Método y sistema para generar información de rastreo para cilindros de gas.
Método para generar información de rastreo para cilindros de gas (1),
que comprenden un cuerpo de cilindrometálico (2), fabricados mediante las etapas de:
- proporcionar una pieza metálica no refinada (3),
- someter la pieza metálica no refinada (3) a una pluralidad de etapas de transformación (5, 6, 7, 8, 9, 11, 14, 17, 18,22) para obtener el cuerpo de cilindro metálico (2) con la forma y características de material deseadas, en el quedichas etapas de transformación (5, 6, 7, 8, 9, 11, 14, 17, 18, 22) comprenden:
A) una o más etapas de tratamiento térmico (5, 6) para modificar las características mecánicas de la pieza (3) yB) una o más etapas de deformación (7, 8, 9, 11, 14, 17, 22) que modifiquen la forma de la pieza (3),
- someter la pieza no refinada (3), o el cuerpo del cilindro (2) obtenido a partir de la misma, a al menos una etapa decontrol;
caracterizado porque dicho método comprende las etapas de:
- equipar la pieza metálica no refinada (3), antes de las etapas de transformación, con una marca individualpermanente (19) que tiene un campo de codificación (39), con unas áreas en bajorrelieve en dicha pieza metálica norefinada (3), que comprende un código de identificación (20) de la pieza individual (3) y que identificapermanentemente la pieza metálica no refinada (3) y el cuerpo del cilindro (2) obtenido a partir de la misma durantela fabricación del cilindro de gas (1),
- leer la marca individual (19) aplicada sobre la pieza no refinada (3) y almacenar en una base de datos (21) elcódigo de identificación (20) leído,
- identificar, durante al menos una de las etapas de transformación (5, 6, 7, 8, 9, 11, 14, 17, 18, 22), el código deidentificación (20) de la pieza (3), o del cuerpo del cilindro (2) obtenido a partir de la misma, mediante la lectura de lamarca individual (19) y la asociación de uno o más parámetros de proceso de dicha etapa de transformación (5, 6, 7,8, 9, 11, 14, 17, 18, 22) con dicho código de identificación (20),
- almacenar en la base de datos (21) dichos parámetros de proceso de dicha etapa de transformación (5, 6, 7, 8, 9,11, 14, 17, 18, 22) y la asociación con dicho código de identificación (20),
- identificar, durante dicha etapa de control, el código de identificación (20) de la pieza (3), o del cuerpo del cilindro(2) obtenido a partir de la misma, mediante la lectura de la marca individual (19) y la asociación de un resultado dedicha etapa de control con dicho código de identificación (20),
- almacenar en la base de datos (21) dicho resultado de dicha etapa de control y la asociación con dicho código deidentificación (20).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IT2010/000083.
Solicitante: Faber Industrie S.p.A.
Nacionalidad solicitante: Italia.
Dirección: Via dell'lndustria 23 33043 Cividale del Friuli Udine ITALIA.
Inventor/es: COLA,GIAN LUIGI.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- F17C1/06 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F17 ALMACENAMIENTO O DISTRIBUCION DE GASES O LIQUIDOS. › F17C RECIPIENTES PARA CONTENER O ALMACENAR GASES COMPRIMIDOS, LICUADOS O SOLIDIFICADOS; GASOMETROS DE CAPACIDAD FIJA; LLENADO O DESCARGA DE RECIPIENTES CON GASES COMPRIMIDOS, LICUADOS O SOLIDIFICADOS (utilización de cámaras o cavidades naturales o artificiales para el almacenamiento de fluidos B65G 5/00; construcción o ensamblaje de depósitos almacenadores empleando las técnicas de la ingeniería civil E04H 7/00; gasómetros de capacidad variable F17B; máquinas, instalaciones o sistemas de refrigeración o licuefacción F25). › F17C 1/00 Recipientes a presión, p. ej. cilindros de gas, tanques de gas, cartuchos reemplazables (aparatos presurizados con fines diferentes de los de almacenamiento, véanse las subclases apropiadas tales como la A62C, B05B; combinados con vehículos, véanse las subclases apropiadas de las clases B60 - B64; recipientes a presión en general F16J 12/00). › constituidas por bandas o materiales filiformes enrollados, p. ej. hilos metálicos.
