Método y dispositivo para determinar el agujero central de un cigüeñal.
Un método para determinar un agujero central de un cigüeñal material (1) que se obtiene mediante moldeo conun primer molde (2) y un segundo molde (3),
el método comprende:
una primera etapa para obtener datos de forma relativos a una parte moldeada por el primer molde (2) y datos deforma para una parte moldeada por el segundo molde (3);
una segunda etapa para comparar los datos de forma obtenidos de cada una de las partes y los datos diseñadoscorrespondientes a los mismos para el cómputo de una cantidad de desalineación de cada una de las partes debidoa la desalineación entre el primer molde (2) y el segundo molde (3);
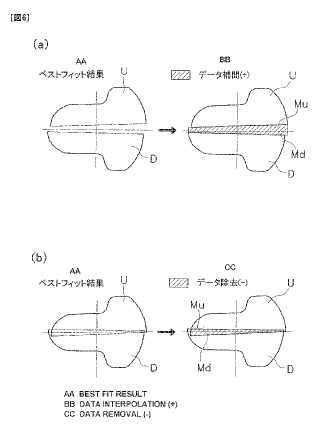
una tercera etapa para interpolar, sobre la base de la cantidad de desalineación, los datos correspondientes a lacantidad de desalineación para reproducir datos reales de forma; y
una cuarta etapa para determinar, sobre la base de los datos reales de forma, el agujero central de tal manera queun equilibrio de rotación del cigüeñal material está dentro de un intervalo predeterminado.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/JP2009/061581.
Solicitante: Komatsu NTC Ltd.
Nacionalidad solicitante: Japón.
Dirección: 100 Fukuno Nanto-City Toyama 959-1595 JAPON.
Inventor/es: YOSHIMOTO, AKIHIRO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23Q17/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23Q PARTES CONSTITUTIVAS, DISPOSITIVOS O ACCESORIOS DE MAQUINAS HERRAMIENTAS, p. ej. DISPOSITIVOS PARA COPIAR O CONTROLAR (herramientas del tipo utilizado en tornos o máquinas de agujerear B23B 27/00 ); MAQUINAS HERRAMIENTAS DE UTILIZACION GENERAL, CARACTERIZADAS POR LA ESTRUCTURA DE CIERTAS PARTES CONSTITUTIVAS O DISPOSITIVOS; COMBINACIONES O ASOCIACIONES DE MAQUINAS PARA TRABAJAR EL METAL NO DESTINADAS A UN TRABAJO EN PARTICULAR. › Dispositivos para indicar o medir sobre las máquinas herramientas (para el control automático o la regulación del movimiento de avance, de la velocidad de corte o de la posición de la herramienta o de la pieza B23Q 15/00).
- F16C3/08 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16C ARBOLES; ARBOLES FLEXIBLES; MEDIOS MECANICOS PARA TRANSMITIR MOVIMIENTO EN UNA FUNDA FLEXIBLE; ELEMENTOS DE LOS MECANISMOS DEL CIGÜEÑAL; PIVOTES; UNIONES PIVOTANTES; PIEZAS ROTATIVAS DE INGENIERIA DISTINTAS A LAS PIEZAS DE TRANSMISION MECANICA, ACOPLAMIENTOS, EMBRAGUES O FRENOS; COJINETES. › F16C 3/00 Arboles (árboles flexibles F16C 1/00; ejes portahélices para propulsión o gobierno marino B63H 23/34 ); Ejes; Manivelas; Excéntricas. › de una sola pieza (peculiaridades relativas al engrase F16C 3/14, a la refrigeración F16C 3/16).
