Método para la producción de una cesta de embrague de un embrague doble.
Método para la producción de una cesta de embrague de un embrague doble (1),
caracterizado por las siguientes etapas de método:
- introducción por laminado de un engranaje (20) en una franja de chapa (21);
- separación de una franja de engranaje (22) de la franja de chapa laminada (21);
- enrollamiento de la franja de engranaje (22) hasta formar un tambor (23); y
- unión de los extremos de unión del tambor (23).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07001761.
Solicitante: HOERBIGER ANTRIEBSTECHNIK GMBH.
Nacionalidad solicitante: Alemania.
Dirección: BERNBEURENER STRASSE 13 86956 SCHONGAU ALEMANIA.
Inventor/es: DIETRICH, ANDREAS, OSWALD, JOHANN, ACKERMANN, JURGEN, DR., RANK,ROBERT,DR. ING.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- F16D13/64 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16D ACOPLAMIENTOS PARA LA TRANSMISION DE MOVIMIENTOS DE ROTACION (transmisión para transmitir la rotación F16H, p. ej. transmisiones por fluidos F16H 39/00 - F16H 47/00 ); EMBRAGUES (embragues dinamo-eléctricos H02K 49/00; embragues que utilizan atracción electrostática H02N 13/00 ); FRENOS (sistemas de frenado electrodinámicos para vehículos, en general B60L 7/00; frenos dinamoeléctricos H02K 49/00). › F16D 13/00 Embragues de fricción (dispositivos para la sincronización F16D 23/02; embragues automáticos F16D 43/00 - F16D 45/00; control externo F16D 48/00). › Platos de embragues; Laminillas de embragues (platos de frenos, laminillas de frenos F16D 65/12).
- F16D21/06 F16D […] › F16D 21/00 Sistemas dotados de varios embragues accionados mecánicamente (para la sincronización F16D 23/04; embragues automáticos F16D 43/00 - F16D 45/00; control externo F16D 48/00). › siendo por lo menos dos ejes de control o dos ejes controlados concéntricos.
PDF original: ES-2323903_T3.pdf
Fragmento de la descripción:
Método para la producción de una cesta de embrague de un embrague doble.
La invención se refiere a un método para la producción de una cesta de embrague de un embrague de este tipo de acuerdo con la reivindicación 1.
Las cajas de cambios de embrague doble se usan cada vez con más frecuencia debido a sus numerosas ventajas en la construcción de vehículos motorizados. Un elemento clave de este tipo de construcción de cajas de cambios es el embrague doble que marcha en húmedo o seco, que lleva el par de motor a una de las dos transmisiones parciales. Mientras que un embrague está cerrado, el otro está abierto.
Los embragues dobles conocidos hasta ahora presentan dos cestas de embrague separadas de una pieza de accionamiento, que está unida con el árbol de accionamiento y que presenta discos de accionamiento, que se pueden llevar a formar unión eficaz con discos internos o externos del embrague interno o externo del embrague doble. Sin embargo, por esta construcción con dos cestas de embrague, se produce el problema de mayores tamaños de construcción en embragues dobles conocidos, lo que conduce a su vez a problemas en los espacios de construcción muy limitados de vehículos motorizados modernos.
Los métodos para la producción de embragues se conocen, por ejemplo, a partir del documento FR-1 389 259.
Para tales embragues dobles se necesitan cestas de embrague especiales para el alojamiento y el accionamiento de los discos del embrague. En embragues convencionales existe una cesta de embrague externa así como una interna por embrague. Estos elementos accionan los discos de rozamiento o revestimiento del embrague o se accionan por los mismos. Para esto disponen de engranajes especiales, en los que engranan a su vez los dientes de los discos. Puede tratarse de engranajes de entalladura, evolventes u otros. En el estado de la técnica, hasta ahora, los engranajes se han producido a nivel de producción industrial preferentemente por embutición profunda con herramientas especiales. Sin embargo, estas herramientas son extremadamente caras y solamente son rentables a partir de series de algunas 100.000 piezas por año. En otros métodos conocidos se producen menos costes de herramienta, por el contrario, la complejidad de fabricación es claramente superior y, por lo tanto, conlleva mayores costes por pieza.
Por lo tanto, es objetivo de la presente invención proporcionar un método para la producción de una cesta de embrague de un embrague doble, con la que se pueden producir engranajes para las cestas de embrague con costes reducidos de herramienta y piezas tanto a nivel de técnica de producción industrial como en series pequeñas.
La solución de este objetivo se realiza por las características de la reivindicación 1.
En el método de acuerdo con la invención, la cesta de embrague, a diferencia de estado de la técnica, de acuerdo con el cual la cesta se produce como una pieza, no se produce como una pieza, sino que el engranaje se produce de forma separada del resto de la cesta. A continuación se fija el engranaje en la cesta, a modo de ejemplo, se suelda, calafatea o se fija de otro modo. Para embragues como se describen en la Patente de Estados Unidos 7.121.392, que no necesitan ninguna caja completa, el engranaje se une para la formación de la cesta durante el montaje del embrague con la cubierta externa del embrague.
