Método y aparato para formar una cubierta de lata.
Aparato para formar una cubierta de lata circular en forma de cazoleta (15) a partir de una chapa metálicaplana (170) con herramientas montadas sobre una prensa mecánica,
incluyendo la cubierta un panel central (16)conectado mediante una pared de panel anular (17) a un avellanado anular (19) que tiene una configuración desección transversal generalmente en forma de U y con el avellanado conectado a una parte de pared interna (26) deuna corona anular (28) mediante una pared de mandril anular inclinada (23, 24), comprendiendo dicho aparatoun elemento de retención anular (38) soportado por una zapata de troquel (40) conectada a la prensa,
un pistón central de troquel (60, 62) soportado para movimiento con dicho elemento de retención (38), y que definecon dicho elemento de retención una primera cámara de pistón neumático anular (89),
un troquel de pieza en tosco y de estirado (48) montado sobre dicho elemento de retención (38) y rodeando a dichopistón central de troquel (60) con dicho pistón central de troquel soportando a un punzón central de troquel (65),dicho elemento de retención soportando un manguito de presión externo anular (55) dentro de dicho troquel de piezaen tosco y de estirado (48) con dicho manguito de presión externo teniendo un pistón anular (56) dentro de dichaprimera cámara de pistón neumático (89),
definiendo dicho manguito de presión externo (55) y dicho pistón central de troquel (60) una segunda cámara depistón neumático anular (84) entre ambos,
un manguito de presión interno anular (80) dentro de dicho manguito de presión externo (55) alrededor de dichopistón central de troquel (60) y que tiene un pistón anular (82) dentro de dicha segunda cámara de pistón neumático(84), caracterizado porque
dicho pistón central de troquel (60) define una cámara de depósito de aire (70),
un pasaje (76, 135) para suministrar presión de aire controlable a dicha cámara de depósito (70),
una pluralidad de pasajes de aire alargados separados circunferencialmente (88) dentro de dicho pistón central detroquel (60) y que se extienden axialmente desde dicha cámara de depósito de aire (70) a dicha segunda cámara depistón neumático (84) haciendo que la presión de aire controlable en dicha cámara de depósito de aire (70) y dichospasajes (88) produzca una fuerza de muelle neumático controlable sobre dicho manguito de presión interno (80).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2009/005411.
Solicitante: CONTAINER DEVELOPMENT, LTD.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 7810 MCEWEN ROAD DAYTON, OH 45459 ESTADOS UNIDOS DE AMERICA.
Inventor/es: STODD,R. PETER.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D22/21 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 22/00 Conformación sin cortado, por estampado, repujado o embutido (por medio de operaciones que no sean las que utilizan dispositivos o herramientas rígidas, masas flexibles o elásticas B21D 26/00). › sin mantener el borde de las piezas.
PDF original: ES-2424666_T3.pdf
Fragmento de la descripción:
Método y aparato para formar una cubierta de lata.
Antecedentes de la invención Esta invención se refiere a un aparato para formar una cubierta de lata a partir de chapa metálica o chapa de aluminio, por ejemplo, tal como el aparato desvelado en el documento US 5823040, que forma la base del preámbulo de la reivindicación 1.
En dicho conjunto de herramientas o aparato, se ha descubierto que es deseable que el aparato esté construido para su uso en una prensa mecánica de acción única tal como la que se desvela en las Patentes No. 4.955.223 y No. 7.302.822 mencionadas anteriormente y para evitar el uso de una prensa mecánica de doble acción, por ejemplo, tal como se desvela en las Patentes No. 4.716.755 y No. 6.658.911 mencionadas anteriormente. Una prensa de alta velocidad de acción única es más sencilla y de construcción más económica y de funcionamiento y mantenimiento más económicos y puede accionarse de forma efectiva y eficaz, por ejemplo, con un recorrido de 1, 75 pulgadas (4, 44 centímetros) y a una velocidad de 650 recorridos por minuto. También existen muchas más prensas de alta velocidad de acción única en uso en el campo que prensas de doble acción.
También se ha descubierto que es deseable que el aparato o conjunto de herramientas incorpore un manguito de presión interno y un manguito de presión externo y opere ambos manguitos con presión de aire, pero evite accionar el manguito de presión interno con muelles separados circunferencialmente y que se extienden axialmente, por ejemplo, tal como se desvela en la Patente No. 7.302.822 o el uso de pasadores separados circunferencialmente y que se extienden axialmente, por ejemplo, tal como se desvela en la Patente No. 4.716.755. El movimiento reciproco axial de alta velocidad de los pasadores y el pistón único que acciona los pasadores crea un calor adicional indeseable, y es difícil producir una fuerza axial controlable de manera precisa y ajustable en el manguito de presión interno con el uso de muelles de compresión.
