Método de conformación en prensa.
Un método de conformación en prensa para conformar en prensa un artículo conformado final (1),
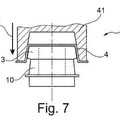
el cual comprende una parte de lámina superior (2), partes de pared vertical (3a; 3b) y partes de brida (4a; 4b), y que tiene al menos una parte doblada (10) en una dirección longitudinal,
de tal manera que el método comprende:
un primer procedimiento de conformación, en el que se utiliza lámina de acero de alta resistencia (90), con una resistencia a la tracción de entre 440 MPa y 1.600 MPa, y se dobla una parte de brida (4a) por una parte de intersección (5a), hasta que un ángulo de la parte de brida (4a) con una línea horizontal (H) se hace α1 en un plano que incluye una línea horizontal (H) que une una parte de intersección (5a) de una parte de pared vertical (3a) y una parte de brida (4a), y un centro de curvatura de la parte doblada (10), y que es vertical con respecto a dicha lámina de acero de alta resistencia (90), cuando se forma la parte de lámina superior, las partes de pared vertical, la parte doblada y las partes de brida, y
un segundo procedimiento de conformación, en el que la parte de brida (4a), tras el primer procedimiento de conformación, se dobla adicionalmente por la parte de intersección (5a) hasta que el ángulo de la parte de brida (4a) con la línea horizontal (H) se hace α2 en ese plano, y
en él, cuando el radio de curvatura de la parte doblada (10) en dicho plano es R0 (mm), la longitud de las partes de brida (4a) es "b" (mm), el valor numérico que muestra el valor permisible de la deformación es εcr, y el módulo elástico y la resistencia a la tracción de dicha lámina de acero de alta resistencia (90) son E (MPa) y σT (MPa), para α1 α α2, el sentido de rotación que parte de dicha línea horizontal (H), en la dirección en la que la parte de brida (4a) se mueve en alejamiento de la parte de lámina superior (2), se establece como positivo, y
α1 > 0, α2 ≥ 0, α1 - α2 > 0, y R0 ≥ 50 mm a 2.000 mm, y εcr ≥ 0 a 0,023, α1 - α2, es decir, el ángulo de doblamiento adicional β, se establece dentro de los siguientes intervalos:
Fórmula matemática 1
En la que**Fórmula**
y
Fórmula matemática 2
En la que**Fórmula**
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/JP2013/050692.
Solicitante: NIPPON STEEL & SUMITOMO METAL CORPORATION.
Nacionalidad solicitante: Japón.
Dirección: 6-1, Marunouchi 2-chome, Chiyoda-ku Tokyo 100-8071 JAPON.
Inventor/es: Uchiyama,Shigeru, MIYAGI,Takashi, TANAKA,YASUHARU, OGAWA,MISAO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D22/21 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 22/00 Conformación sin cortado, por estampado, repujado o embutido (por medio de operaciones que no sean las que utilizan dispositivos o herramientas rígidas, masas flexibles o elásticas B21D 26/00). › sin mantener el borde de las piezas.
- B21D22/26 B21D 22/00 […] › para hacer objetos de formas particulares, p. ej. de formas irregulares.
- B21D53/88 B21D […] › B21D 53/00 Fabricación de otros objetos especiales (fabricación de cadenas o de partes de cadenas B21L). › de otras partes de vehículos, p. ej. capós guardabarros.
PDF original: ES-2632276_T3.pdf
Patentes similares o relacionadas:
Método para producir un producto moldeado a presión, producto moldeado a presión y dispositivo de prensado, del 22 de Julio de 2020, de NIPPON STEEL CORPORATION: Un método de fabricación de un componente prensado que incluye una chapa superior alargada, una pared (4a, 4b) que tiene un extremo conectado a una parte final en la dirección […]
Método de conformación por prensado de componentes con forma de L, del 3 de Julio de 2019, de NIPPON STEEL CORPORATION: Un método de conformación, que conforma un componente prensado con una forma de L a partir de una chapa metálica elemental (S), teniendo el componente prensado […]
Dispositivo de embutición profunda, del 24 de Abril de 2019, de INVENTIO AG: Dispositivo de embutición profunda para piezas de trabajo formadas onduladas, con una placa de base , con una placa opuesta , con una herramienta […]
Método de fabricación de revestimientos interiores para vasija de presión, del 20 de Enero de 2016, de Luxfer Gas Cylinders Limited: Un método para fabricar un revestimiento interior para uso en una vasija de presión, de tal manera que método comprende las etapas de: (a) Proporcionar […]
Procedimiento y dispositivo para la conformación de una pieza de trabajo, del 17 de Diciembre de 2014, de Leifeld Metal Spinning AG: Procedimiento para la conformación de una pieza de trabajo con un eje central , una zona radialmente interior y una zona […]
Método y aparato para formar una cubierta de lata, del 7 de Octubre de 2013, de CONTAINER DEVELOPMENT, LTD: Aparato para formar una cubierta de lata circular en forma de cazoleta a partir de una chapa metálicaplana con herramientas montadas sobre una prensa […]
 Dispositivo para conformar recipientes profundamente embutidos, del 3 de Septiembre de 2013, de Amcor Flexibles Kreuzlingen Ltd: Dispositivo para conformar recipientes profundamente embutidos , que comprende una matriz quepresenta una forma cónica y que coopera con […]
Dispositivo para conformar recipientes profundamente embutidos, del 3 de Septiembre de 2013, de Amcor Flexibles Kreuzlingen Ltd: Dispositivo para conformar recipientes profundamente embutidos , que comprende una matriz quepresenta una forma cónica y que coopera con […]
 PROCEDIMIENTO Y APARATO PARA LA CONFORMACION A TEMPERATURA CONTROLADA DE MATERIAL DE ACERO LAMINADO EN CALIENTE, del 30 de Septiembre de 2010, de VOESTALPINE ANARBEITUNG GMBH: Procedimiento para la conformación de chapas de acero, en el que una platina es producida a partir de chapa de acero, la platina es insertada en un […]
PROCEDIMIENTO Y APARATO PARA LA CONFORMACION A TEMPERATURA CONTROLADA DE MATERIAL DE ACERO LAMINADO EN CALIENTE, del 30 de Septiembre de 2010, de VOESTALPINE ANARBEITUNG GMBH: Procedimiento para la conformación de chapas de acero, en el que una platina es producida a partir de chapa de acero, la platina es insertada en un […]