De acuerdo con la invención, la producción del engranaje se produce por laminado de una franja de chapa. Los cilindros tienen la forma del engranaje deseado posteriormente. Por tanto, mediante este método se produce una franja sin fin del engranaje, que está limitado solamente por la longitud de la pieza en bruto de chapa. Si en el engranaje se requieren orificios o escotaduras adicionales, por ejemplo, para el suministro de aceite al embrague, o incluso entalladuras, salientes especiales, abombamientos, etc., con propósitos de fijación o similares, esto es asimismo posible por una forma correspondiente de los cilindros del método de acuerdo con la invención de un modo técnico sencillo. También se pueden troquelar o introducir de forma sencilla orificios de este tipo, etc. en la franja sin fin con máquinas de troquelado convencionales. De forma correspondiente, de acuerdo con la invención es posible llevar la franja de acero en un tren de laminado comparativamente sencillo, de varias etapas, hasta la forma deseada. Por el contrario, en los métodos de embutición profunda conocidos convencionales, especialmente los salientes, orificios, etc. que se han mencionado anteriormente son posibles solamente por un ciclo de trabajo adicional.
La franja de engranaje sin fin producido de acuerdo con el método de acuerdo con la invención se corta después de la inclusión del engranaje hasta la longitud necesaria y se enrolla hasta formar un tambor. Los extremos de unión se unen entre sí según los requisitos por métodos de unión adecuados, como soldadura por láser, soldadura de punto, por calafateado de extremos conformados de manera correspondiente o incluso por otros métodos de unión adecuados. De este modo se produce entonces el tambor necesario, dentado, que se fija dependiendo del caso de uso, por ejemplo, sobre una placa de chapa, por lo que se produce una caja completa o, como en embragues que se han mencionado anteriormente de acuerdo con el documento US 7.121.392, se une directamente con la cubierta del embrague.
Las reivindicaciones dependientes 2 a 6 tienen como contenido perfeccionamientos ventajosos del método de acuerdo con la invención.
Se obtienen detalles, ventajas y características adicionales de la invención a partir de la siguiente descripción de ejemplos de realización mediante el dibujo. Se muestra:
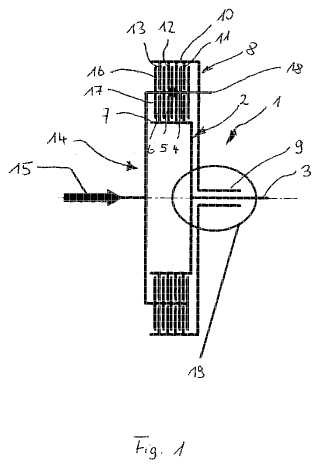
En la Figura 1, una representación básica esquemática muy simplificada de la construcción de un embrague doble, particularmente de un embrague doble que marcha en húmedo y
En la Figura 2, una representación básica simplificada de los componentes de un dispositivo de producción para la realización del método de acuerdo con la invención.
En la Figura 1 se representa de forma simplificada esquemáticamente un embrague doble 1 de una caja de cambios de embrague doble, que no se representa con más detalle en la Figura 1 para la simplificación de la descripción.
El embrague doble 1 presenta un embrague interno 2, que está unido con un árbol interno 3. El embrague interno 2 presenta un soporte de discos 7, que está provisto de discos internos, donde en la realización representada en la Figura 1 se ilustran a modo de ejemplo tres discos internos 4, 5 y 6.
El embrague doble 1 presenta adicionalmente un embrague externo 8, que está provisto de un árbol externo 9, que está configurado como árbol hueco y en el que tiene un recorrido coaxialmente el árbol interno 3, lo que se observa de forma detallada en la representación de la Figura 1. El embrague 8 externo, unido con el árbol externo 9 presenta un soporte de discos externo 10, que está provisto de discos externos, donde, de acuerdo con la realización representada en la Figura 1, se proporcionan de forma ilustrativa tres discos externos 11, 12 y 13.
Adicionalmente, el embrague doble 1 presenta una pieza de accionamiento 14, que se dispone sobre un árbol de accionamiento simbolizado por la flecha 15. La pieza de accionamiento 14 presenta discos de accionamiento internos y externos, donde en el caso del ejemplo se proporcionan cinco discos de accionamiento externos y cinco internos, de los cuales un disco de accionamiento externo se indica con la referencia 16 y uno de los discos de accionamiento internos, con la referencia 17 en la Figura 1 de forma representativa para todos los discos de accionamiento.
La Figura 1 ilustra que los discos de accionamiento internos y externos 17 ó 16 se disponen o fijan sobre una única cesta de discos 18, que se dispone entre el soporte de discos 7 ó 10 interno y externo. La proporción de una única cesta de discos 18 de este tipo disminuye claramente el tamaño de construcción del embrague doble 1 de acuerdo con la invención, lo que produce las ventajas que se han explicado al principio.