- F17C1/14 F17C 1/00 […] › construido de aluminio; de acero no magnético.
- F17C13/00 F17C […] › Detalles de los recipientes, o de su llenado o vaciado.
- F17C13/02 F17C […] › F17C 13/00 Detalles de los recipientes, o de su llenado o vaciado. › Adaptaciones especiales de los dispositivos indicadores de medida o de control (medida en general G01).
- G06Q10/00 FISICA. › G06 CALCULO; CONTEO. › G06Q METODOS O SISTEMAS DE PROCESAMIENTO DE DATOS ESPECIALMENTE ADAPTADOS PARA FINES ADMINISTRATIVOS, COMERCIALES, FINANCIEROS, DE GESTION, DE SUPERVISION O DE PRONOSTICO; METODOS O SISTEMAS ESPECIALMENTE ADAPTADOS PARA FINES ADMINISTRATIVOS, COMERCIALES, FINANCIEROS, DE GESTION, DE SUPERVISION O DE PRONOSTICO, NO PREVISTOS EN OTRO LUGAR. › Administración; Gestión.
PDF original: ES-2436069_T3.pdf
Fragmento de la descripción:
Método y sistema para generar información de rastreo para cilindros de gas El objeto de la presente invención es un método y un sistema para generar información de rastreo para cilindros de gas, por los que se entiende recipientes transportables que puedan utilizarse para almacenar gas a presión.
Los cilindros de gas en cuestión se fabrican con un metal, por ejemplo acero, partiendo de una pieza sin refinar cortada a partir de una bobina de metal laminado, a partir de un tubo o de un tocho y que se somete:
- a una pluralidad de etapas de transformación, que modifican tanto la forma como las características mecánicas de la pieza, para obtener el cilindro de gas con la forma y las características de material deseadas y
- a una pluralidad de etapas de comprobación y de selección para identificar y/o descartar las piezas cuyas 15 características comprobadas no correspondan con unas características objetivo predeterminadas y
- opcionalmente, a etapas de montaje para completar el cilindro de gas, por ejemplo la aplicación de accesorios o el devanado y curado de filamentos en el caso de un cilindro de gas compuesto y
- opcionalmente, a etapas de acabado, por ejemplo el pintado del cilindro de gas acabado.
Para poder localizar el lote de producción del material sin refinar (bobina de metal laminado, tubos o tochos normalmente suministrados por un distribuidor externo a las instalaciones de fabricación de los cilindros de gas) , es habitual equipar todas las piezas sin refinar de un lote de producción, antes de las etapas de transformación, con una marca inicial que comprenda un código de lote alfanumérico, estampado, que identifique dicho lote de producción.
También es habitual equipar cada cilindro de gas fabricado individual, tras las etapas de transformación, con una marca individual final que comprenda un código alfanumérico de identificación que identifique el cilindro de gas individual.
De este modo, durante una etapa de comprobación y selección, por ejemplo durante una prueba de expansión hidráulica o volumétrica de un cilindro de gas, es posible almacenar el código de identificación del cilindro en una base de datos y asociar el resultado de la prueba con dicho código de identificación.
El método y sistema conocidos permiten así rastrear tanto el lote de producción del material sin refinar como los resultados de la prueba hidráulica y asociarlos con cada cilindro de gas individual.
De hecho, en el campo técnico de los cilindros de gas se cree que las características técnicas del cilindro de gas individual dependen principalmente de las características del material sin refinar, mientras que la influencia de las etapas individuales de transformación metalúrgica (tratamientos térmicos y deformaciones) puede ser considerada en conjunto por el resultado de las pruebas de conformidad, por ejemplo la prueba de expansión volumétrica, llevada a cabo en el cilindro de gas finalizado.