- G05B19/4097 FISICA. › G05 CONTROL; REGULACION. › G05B SISTEMAS DE CONTROL O DE REGULACION EN GENERAL; ELEMENTOS FUNCIONALES DE TALES SISTEMAS; DISPOSITIVOS DE MONITORIZACION O ENSAYOS DE TALES SISTEMAS O ELEMENTOS (dispositivos de maniobra por presión de fluido o sistemas que funcionan por medio de fluidos en general F15B; dispositivos obturadores en sí F16K; caracterizados por particularidades mecánicas solamente G05G; elementos sensibles, ver las subclases apropiadas, p. ej. G12B, las subclases de G01, H01; elementos de corrección, ver las subclases apropiadas, p. ej. H02K). › G05B 19/00 Sistemas de control por programa (aplicaciones específicas, ver los lugares apropiados, p. ej. A47L 15/46; relojes que implican medios anejos o incorporados que permiten hacer funcionar un dispositivo cualquiera en un momento elegido de antemano o después de un intervalo de tiempo predeterminado G04C 23/00; marcado o lectura de soportes de registro con una información digital G06K; registro de información G11; interruptores horarios o de programa horario que se paran automáticamente cuando el programa se ha realizado H01H 43/00). › caracterizado por la utilización de datos de diseño para controlar máquinas de control numérico (NC), p. ej. diseño y fabricación asistidos por computador CAD/CAM (G05B 19/4093 tiene prioridad; diseño asistido por computador CAD, en general G06F 30/00).
PDF original: ES-2415130_T3.pdf
Fragmento de la descripción:
Método y dispositivo para determinar el agujero central de un cigüeñal.
Ámbito técnico La presente invención está relacionada con un método para determinar un agujero central de un cigüeñal, particularmente un método para determinar un agujero central de un cigüeñal moldeado por fundición o forja con unos moldes superior e inferior. La presente invención además está relacionada con un dispositivo para determinar un agujero central de un cigüeñal similar al anterior.
Antecedentes de la técnica El cigüeñal se utiliza normalmente cuando se instala en un motor. Cuando se produce el desequilibrio rotatorio en el cigüeñal, se producen varios problemas (por ejemplo, la generación de vibraciones en el giro del motor) . Por lo tanto, es necesario que la cantidad de desequilibrio rotatorio (en adelante simplemente “un valor de desequilibrio”) de un cigüeñal esté en un determinado intervalo de valores permisibles. La posición de un agujero central, utilizada como referencia para trabajar en el cigüeñal, es importante para hacer que el valor de desequilibrio del cigüeñal esté en el intervalo de valores permitidos.
Por ejemplo, un agujero central se forma de la siguiente manera. En primer lugar, se encuentra un eje central de equilibrio de un cigüeñal de un estado material (es decir, un cigüeñal material) . Específicamente, un medidor de equilibrio mide el equilibrio del material mientras se hace girar realmente el cigüeñal material. A continuación, se perforan unos agujeros centrales en ambas superficies extremas del cigüeñal, en el eje central obtenido. Además, el medidor de equilibrio mide el equilibrio alrededor del eje central en la fase final de trabajo. Cuando se encuentra desequilibrio, se ejecuta el ajuste de equilibrio mediante perforación de un agujero en un contrapeso.
Cuando el cigüeñal en un estado material (es decir, cigüeñal material) se finaliza en una forma ideal, haciendo coincidir los datos de diseño, es posible conseguir fácilmente que el valor de desequilibrio esté en el intervalo de valores permitidos para perforar un agujero central en el centro de un muñón principal. Incluso si se produce la interrupción del equilibrio en las siguientes etapas de trabajo, el ajuste de equilibrio puede ejecutarse fácilmente perforando un agujero en el contrapeso al final.
Sin embargo, el grosor del cigüeñal material podría formarse de forma desigual debido a diversos factores, incluidos por ejemplo, fallo de los moldes de fundición, fallo de los moldes de forja, impacto en el recorte y extracción del molde. La mayoría de las etapas de trabajo del cigüeñal material se ejecutan en esta memoria para una parte cilíndrica de un muñón principal y una parte cilíndrica de un muñón de bulón. Por lo tanto, se resuelve el inconveniente de un grosor desigual para las respectivas partes cilíndricas. Sin embargo, el grosor del contrapeso sigue siendo desigual porque el trabajo difícilmente se ejecuta para el contrapeso. En consecuencia, el desequilibrio permanece en todo el cigüeñal material.