Es deseable, además, tener una fuerza constante controlable de manera precisa ejercida por el manguito de presión externo sobre el material laminado para evitar adelgazar el material entre el manguito de presión externo y el anillo del núcleo del troquel durante el funcionamiento a alta velocidad de la prensa. También es deseable presión de aire controlable de manera precisa en el manguito de presión interno para sujetar la pared de mandril de la cubierta de lata mientras se forma el avellanado, la pared del panel y el panel central de la cubierta de lata sin adelgazar la chapa metálica. Además, es deseable minimizar la altura vertical del conjunto de herramientas para producir cubiertas de lata para adaptarse a más prensas de alta velocidad de acción única existentes en el campo y operar a mayores velocidades con menos calor generándose para evitar el uso de componentes de herramientas refrigerados con agua. Después de revisar las patentes anteriores, es evidente que ninguna de las patentes proporciona todas las características deseables anteriores.
Resumen de la invención La presente invención se refiere a un aparato para la producción a alta velocidad de cubiertas de lata y que proporciona todas las características deseables mencionadas anteriormente. El conjunto de la invención es también idealmente adecuado para producir una cubierta de lata tal como se desvela en la Patente del solicitante No.
7.341.163 y en la solicitud de patente publicada del solicitante No. US-2005-0029269. El conjunto de aparato de la invención es especialmente adecuado para su uso en una prensa de acción única y para producir cubiertas de lata uniformes y de precisión a una mayor velocidad y con una generación mínima de calor para evitar cambios térmicos del conjunto de herramienta durante el funcionamiento.
De acuerdo con una realización ilustrada de la invención, una cubierta de lata es formada por un conjunto de herramienta que incluye un manguito de presión interno anular que está ubicado dentro de un manguito de presión externo anular, y ambos manguitos tienen pistones integrales dentro de las cámaras de pistón neumático anular correspondientes. El manguito de presión externo se soporta dentro de un troquel de pieza en tosco y de estirado anular fijado a un elemento de retención superior montado sobre una zapata de troquel superior de una prensa de acción única. El elemento de retención también soporta un pistón central de troquel que puede estar soportado para movimiento axial relativo, y el pistón central de troquel soporta un punzón central de troquel dentro del manguito de presión interno. El pistón central de troquel tiene una parte central que define una cámara de depósito de aire a la que se suministra aire a través de un orificio a una presión controlada. La cámara de depósito de aire está conecta a la cámara de pistón neumático para el manguito de presión interno mediante una pluralidad de pasajes de aire alargados separados circunferencialmente. A la cámara de pistón neumático para el manguito de presión externo se le suministra aire a una presión sustancialmente más baja controlada a través de un orificio diferente en el elemento de retención superior.
El manguito de presión interno tiene una parte de punta anular la cual normalmente se proyecta desde el pistón central de troquel e inicia el estirado de una cazoleta dentro de un disco de chapa metálica cortado en troquel sostenido entre el manguito de presión externo y un anillo del núcleo del troquel fijo opuesto soportado por un elemento de retención inferior montado en una zapata de troquel inferior fija de la prensa. La parte de punta del manguito de presión interno y el anillo del núcleo del troquel tiene superficies contorneadas de contacto las cuales forman una pared de mandril anular en el disco, y el punzón central de troquel coopera con el manguito de presión interno para completar el estirado de la cazoleta que está acoplada mediante un punzón de panel soportado dentro del anillo del núcleo del troquel. El punzón de panel tiene una superficie contorneada periférica que forma el panel central de la cubierta y también la pared de panel anular y el avellanado anular. En otra realización de la invención, la cámara de pistón neumático para el manguito de presión externo está conectada mediante un pasaje de aire que se extiende a la cámara de depósito de aire de manera que la cámara de pistón neumático para el manguito de presión interno y la cámara de pistón neumático para el manguito de presión externo reciban la misma presión de suministro de aire controlable, evitando de este modo la necesidad de dos suministros de aire diferentes a diferentes presiones para accionar el conjunto de herramientas en la zapata de troquel superior.
Otras características y ventajas de la invención serán evidentes a partir de la siguiente descripción, las figuras adjuntas y las reivindicaciones anexas.