Adicionalmente, en el estado de la técnica, no se considera necesario identificar durante las etapas de transformación metalúrgica la pieza sin refinar individual o el cilindro individual semitrabajado, dado que todas las piezas del mismo lote de producción se consideran iguales y están sometidas al mismo proceso.
Aunque los autores reconocen esta opinión habitual, de acuerdo con la que puede considerarse en conjunto la influencia de las etapas de transformación metalúrgica individuales, es decir los tratamientos térmicos y las deformaciones, por el resultado positivo o negativo de las pruebas de conformidad de los cilindros de gas, el autor de la presente invención tiene la creencia de que esto es un prejuicio técnico que, como consecuencia, evita identificar o agrupar los cilindros de gas ya en uso de acuerdo con unos criterios más específicos y enfocados más allá del lote de producción de material sin refinar.
De hecho, en el caso hipotético de retirar de servicio los cilindros de gas montados por ejemplo en vehículos propulsados por gas, o en otros usos, en la actualidad sería necesario retirar por extensión todos los cilindros de un lote de producción completo del material sin refinar, mientras que resultaría útil poder limitar el número total de cilindros implicados, en base a un “historial de fabricación” más detallado de cada cilindro de gas individual. El documento WO 2003/058532 A describe un sistema PIPE (información de procesos por evento) en el que se detectan y memorizan eventos relacionados con la fabricación, estando definidos dichos eventos como cualquier incidente que pueda afectar a la productividad de un proceso o máquina en uso para producir un producto, o que pueda afectar adversamente a la calidad del producto que se está produciendo. Luego se utilizan los datos memorizados para ajustar los subsiguientes procesos de fabricación, para compensar posiblemente los efectos de 65 los eventos adversos registrados. El documento WO 2003/058532 proporciona diferentes códigos de identificación al material en bruto o material semiacabado a la salida de diferentes etapas del proceso de fabricación, es decir un código 60A de identificación de material en bruto, un código 60B de identificación de material intermedio y un código de identificación de producto acabado sin identificación específica. El documento EP 1333223 A1 da a conocer una vasija a presión de aluminio sin marcas individuales.
Por lo tanto, el propósito de la presente invención es idear un método y un sistema para generar información de rastreo para cilindros de gas, que tenga características tales como la reconstrucción de un historial de fabricación más detallado para cada cilindro de gas individual fabricado, tal como para poder identificar o agrupar entre sí cilindros de gas, mediante la intervención de hecho en el cilindro individual, en base a una o más condiciones de fabricación, tal como el parámetro de selección.
Este y otros propósitos se llevan a cabo a través de un método de acuerdo con la reivindicación 1.
Gracias al marcaje a través de un código de identificación de la pieza individual y a la asociación de parámetros de proceso de tratamientos térmicos y/o deformaciones, o de resultados de pruebas con el código de identificación de la pieza individual, es posible reconstruir en mayor detalle el historial de fabricación de cada cilindro de gas individual y por lo tanto, identificar cilindros de gas individuales de forma focalizada en base a los parámetros específicos de selección.
Para comprender mejor la presente invención y apreciar sus ventajas, se describirán a continuación algunas realizaciones ejemplares no limitantes con referencia a las figuras, en las que:
- la figura 1 es una representación esquemática de un proceso para fabricar cilindros de gas con un cuerpo de cilindro metálico procedente de una pieza no refinada cortada a partir de una bobina de metal laminado,
- la figura 2 es una representación esquemática de un proceso para fabricar cilindros de gas con un cuerpo de cilindro metálico procedente de una pieza no refinada cortada a partir de un tubo,
- la figura 3 es una representación esquemática de un proceso para fabricar cilindros de gas con un cuerpo de cilindro metálico procedente de una pieza no refinada cortada a partir de un tocho,
- la figura 4 es una representación esquemática de una etapa adicional de devanado y curado de filamentos en uno de los procesos de la figura 1, 2 o 3,
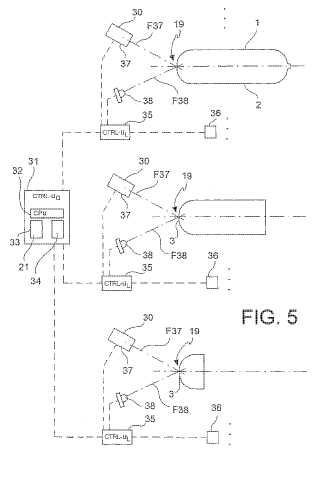
- la figura 5 es una representación esquemática de un sistema para generar información de rastreo para cilindros de 35 gas en uno de los procesos de las figuras 1 a 4, de acuerdo con una realización de la invención,
- la figura 6 es una representación esquemática de una marca individual para un método para generar información de rastreo para cilindros de gas, de acuerdo con una realización de la invención,
- la figura 7 es una vista en sección transversal de un detalle de la marca individual de la figura 6.