Por consiguiente existe desequilibrio en todo el cigüeñal incluso cuando se perfora un agujero en el contrapeso en el ajuste final de equilibrio. Además, cuando no se puede completar el ajuste de equilibrio dentro de un predeterminado tiempo de ciclo, tal cigüeñal se considera como un producto de calidad inferior. En este caso, existe una limitación en el número de agujeros permitidos a perforar en el ajuste de equilibrio. Por lo tanto, en algunos casos no se puede lograr un valor de desequilibrio dentro del intervalo de valores permisibles.
Además, podría ser necesario eliminar una parte esencial del cigüeñal con el fin de lograr el valor de equilibrio dentro del intervalo de valores permisibles.
Cuando el valor de desequilibrio del cigüeñal no se puede lograr finalmente dentro del intervalo de valores permisibles según lo descrito anteriormente, se necesita una modificación para el tratamiento en el proceso de perforación de agujero central. Específicamente, la cantidad de desalineación de la posición de la posición de perforación del agujero central se computa sobre la base de la medición de equilibrio. La cantidad de desalineación luego se vuelve a introducir en el proceso de perforación de agujero central. El tratamiento en el proceso de perforación de agujero central se modifica sobre la base de la información. Cuando un agujero central se perfora en un cigüeñal material antes de la información de la cantidad de desalineación, el cigüeñal material se considera como un producto de calidad inferior debido a la desalineación del agujero central. Adicionalmente, la información de la cantidad de desalineación se necesita cada vez que se cambia un lote de producto del material. En este caso, existe el inconveniente de que se necesita un gran número de etapas de procesamiento.
Ahora, la bibliografía de patentes 1 (PTL1) describe un método como una técnica para determinar la posición de un agujero central en un cigüeñal. En el método, se realiza un muestreo para una pluralidad de materiales, y se ejecuta el procesamiento estadístico para unos factores (por ejemplo, la diferencia entre un centro axial al trabajar en un agujero central y una posición del agujero central perforado) que afectan a la cantidad de desequilibrio tras la ejecución de un trabajo de acabado. Por consiguiente, se obtiene la cantidad de corrección para determinar la posición de un agujero central.
Además, la bibliografía de patentes 2 (PTL2) describe una técnica para determinar la posición de un agujero central en un cigüeñal. En un método, se obtiene un punto de equilibrio dinámico para las respectivas superficies extremas de un cigüeñal material a través de una prueba de equilibrio dinámico. Posteriormente, se miden las formas de una sección de muñón y similares en el cigüeñal material. Se computa aritméticamente el desequilibrio, que se produce posiblemente después de trabajar, sobre la base del resultado de la medición. Luego se perfora un agujero central en una posición corregida desplazada la cantidad de desequilibrio desde el punto de equilibrio dinámico.
El documento EP 1 870 181 A1 describe un método para determinar un agujero central de un cigüeñal material que se obtiene mediante moldeo, en donde se obtienen datos de forma, luego se interpolan los datos de forma reales y sobre la base de los datos reales de forma se determina el agujero central.
En el documento EP 1 760 443 A2 se describe un método para equilibrar cigüeñales, en donde el diseño de un cigüeñal de referencia se compara con un cigüeñal fabricado.
El documento JP 10 062144 A describe un método para medir la forma de un cigüeñal, en donde la forma del cigüeñal se mide a través de tres o más puntos y luego se superponen en una forma de referencia. Debido a la comparación de la forma medida con la forma de referencia, se pueden identificar los defectos en una forma.
En el documento JP2007264746A se describe otro método de la técnica anterior.