Breve descripción de los dibujos La figura 1 es una sección axial de un conjunto de herramientas construido y accionado de acuerdo con la invención;
La figura 2 es una sección axial del conjunto de herramientas mostrado en la figura 1 y construido de acuerdo con una modificación u otra realización de la invención; y
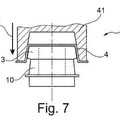
Las figuras 3-12 son secciones fragmentarias ampliadas del conjunto de herramientas mostrado en la figura 1 y la figura 2 e ilustran las etapas progresivas para producir una cubierta de acuerdo con la invención.
Descripción de las realizaciones preferidas En referencia a la figura 12, una cubierta muy aumentada 15 se forma de una chapa metálica o de aluminio que tiene un grosor de aproximadamente 0, 21 mm (0.0082 pulgadas) . La cubierta 15 incluye un panel central circular plano 16 que se conecta por medio de una parte de pared de panel anular troncocónica o ahusada 17 y una parte de pared de panel sustancialmente cilíndrica 18 a un avellanado anular 19 que tiene una parte de pared interna inclinada o troncocónica 21 y generalmente una configuración de sección transversal en forma de U. El avellanado 19 tiene una parte de pared externa anular ligeramente inclinada 22 conectada a una parte de pared de mandril inferior anular 23 y una parte de pared de mandril superior anular 24 que tienen una configuración de sección transversal curvada. La parte de pared superior curvada 24 de la pared de mandril se conecta con una parte de pared interna anular inclinada o troncocónica 26 de una parte de corona 28 que tiene una parte de reborde periférico externo curvada hacia abajo 29. La configuración o perfil de sección transversal de la cubierta 15 se describe más específicamente en la solicitud de patente publicada del solicitante No. US 2005-0029269... [Seguir leyendo]
Reivindicaciones:
1. Aparato para formar una cubierta de lata circular en forma de cazoleta (15) a partir de una chapa metálica plana (170) con herramientas montadas sobre una prensa mecánica, incluyendo la cubierta un panel central (16) conectado mediante una pared de panel anular (17) a un avellanado anular (19) que tiene una configuración de sección transversal generalmente en forma de U y con el avellanado conectado a una parte de pared interna (26) de una corona anular (28) mediante una pared de mandril anular inclinada (23, 24) , comprendiendo dicho aparato
un elemento de retención anular (38) soportado por una zapata de troquel (40) conectada a la prensa,
un pistón central de troquel (60, 62) soportado para movimiento con dicho elemento de retención (38) , y que define con dicho elemento de retención una primera cámara de pistón neumático anular (89) ,
un troquel de pieza en tosco y de estirado (48) montado sobre dicho elemento de retención (38) y rodeando a dicho pistón central de troquel (60) con dicho pistón central de troquel soportando a un punzón central de troquel (65) ,
dicho elemento de retención soportando un manguito de presión externo anular (55) dentro de dicho troquel de pieza en tosco y de estirado (48) con dicho manguito de presión externo teniendo un pistón anular (56) dentro de dicha primera cámara de pistón neumático (89) ,
definiendo dicho manguito de presión externo (55) y dicho pistón central de troquel (60) una segunda cámara de pistón neumático anular (84) entre ambos,
un manguito de presión interno anular (80) dentro de dicho manguito de presión externo (55) alrededor de dicho pistón central de troquel (60) y que tiene un pistón anular (82) dentro de dicha segunda cámara de pistón neumático (84) , caracterizado porque dicho pistón central de troquel (60) define una cámara de depósito de aire (70) ,
un pasaje (76, 135) para suministrar presión de aire controlable a dicha cámara de depósito (70) ,
una pluralidad de pasajes de aire alargados separados circunferencialmente (88) dentro de dicho pistón central de troquel (60) y que se extienden axialmente desde dicha cámara de depósito de aire (70) a dicha segunda cámara de pistón neumático (84) haciendo que la presión de aire controlable en dicha cámara de depósito de aire (70) y dichos pasajes (88) produzca una fuerza de muelle neumático controlable sobre dicho manguito de presión interno (80) .
2. Aparato de acuerdo con la reivindicación 1, en el que dicho manguito de presión interno (80) es móvil axialmente con respecto a dicho punzón central de troquel (65) , y dicho manguito de presión interno (80) tiene una parte de punta anular contorneada (140) que se proyecta axialmente desde dicho punzón central de troquel (65) cuando dicho aparato está en reposo.