Con referencia a las figuras, unos cilindros de gas 1 que comprenden un cuerpo de cilindro metálico 2, por ejemplo fabricado con acero, pueden fabricarse mediante las etapas de proporcionar una pieza metálica no refinada 3 y someter la pieza metálica no refinada 3 a una pluralidad de etapas de transformación para obtener el cuerpo de 45 cilindro 2 con la forma y características de material deseadas.
Las etapas de transformación comprenden una o más etapas de tratamiento, tales como modificar las características mecánicas de la pieza 3 y una o más etapas de deformación que modifiquen la forma de la pieza 3.
Con referencia al ejemplo de la figura 1 que representa... [Seguir leyendo]
Reivindicaciones:
1. Método para generar información de rastreo para cilindros de gas (1) , que comprenden un cuerpo de cilindro metálico (2) , fabricados mediante las etapas de: 5
-proporcionar una pieza metálica no refinada (3) ,
- someter la pieza metálica no refinada (3) a una pluralidad de etapas de transformación (5, 6, 7, 8, 9, 11, 14, 17, 18, 22) para obtener el cuerpo de cilindro metálico (2) con la forma y características de material deseadas, en el que dichas etapas de transformación (5, 6, 7, 8, 9, 11, 14, 17, 18, 22) comprenden:
A) una o más etapas de tratamiento térmico (5, 6) para modificar las características mecánicas de la pieza (3) y
B) una o más etapas de deformación (7, 8, 9, 11, 14, 17, 22) que modifiquen la forma de la pieza (3) , 15
- someter la pieza no refinada (3) , o el cuerpo del cilindro (2) obtenido a partir de la misma, a al menos una etapa de control;
caracterizado porque dicho método comprende las etapas de:
- equipar la pieza metálica no refinada (3) , antes de las etapas de transformación, con una marca individual permanente (19) que tiene un campo de codificación (39) , con unas áreas en bajorrelieve en dicha pieza metálica no refinada (3) , que comprende un código de identificación (20) de la pieza individual (3) y que identifica permanentemente la pieza metálica no refinada (3) y el cuerpo del cilindro (2) obtenido a partir de la misma durante
la fabricación del cilindro de gas (1) ,
- leer la marca individual (19) aplicada sobre la pieza no refinada (3) y almacenar en una base de datos (21) el código de identificación (20) leído,
- identificar, durante al menos una de las etapas de transformación (5, 6, 7, 8, 9, 11, 14, 17, 18, 22) , el código de identificación (20) de la pieza (3) , o del cuerpo del cilindro (2) obtenido a partir de la misma, mediante la lectura de la marca individual (19) y la asociación de uno o más parámetros de proceso de dicha etapa de transformación (5, 6, 7, 8, 9, 11, 14, 17, 18, 22) con dicho código de identificación (20) ,
- almacenar en la base de datos (21) dichos parámetros de proceso de dicha etapa de transformación (5, 6, 7, 8, 9, 11, 14, 17, 18, 22) y la asociación con dicho código de identificación (20) ,
- identificar, durante dicha etapa de control, el código de identificación (20) de la pieza (3) , o del cuerpo del cilindro
(2) obtenido a partir de la misma, mediante la lectura de la marca individual (19) y la asociación de un resultado de dicha etapa de control con dicho código de identificación (20) ,
- almacenar en la base de datos (21) dicho resultado de dicha etapa de control y la asociación con dicho código de identificación (20) .
