo está sometido a la gravedad y reducir más la probabilidad de que el polvo penetre en este conducto, ! se dispone un conducto rígido en el molde, estando tal conducto en comunicación de fluido con el orificio y solidario a la pared del molde, estando el conducto flexible conectado al conducto rígido. Tal conducto rígido permite alejar de la pared del molde el extremo unido y con ello, el extremo libre, del conducto flexible. De este modo se evita que el conducto flexible entre en contacto durante el moldeo con una pared del molde y degrade el objeto moldeado, ! el molde comprende al menos dos orificios, un conducto flexible y eventualmente un conducto rígido, que está en comunicación de fluido con cada uno de los orificios. De este modo, se puede crear una circulación de aire más importante en la cámara de moldeo, del aire que entra en la cámara gracias a uno de los orificios y a continuación que sale de la misma por otro orificio. Esto crea además, un efecto de convección que permite acelerar más el enfriamiento del objeto. Los orificios están dispuestos, por ejemplo, en la misma pared del molde, ! el molde comprende un distribuidor de doble entrada en el exterior del molde, en comunicación de fluido con un orificio del molde de manera que el fluido (tal como el aire) , que entra en la cámara de moldeo por este orificio puede proceder de dos fuentes. Se pueden prever unos medios de alimentación de fluido a presión, tal como aire comprimido, de la cámara de moldeo, especialmente mediante una entrada del distribuidor, para poder controlar la retirada de la pieza en el molde. En efecto, se puede evitar esta retirada adhiriendo, gracias al aire a presión, el material contra la pared del molde. La pieza se conforma de este modo en el molde. En efecto, actualmente, al concluir el moldeo, las piezas se sacan del molde y se vuelven a colocar en una plantilla para conformarlas en su forma final, lo que podría evitarse gracias al molde según la invención. Los medios de alimentación pueden disponerse en el molde o insertarse en el mismo en fase de enfriamiento, ! un obturador de apertura regulable se coloca en el exterior del molde, estando el obturador dispuesto de manera que el fluido que se escapa del molde por uno al menos de los orificios circule por el obturador. De este modo, durante... [Seguir leyendo]
Reivindicaciones:
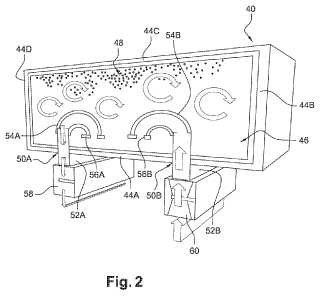
1. Molde (10, 40) para el rotomoldeo de una pieza de material plástico, que comprende una pluralidad de paredes (14A-14D.
44. 44D) que delimitan una cámara de moldeo, conteniendo al menos una pared (14A-44A) del molde un orificio (48; 50A, 50B) apto para evacuar hacia el exterior un fluido situado en la cámara de moldeo, caracterizado porque el molde contiene asimismo un conducto flexible (26; 54A, 54B) situado al menos parcialmente en la cámara de moldeo, en comunicación de fluido con el orificio, comprendiendo el conducto un extremo unido a la pared del molde y un extremo libre.
2. Molde según la reivindicación anterior, en el que un conducto rígido (24; 52A, 52B) está dispuesto en el molde, para estar en comunicación de fluido con el orificio y solidario a la pared del molde, estando el conducto flexible conectado al conducto rígido.
3. Molde según una cualquiera de las reivindicaciones anteriores, que comprende al menos dos orificios (50A, 50B) , un conducto flexible (54A, 54B) y eventualmente un conducto rígido (52A, 52B) , que está en comunicación de fluido con cada uno de los orificios.
4. Molde según una de las reivindicaciones anteriores que comprende un distribuidor (60) de doble entrada en el
exterior del molde, en comunicación de fluido con un orificio (50B) del molde de manera que el fluido que entra en la cámara de moldeo por este orificio puede proceder de dos fuentes.
5. Molde según una de las reivindicaciones 3 y 4, que comprende medios de alimentación de fluido a presión desde la cámara de moldeo a través de un orificio.
6. Molde según una de las reivindicaciones anteriores en combinación con la reivindicación 4, en el que los medios 20 de alimentación están conectados a una entrada del distribuidor.
7. Molde según una de las reivindicaciones anteriores, en el que un obturador (58) de apertura regulable se coloca en el exterior del molde, estando el obturador dispuesto de manera que el fluido que se escapa del molde por el o uno al menos de los orificios (50A) circule por el obturador.
8. Molde según una de las reivindicaciones anteriores, en el que el conducto flexible se realiza a base de un 25 material elastomérico tal como caucho, elastómero de silicona o poliuretano.
9. Molde según una de las reivindicaciones anteriores que comprende una masa (30; 56A, 56B) dispuesta en el conducto flexible, cerca de su extremo libre.
10. Molde según la reivindicación anterior, en el que la masa es un anillo (30; 56A; 56B) colocado alrededor del conducto flexible, cerca de su extremo libre.
Patentes similares o relacionadas:
Fabricación de artículos a base de polilactida por rotomoldeo, del 8 de Julio de 2020, de FUTERRO S.A: Procedimiento de fabricación de un artículo a base de polilactida por rotomoldeo que comprende las etapas siguientes: a) colocar, en un molde, […]
MÁQUINA DE MOLDEO POR ROTACIÓN, del 9 de Abril de 2020, de ARCINIEGA VÁZQUEZ, Eduardo: Máquina de moldeo por rotación formada por un cilindro que es hueco en su interior. El cilindro posee al menos dos orificios equidistantes dispuestos en su circunferencia […]
Composición reticulable que comprende polietileno y su uso para el moldeo rotacional, del 18 de Diciembre de 2019, de versalis S.p.A: Composición reticulable que comprende: (a) de 80% en peso a 98% en peso, preferiblemente de 85% en peso a 95% 5 en peso, de al menos un polietileno de […]
PROCESO DE FABRICACIÓN DE TANQUES HERMÉTICOS PLÁSTICOS SUSPENDIDOS, del 24 de Octubre de 2019, de ACTIVE FINANCIAL, S.A. DE C.V: Esta invención se refiere a un proceso industrial de moldeado de polímeros por medio del cual se obtienen depósitos plásticos suspendidos, es decir, depósitos con […]
Producto plástico conductor, del 2 de Octubre de 2019, de NV BEKAERT SA: Producto plástico que conduce la electricidad, hecho vía moldeo rotacional, que comprende - una matriz plástica; y - una red de fibras conductoras […]
Artículos moldeados por moldeo rotacional, y método de fabricación de los mismos, del 25 de Septiembre de 2019, de Dow Global Technologies LLC: Un artículo obtenido mediante moldeo rotacional que comprende: una composición de polietileno que comprende; al menos 85 por ciento en peso de las unidades […]
Resina de rotomoldeo bimodal con ESCR mejorada, del 14 de Agosto de 2019, de NOVA CHEMICALS (INTERNATIONAL) S.A.: Una composición de polietileno bimodal que tiene una densidad de 0,935 a 0,942 g/cm3, un índice de fusión I2 determinado de acuerdo con ASTM D 1238 […]
Mezclas de poliolefinas compatibilizadas, del 14 de Agosto de 2019, de Dow Global Technologies LLC: Una composición que comprende: a) uno o más poli(etileno)s; b) uno o más poli(propileno)s; c) uno o más elastómeros poliolefínicos; y d) un […]