3. Aparato de acuerdo con la reivindicación 2 y que incluye un separador anular (68) entre dicho punzón central de troquel (65) y dicho pistón (82) sobre dicho manguito de presión interno (80) para seleccionar de forma precisa la proyección axial de dicha parte de punta anular (140) de dicho manguito de presión interno (80) desde dicho punzón central de troquel (65) .
4. Aparato de acuerdo con la reivindicación 1 en el que dicha cámara de depósito de aire (70) está conectada mediante un pasaje de aire (135) a dicha primera cámara de pistón neumático (89) para dicho manguito de presión externo (55) , y un orificio (92) dentro de dicho elemento de retención (38) para suministrar la misma presión de aire controlable tanto a dicha primera cámara de pistón neumático (89) como a dicha segunda cámara de pistón neumático (84) a través de dicha cámara de depósito (70) y dichos pasajes de aire (88) dentro de dicho pistón central de troquel.
5. Aparato de acuerdo con la reivindicación 1 en el que un primer dicho pasaje (76) suministra la misma presión de aire controlable a dicha cámara de depósito de aire (70) y dichos pasajes de aire (88) dentro de dicho pistón central de troquel (60) , y un orificio (92) dentro de dicho elemento de retención (38) para suministrar presión de aire sustancialmente más baja a dicha primera cámara de pistón neumático (89) para dicho pistón (56) de dicho manguito de presión externo (55) .
6. Aparato de acuerdo con la reivindicación 1 en el que dicho pistón central de troquel (60) es móvil axialmente dentro de dicho elemento de retención anular (38) .
Patentes similares o relacionadas:
Método para producir un producto moldeado a presión, producto moldeado a presión y dispositivo de prensado, del 22 de Julio de 2020, de NIPPON STEEL CORPORATION: Un método de fabricación de un componente prensado que incluye una chapa superior alargada, una pared (4a, 4b) que tiene un extremo conectado a una parte final en la dirección […]
Método de conformación por prensado de componentes con forma de L, del 3 de Julio de 2019, de NIPPON STEEL CORPORATION: Un método de conformación, que conforma un componente prensado con una forma de L a partir de una chapa metálica elemental (S), teniendo el componente prensado […]
Dispositivo de embutición profunda, del 24 de Abril de 2019, de INVENTIO AG: Dispositivo de embutición profunda para piezas de trabajo formadas onduladas, con una placa de base , con una placa opuesta , con una herramienta […]
Método de conformación en prensa, del 14 de Septiembre de 2016, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un método de conformación en prensa para conformar en prensa un artículo conformado final , el cual comprende una parte de lámina superior , partes de pared vertical […]
Método de fabricación de revestimientos interiores para vasija de presión, del 20 de Enero de 2016, de Luxfer Gas Cylinders Limited: Un método para fabricar un revestimiento interior para uso en una vasija de presión, de tal manera que método comprende las etapas de: (a) Proporcionar […]
Procedimiento y dispositivo para la conformación de una pieza de trabajo, del 17 de Diciembre de 2014, de Leifeld Metal Spinning AG: Procedimiento para la conformación de una pieza de trabajo con un eje central , una zona radialmente interior y una zona […]
 Dispositivo para conformar recipientes profundamente embutidos, del 3 de Septiembre de 2013, de Amcor Flexibles Kreuzlingen Ltd: Dispositivo para conformar recipientes profundamente embutidos , que comprende una matriz quepresenta una forma cónica y que coopera con […]
Dispositivo para conformar recipientes profundamente embutidos, del 3 de Septiembre de 2013, de Amcor Flexibles Kreuzlingen Ltd: Dispositivo para conformar recipientes profundamente embutidos , que comprende una matriz quepresenta una forma cónica y que coopera con […]
 PROCEDIMIENTO Y APARATO PARA LA CONFORMACION A TEMPERATURA CONTROLADA DE MATERIAL DE ACERO LAMINADO EN CALIENTE, del 30 de Septiembre de 2010, de VOESTALPINE ANARBEITUNG GMBH: Procedimiento para la conformación de chapas de acero, en el que una platina es producida a partir de chapa de acero, la platina es insertada en un […]
PROCEDIMIENTO Y APARATO PARA LA CONFORMACION A TEMPERATURA CONTROLADA DE MATERIAL DE ACERO LAMINADO EN CALIENTE, del 30 de Septiembre de 2010, de VOESTALPINE ANARBEITUNG GMBH: Procedimiento para la conformación de chapas de acero, en el que una platina es producida a partir de chapa de acero, la platina es insertada en un […]