2. Método de acuerdo con la reivindicación 1, que comprende las etapas de:
- identificar, durante al menos una de las etapas de deformación (7, 8, 9, 11, 14, 17, 22) de la pieza (3) , el código de identificación (20) de la pieza (3) mediante la lectura de la marca individual (19) de la pieza (3) y la asociación de uno o más parámetros de proceso de la etapa de deformación (7, 8, 9, 11, 14, 17, 22) con el código de identificación
(20) leído,
- almacenar en la base de datos (21) los parámetros de proceso de dicha etapa de deformación (7, 8, 9, 11, 14, 17, 22) y la asociación con el código de identificación (20) leído, y
- durante al menos una de las etapas de tratamiento térmico (5, 6) , identificar el código de identificación (20) de la pieza (3) mediante la lectura de la marca individual (19) de la pieza (3) y la asociación de uno o más parámetros de proceso de la etapa de tratamiento térmico (5, 6) con el código de identificación (20) leído,
- almacenar en la base de datos (21) los parámetros de proceso de la etapa de tratamiento térmico (5, 6) y la asociación con el código de identificación (20) leído.
3. Método de acuerdo con la reivindicación 1 o 2, en el que dichas etapas de tratamiento térmico (5, 6) comprenden al menos una etapa de recocido (5) y al menos una etapa de templado y revenido (6) y en el que dichas etapas de deformación (7, 8, 9, 11, 14, 17, 22) comprenden al menos una de las siguientes etapas:
- embutición profunda en frío (7) ,
- conformación por estirado (8) ,
- torneado de cuello (9) de una boquilla (10) del cuerpo de cilindro (2) , 5
- limpieza por chorro de arena (22) del cuerpo de cilindro (2) ,
- roscado de cuello (11) de la boquilla (10) ,
- torneado de base (13) a través de conformación por estirado,
- conformado de base y terminación interna (14) para formar la base del cuerpo de cilindro (2) ,
- embutición y perforación en caliente (16) , 15
- reducción del grosor de pared (17) .
4. Método de acuerdo con una cualquiera de las reivindicaciones precedentes, en el que el cuerpo de cilindro metálico (2) obtenido a partir de la pieza no refinada (3) se somete a una prueba de dureza (23) y el método comprende las etapas de:
- identificar, durante la etapa de prueba de dureza (23) , el código de identificación (20) del cuerpo de cilindro (2) mediante la lectura de la marca individual (19) del cuerpo de cilindro (2) y la asociación de un resultado de la prueba de dureza (23) con el código de identificación (20) leído,
- almacenar en la base de datos (21) el resultado de la prueba de dureza (23) y la asociación con el código de identificación (20) leído.
5. Método de acuerdo con una cualquiera de las reivindicaciones precedentes, en el que el cuerpo de cilindro metálico (2) obtenido a partir de la pieza no refinada (3) se somete a una o más etapas de prueba no destructiva de sus características y el método comprende las etapas de:
- identificar, durante la etapa de prueba no destructiva, el código de identificación (20) del cuerpo de cilindro (2)
mediante la lectura de la marca individual (19) del cuerpo de cilindro (2) y la asociación de un resultado de la prueba 35 no destructiva con el código de identificación (20) leído,
- almacenar en la base de datos (21) el resultado de la prueba no destructiva y la asociación con el código de identificación (20) leído.
6. Método de acuerdo con la reivindicación 5, en el que dichas etapas de prueba no destructiva comprenden al menos una etapa de inspección visual (24) del cuerpo de cilindro (2) y al menos una etapa de inspección ultrasónica (25) del cuerpo de cilindro (2) .