Lista de citas Bibliografía de patentes PTL1: Publicación de solicitud de patente de Japón abierta a la inspección pública nº JP-A-H09-174382
PTL2: Publicación de solicitud de patente de Japón abierta a la inspección pública nº JP-A-S51-076682
Compendio de la invención Problema técnico Según la bibliografía de patentes 1 (PTL1) , es necesario recoger los datos estadísticos a través de la ejecución preliminar de una variedad de procesos, tal como el trabajo de un lote de muestras. El método tiene un inconveniente de que se consume una gran cantidad de esfuerzo, tiempo y costes. Además, el método tiene otro inconveniente ya que la tendencia estadística varía en gran medida dependiendo del lote de fabricación.
Según la bibliografía de patentes 2 (PTL2) , por el contrario, se puede determinar un agujero central sin necesidad de utilizar muestras. Sin embargo, en primer lugar se necesita una prueba de equilibrio dinámico para detectar una posición de referencia para determinar el agujero central. Por lo tanto, el método tiene el inconveniente de que se necesita un medidor de equilibrio muy caro para ejecutar la prueba de equilibrio dinámico.
Un objetivo de la presente invención es proporcionar una técnica para determinar fácil y apropiadamente la posición de un agujero central de un cigüeñal.
Solución al problema Es necesario captar con precisión la forma real de un cigüeñal material con el fin de perforar un agujero central en una posición adecuada en un cigüeñal. Como respuesta, la presente invención está diseñada para computar con precisión un error con respecto a un valor diseñado... [Seguir leyendo]
Reivindicaciones:
1. Un método para determinar un agujero central de un cigüeñal material (1) que se obtiene mediante moldeo con un primer molde (2) y un segundo molde (3) , el método comprende:
una primera etapa para obtener datos de forma relativos a una parte moldeada por el primer molde (2) y datos de forma para una parte moldeada por el segundo molde (3) ;
una segunda etapa para comparar los datos de forma obtenidos de cada una de las partes y los datos diseñados correspondientes a los mismos para el cómputo de una cantidad de desalineación de cada una de las partes debido a la desalineación entre el primer molde (2) y el segundo molde (3) ;
una tercera etapa para interpolar, sobre la base de la cantidad de desalineación, los datos correspondientes a la cantidad de desalineación para reproducir datos reales de forma; y
una cuarta etapa para determinar, sobre la base de los datos reales de forma, el agujero central de tal manera que un equilibrio de rotación del cigüeñal material está dentro de un intervalo predeterminado.
2. Un método para determinar un agujero central del cigüeñal (1) según la reivindicación 1, en donde, en la primera etapa, se obtienen datos de forma de dos dimensiones excluyendo datos de forma axial para la parte moldeada por el primer molde (2) y la parte moldeada por el segundo molde (3) , en cada una de una pluralidad de contrapesos.
3. Un método para determinar un agujero central de un cigüeñal (1) según la reivindicación 1, en donde en la primera etapa, se obtienen los datos de forma para cada una de las partes en por lo menos cuatro posiciones axiales.
4. Un método para determinar un agujero central de un cigüeñal (1) según la reivindicación 1, en donde en la segunda etapa, se computa la cantidad de desalineación sobre la base de una posición que se encuentra, en la que los datos medidos y los datos diseñados son los más aproximados entre sí, utilizando un método de mínimos cuadrados.
5. Un método para determinar un agujero central de un cigüeñal (1) según la reivindicación 1, en donde en la tercera etapa, cuando la parte moldeada por el primer molde (2) y la parte moldeada por el segundo molde (3) se superponen entre sí, se eliminan los datos correspondientes a la sección superpuesta de las partes y cuando las partes se separan entre sí con una separación los datos se interpolan en la separación, para reproducir los datos reales de forma.
6. Un método para determinar un agujero central de un cigüeñal (1) según la reivindicación 1, en donde en la cuarta etapa, se determina el agujero central sobre la base de una línea central de inercia en la que los productos de inercia alrededor de la misma son cero.