En la Figura 2 se representa un dispositivo de fabricación de acuerdo con la invención 25 para la realización de un método de acuerdo con la invención para la producción de una cesta de embrague de un embrague doble, como el embrague doble 1 que se ha explicado en la Figura 1.
El dispositivo... [Seguir leyendo]
Reivindicaciones:
1. Método para la producción de una cesta de embrague de un embrague doble (1), caracterizado por las siguientes etapas de método:
2. Método de acuerdo con la reivindicación 1, caracterizado por que los extremos de unión del tambor (23) se unen entre sí por soldadura con láser, soldadura de punto, por calafateado o cualquier otro método de unión.
3. Método de acuerdo con la reivindicación 1 ó 2, caracterizado por que el engranaje (20) se proporciona con escotaduras, entalladuras, salientes y/o abombamientos.
4. Método de acuerdo con una de las reivindicaciones 1 a 3, caracterizado por que el tambor (23) se fija sobre una placa de chapa.
5. Método de acuerdo con una de las reivindicaciones 1 a 3, caracterizado por que el tambor (23) se une con una cubierta de embrague del embrague doble (1).
Patentes similares o relacionadas:
Sistema de transmisión con dos ejes coaxiales, del 14 de Marzo de 2018, de ITAL RESEARCH & INNOVATION S.R.L: Un sistema de transmisión del tipo con dos ejes coaxiales adaptados para transferir una fuerza motora desde los medios motores (M) a una pluralidad de máquinas operativas […]
 Sistema de control de cambio de velocidad del tipo de doble embrague, del 31 de Enero de 2013, de HONDA MOTOR CO., LTD.: Un sistema de control de cambio de velocidad del tipo de doble embrague, incluyendo:
una unidad electrónica de control , un mecanismo de transmisión que […]
Sistema de control de cambio de velocidad del tipo de doble embrague, del 31 de Enero de 2013, de HONDA MOTOR CO., LTD.: Un sistema de control de cambio de velocidad del tipo de doble embrague, incluyendo:
una unidad electrónica de control , un mecanismo de transmisión que […]
DISPOSITIVO DE CANCELACION MANUAL, EN PARTICULAR PARA EL CONTROL DE VUELO DE UNA AERONAVE., del 16 de Junio de 2006, de GOODRICH ACTUATION SYSTEMS SAS: Dispositivo de cancelación que comprende una pieza de control manual , una pieza de engranaje de entrada y una pieza de engranaje de salida que están […]
SERVOMECANISMO DE LIMITACION DE PAR., del 1 de Junio de 2001, de CENTRALAIR, S.A.: INCLUYE UNA ENTRADA DE ENERGIA MECANICA PREFERENTEMENTE DESDE UN MOTOR ELECTRICO Y UNA SALIDA DE ENERGIA MECANICA CONTANDO TAMBIEN CON MEDIOS […]
ACTUADOR INTEGRAL., del 16 de Octubre de 1998, de CENTRALAIR, S.A.: ACTUADOR INTEGRAL. ESTA COMPUESTO GENERALMENTE POR TRES PARTES BIEN DIFERENCIADAS; LA PRIMERA Y MAS IMPORTANTE ES LA ENTRADA DEL ACTUADOR (A); INTERMEDIA ENTRE ESTE […]
PERFECCIONAMIENTOS EN LOS SISTEMAS DE EMBRAGUE A FRICCION, del 1 de Marzo de 1985, de BARUFFALDI FRIZIONI S.P.A.: PERFECCIONAMIENTOS EN LOS SISTEMAS DE EMBRAGUE A FRICCION.CONSISTENTES EN UN EMBRAGUE ELECTROMAGNETICO CUYO ROTOR , UNIDO AL ARBOL DEL MOTOR […]
PERFECCIONAMIENTOS EN LOS DISPOSITIVOS DE EMBRAGUE, del 16 de Septiembre de 1980, de FIAT TRATTORI S.P.A.: Perfeccionamientos en los dispositivos de embrague, especialmente aptos para tractores de orugas, del tipo que tienen un árbol de toma de fuerza impulsado, incluyendo […]
 DISPOSITIVO DE EMBRAGUE DOBLE, del 4 de Agosto de 2009, de HONDA MOTOR CO., LTD.: lUn dispositivo de embrague doble incluyendo: un primer embrague de un tipo de discos múltiples incluye un exterior de primer embrague formado en una forma […]
DISPOSITIVO DE EMBRAGUE DOBLE, del 4 de Agosto de 2009, de HONDA MOTOR CO., LTD.: lUn dispositivo de embrague doble incluyendo: un primer embrague de un tipo de discos múltiples incluye un exterior de primer embrague formado en una forma […]