7. Método de acuerdo con una cualquiera de las reivindicaciones precedentes, en el que el cuerpo de cilindro 45 metálico (2) obtenido a partir de la pieza no refinada (3) se somete a una prueba hidráulica (26) y el método comprende las etapas de:
- identificar, durante la etapa de prueba hidráulica (26) , el código de identificación (20) del cuerpo de cilindro (2) mediante la lectura de la marca individual (19) del cuerpo de cilindro (2) y la asociación de un resultado de la prueba hidráulica con el código de identificación (20) leído,
- almacenar en la base de datos (21) el resultado de la prueba hidráulica (26) y la asociación con el código de identificación (20) leído.
8. Método de acuerdo con una cualquiera de las reivindicaciones precedentes, en el que el cuerpo de cilindro metálico (2) obtenido a partir de la pieza no refinada (3) se somete a al menos una etapa de montaje para completar el cilindro de gas (1) y el método comprende las etapas de:
- identificar, durante la etapa de montaje, el código de identificación (20) del cuerpo de cilindro (2) mediante la lectura de la marca individual (19) del cuerpo de cilindro (2) y la asociación de un parámetro de montaje con el código de identificación (20) leído,
- almacenar en la base de datos (21) el parámetro de montaje y la asociación con el código de identificación (20) leído.
6.
9. Método de acuerdo con la reivindicación 8, en el que dichas etapas de montaje comprenden al menos una de las etapas de:
- aplicación de una válvula (27) u otros accesorios,
- devanado y curado de filamentos (28) en el caso de un cilindro de gas compuesto.
10. Método de acuerdo con una cualquiera de las reivindicaciones precedentes, en el que los parámetros de proceso asociados con el código de identificación (20) también comprenden una indicación de la secuencia de las piezas (3) trabajadas en la misma estación de trabajo.
11. Método de acuerdo con una cualquiera de las reivindicaciones precedentes, en el que dichas áreas en bajorrelieve (42) tienen forma puntiaguda, con una forma hemisférica o troncocónica con vértice redondeado y una profundidad inicial de entre 0, 1 mm y 0, 6 mm, preferiblemente entre 0, 2 mm y 0, 4 mm, incluso más preferiblemente 0, 3 mm aproximadamente.
1.
12. Método de acuerdo con una cualquiera de las reivindicaciones precedentes, en el que dicho campo de codificación (39) con áreas en bajorrelieve (42) codifica el código de identificación (20) del cuerpo de cilindro (2) y un código de material que identifica el lote de producción del material no refinado y dicha marca individual (19) comprende adicionalmente:
- un campo de identificación (40) que comprende una indicación alfanumérica del código de identificación (20) ,
- un campo de material (41) que comprende una indicación alfanumérica del lote de producción del material no refinado.
2.
13. Método de acuerdo con una cualquiera de las reivindicaciones precedentes, en el que dicha información de rastreo para cilindros de gas (1) se genera mediante un sistema que comprende:
- una unidad de control (31) que comprende un procesador (32) , una memoria (33) y una interfaz de usuario (34) y que está conectada mediante datos con una pluralidad de controladores de proceso locales (35) que controlan las etapas de procesamiento de la pieza no refinada (3) ,
- una pluralidad de detectores ópticos (30) en conexión de señal con la unidad de control (31) y dispuestos en unas
respectivas estaciones de trabajo, que llevan a cabo las etapas de transformación de la pieza no refinada (3) , 35 estando configurados dichos detectores ópticos para detectar la marca individual (19) de la pieza (3) ,
en el que la unidad de control (31) está configurada para:
- recibir de los detectores ópticos (30) datos que representen la marca individual (19) detectada,
- decodificar la marca individual (19) para obtener el código de identificación (20) en forma digital,
- recibir datos que contienen los parámetros de proceso desde los controladores de proceso locales (35) ,
- asociar los parámetros del proceso de transformación con el correspondiente código de identificación digital (20) y
- almacenar los códigos de identificación digital (20) , los parámetros de proceso y las asociaciones de los parámetros de proceso con los códigos de identificación digital (20) en la base de datos (21) generada en la memoria (33) .