7. Un dispositivo para determinar un agujero central de un cigüeñal material (1) que se obtiene mediante moldeo con un primer molde (2) y un segundo molde (3) , el dispositivo comprende:
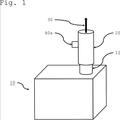
una sección (20a) de obtención de datos de forma configurada para obtener datos de forma para una parte moldeada por el primer molde (2) y datos de forma para una parte moldeada por el segundo molde (3) ;
una sección (20b) de cómputo de cantidad de desalineación configurada para comparar los datos medidos para cada una de las partes con datos diseñados correspondientes a las mismas para el cómputo de una cantidad de desalineación de cada una de las partes debido a la desalineación entre el primer molde (2) y el segundo molde (3) ;
una sección (20c) de reproducción de datos de forma configurada para interpolar, sobre la base de la cantidad de desalineación, los datos correspondientes a la cantidad de desalineación para reproducir datos reales de forma; y
una sección (20d) de determinación de agujero central configurada para determinar, sobre la base de datos reales de forma, el agujero central, de tal manera que un equilibrio de rotación de cigüeñal material (1) esté dentro de un intervalo predeterminado.
Patentes similares o relacionadas:
Unidad de máquina herramienta con control de excentricidad axial y procedimiento de prueba para el estado de sujeción, del 18 de Diciembre de 2019, de Franz Kessler GmbH: Unidad de máquina herramienta motorizada con una unidad de estator y una unidad de rotor giratoria alrededor de un eje de rotación, en donde […]
Procedimiento para monitorizar la concentricidad de una herramienta de una máquina herramienta NC y máquina herramienta NC con control de concentricidad, del 30 de Octubre de 2019, de SCHWABISCHE WERKZEUGMASCHINEN GMBH: Procedimiento para monitorizar la concentricidad de una herramienta de una máquina herramienta NC , que puede rotar alrededor del eje […]
Dispositivo y procedimiento para posicionar un elemento de sujeción, del 23 de Octubre de 2019, de HOMAG GmbH: Dispositivo para posicionar un elemento de sujeción, que está previsto para fijar una pieza de trabajo en una estación de mecanizado, presentando el […]
 Máquina de mecanizado con dispositivo de medición así como procedimiento, del 25 de Septiembre de 2019, de HOMAG GmbH: Máquina de mecanizado para piezas de trabajo preferiblemente en forma de placa, que están compuestas en particular, al menos parcialmente, de madera, materiales […]
Máquina de mecanizado con dispositivo de medición así como procedimiento, del 25 de Septiembre de 2019, de HOMAG GmbH: Máquina de mecanizado para piezas de trabajo preferiblemente en forma de placa, que están compuestas en particular, al menos parcialmente, de madera, materiales […]
Dispositivo y procedimiento para trabajo mecánico, del 17 de Julio de 2019, de BISIACH & CARRU'S.P.A.: Cabezal de trabajo para robots industriales, que comprende: - un husillo que comprende una herramienta , estando conectado dicho husillo a un carro […]
Procedimiento y dispositivo para aplicar un fluido sobre una superficie de un componente, del 3 de Abril de 2019, de Drei Bond GmbH: Procedimiento para aplicar un fluido sobre una superficie de un componente , donde el componente se dispone en una pluralidad de alojamientos del componente […]
Dispositivo para la vigilancia de la posición de una herramienta o de un portaherramientas en un husillo de trabajo, del 13 de Junio de 2018, de OTT-JAKOB SPANNTECHNIK GMBH: Dispositivo para la vigilancia de la posición de una herramienta o de un portaherramientas en un husillo de trabajo , en particular en una máquina de mecanización, […]
Aparato de ajuste de herramienta y medición, del 19 de Julio de 2017, de E. Zoller GmbH & Co. KG Einstell- und Messgeräte: Sistema con un aparato de ajuste de herramienta y medición para medir una unidad de herramienta , con al menos un dispositivo de cámara que […]