14. Método de acuerdo con la reivindicación 13, en el que dicho detector óptico (30) comprende una telecámara (37) con un medio de iluminación (38) , en el que el eje de enfoque (F37) de la telecámara (37) y el eje de enfoque (F38) del medio de iluminación (38) están orientados en la dirección de la marca individual (19) y están inclinados el uno con respecto al otro y con respecto a un plano medio de la marca individual (19) , tal como para generar
conjuntamente con la marca individual (19) y capturar una imagen con áreas iluminadas y áreas oscuras que sean distinguibles entre sí; en el que el detector óptico (30) está configurado para captar dos imágenes de la marca individual (19) con orientación de luz diferente.
15. Método de acuerdo con una de las reivindicaciones 13 y 14, en el que la unidad de control está configurada para:
- utilizar una pluralidad de grupos de parámetros de decodificación para decodificar el código de identificación (20) ,
- comparar los códigos de identificación (20) decodificados a través de un primer grupo de parámetros de
decodificación con los códigos de identificación (20) almacenados en la base de datos (21) y en caso de que un código de identificación (20) decodificado no esté presente en la base de datos (21) , descartarlo y moverlo a un segundo grupo de parámetros de decodificación y así sucesivamente,
- sopesar, o en otras palabras clasificar como primero, segundo, tercero, etc., los grupos de parámetros de decodificación de acuerdo con el éxito de la decodificación, por separado para cada estación de trabajo de las piezas (3) .
Patentes similares o relacionadas:
Reinicio controlado del servicio eléctrico dentro de un área de servicio público, del 29 de Julio de 2020, de Landis+Gyr Innovations Inc: Un controlador central para uso en un sistema de gestión de carga activa que incluye una pluralidad de dispositivos de cliente […]
Método y sistema para controlar y comunicar la velocidad de llenado de un contenedor, del 10 de Junio de 2020, de Enevo Oy: Un método para controlar la velocidad de llenado de un contenedor y comunicar la velocidad de llenado controlada a un servidor , el contenedor comprende […]
Sistema y método para sincronizar información de configuración de medicación entre sistemas que contienen información de configuración de medicación, del 27 de Mayo de 2020, de ICU MEDICAL, INC.: Un método para sincronizar información maestra de configuración de medicación dentro de un sistema de información de farmacia que comprende un ordenador […]
SISTEMA Y MÉTODO DE COMPROBACIÓN Y MONITORIZACIÓN DEL RETIMBRADO DE DISPOSITIVOS CONTRA INCENDIOS, del 14 de Mayo de 2020, de EXWIFIRE TECHNOLOGIES, S.L: Sistema de comprobación y monitorización del retimbrado de dispositivos contra incendios, con el que se certifica la prueba hidrostática en […]
Detector para su disposición en el cuerpo de monitorización continua de glucosa que tiene una pantalla visual, del 13 de Mayo de 2020, de BECTON, DICKINSON AND COMPANY: Dispositivo para su disposición en el cuerpo para detectar un analito en un cuerpo vivo, que comprende: una cubierta que contiene […]
Seguimiento de contenedores, del 26 de Febrero de 2020, de INMARSAT GLOBAL LIMITED: Un sistema de seguimiento de contenedores que comprende una pluralidad de contenedores con paredes metálicas , al menos uno de los contenedores […]
Mejoras en sistema electrónico antirrobo para el control, identificación y detección del fruto del olivar, del 20 de Enero de 2020, de OLIDETEC TECHNOLOGY, S.L: Mejoras en sistema electrónico antirrobo para el control, identificación y detección del fruto del olivar. Constituida a partir de un sistema electrónico encapsulado […]
Sistema para proporcionar información del cuerpo de un caballo, método de extracción de datos de imágenes fijas del cuerpo del caballo, programa de extracción de datos de imágenes fijas del cuerpo del caballo, y soporte de grabación legible por ordenador, del 8 de Enero de 2020, de RAKUTEN, INC: Un sistema proveedor de información sobre cuerpos de caballos que comprende: un dispositivo de almacenamiento de datos de imágenes en movimiento […]