Método para fabricar productos basados en polvo de madera.
Un método para fabricar un producto continuo de polvo de madera,
caracterizado por que una capa (23) depolvo de madera se aplica sobre un soporte (4), se deposita un agente aglomerante (33) sobre la capa de polvo demadera, tras lo cual se aplica una capa adicional de polvo de madera sobre la capa de polvo de madera precedente,y por que dicha aplicación de polvo de madera y dicha deposición de agente aglomerante se repiten alternadamenteun número deseado de veces, de tal modo que dicho agente aglomerante es depositado sobre dicha capa de polvode madera en una cantidad tal, que dicho agente aglomerante penetra en dicha capa de polvo de maderaprecedente;
de tal modo que el polvo de madera de cada capa y de las capas adyacentes se liga o une en un producto continuopor medio del agente aglomerante.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/SE2005/001367.
Solicitante: L3F SWEDEN AB.
Nacionalidad solicitante: Suecia.
Dirección: KARSHULT 2 545 93 TOREBODA SUECIA.
Inventor/es: EDVINSSON,JERRY.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B27N3/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B27 TRABAJO O CONSERVACION DE LA MADERA O DE MATERIALES SIMILARES; MAQUINAS PARA CLAVAR, GRAPAR O COSER EN GENERAL. › B27N FABRICACION DE OBJETOS POR PROCEDIMIENTOS EN SECO, CON O SIN AGENTES AGLOMERANTES ORGANICOS, A PARTIR DE PARTICULAS O DE FIBRAS DE MADERA O DE OTRAS MATERIAS LIGNOCELULOSICAS O SUSTANCIAS ORGANICAS ANALOGAS (conteniendo materias de cemento B28B; formación de sustancias en estado plástico B29C; tableros de fibras hechos a partir de suspensiones de fibras D21J; secado F26B 17/00). › B27N 3/00 Fabricación de objetos sustancialmente planos, p. ej. paneles a partir de partículas o fibras. › a partir de partículas.
- B27N5/00 B27N […] › Fabricación de objetos no planos.
PDF original: ES-2413436_T3.pdf
Fragmento de la descripción:
Método para fabricar productos basados en polvo de madera Campo de la invención La presente invención se refiere a un método para fabricar un producto continuo de polvo de madera, de acuerdo 5 con el preámbulo de la reivindicación 1.
Antecedentes de la invención y técnica anterior
Los productos previamente conocidos basados en el polvo de madera, tales como los tableros o planchas de conglomerado y productos similares, se forman por medio del moldeo de partículas de madera, preferiblemente serrín o virutas de cepillado, conjuntamente con un agente aglomerante. Dicho tablero puede entonces ser utilizado como material de construcción en paredes y en suelos, o para la fabricación de mobiliario.
El documento WO 01/34371 A2 divulga un sistema y un método de impresión en 3D. El sistema se ha configurado para construir áreas de sección transversal individuales mediante el uso de un cabezal de impresora de chorro de tinta para suministrar un agente reactivo a la superficie de un material en partículas que tiene una superficie reactiva. Otro ejemplo de impresión en 3D se divulga en el documento WP 0.431.942 A2, en el cual se divulga un sistema de impresión en 3D. El sistema de impresión en 3D aplica un material en polvo y, tras ello, una capa de material aglomerante para producir capas de material en regiones o zonas seleccionadas.
Dentro de muchos campos diferentes, sin embargo, existe la necesidad de poder fabricar productos relativamente grandes y geométricamente complicados a un bajo coste. Esto puede concernir a productos para uso directo, tales como elementos de construcción, molduras ornamentales, etc., así como a moldes y prototipos para la fabricación de otros productos. Por razones que son de por sí evidentes, las chapas de conglomerado tienen una utilidad muy limitada a la hora de fabricar productos más avanzados con una geometría relativamente complicada.
A menudo se utilizan estructuras de madera basadas en un material de madera homogéneo para la fabricación de moldes para colar grandes componentes de plástico y a la hora de fabricar diferentes prototipos dentro de, por ejemplo, la industria automovilista y de la aviación. Sin embargo, tales estructuras de madera tienen a hacerse costosas, puesto que es difícil fabricar las complicadas geometrías que se requieren en muchas situaciones de un modo racional.
Propósito de la invención y compendio de la invención Es un propósito de la invención proporcionar un método de la clase que se ha mencionado a modo de introducción, que haga posible fabricar diferentes tipos de productos que tengan diferentes geometrías, de una manera eficiente y
a un coste relativamente bajo.
Este propósito se consigue por medio del aporte de un método de acuerdo con la reivindicación 1.
Mediante el método de acuerdo con la invención, en el que una capa de polvo de madera se aplica sobre un soporte, se deposita un agente aglomerante sobre la capa de polvo de madera, tras lo cual se aplica una capa adicional de polvo de madera sobre la capa de polvo de madera precedente, y dicha aplicación de polvo de madera y dicha deposición de agente aglomerante son repetidas alternadamente un número deseado de veces, de tal modo que el polvo de madera de las capas respectivas y de las capas adyacentes se une en un producto continuo, de manera que es posible fabricar productos que no han sido anteriormente posibles y/o aprovechables.
El producto terminado, que puede ser obtenido a un coste relativamente bajo, tiene muy buenas propiedades de mecanizado. Por otra parte, sin ningún mecanizado adicional, puede exhibir una excelente precisión, del orden de !1
mm, o incluso mejor. La precisión dimensional del producto y el acabado superficial del producto pueden ser controlados mediante la elección del tipo de polvo de madera y la elección del tamaño de las partículas del polvo de madera utilizado.
Otras características ventajosas así como diferentes realizaciones de la invención resultan evidentes de la siguiente descripción y de las reivindicaciones dependientes.
Breve descripción de los dibujos En referencia a los dibujos que se acompañan, sigue a continuación una descripción más detallada de realizaciones de la invención que sirven como ejemplos.
En los dibujos:
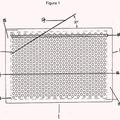
La Figura 1a es una vista en perspectiva de un producto simulado por computadora destinado a fabricarse con 50 arreglo al método de acuerdo con la invención;
La Figura 1b es una vista de acuerdo con la Figura 1, en la cual el producto simulado por computadora es dividido en una pluralidad de rodajas situadas horizontalmente;
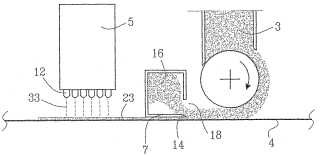
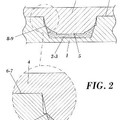
La Figura 2 es una vista en perspectiva y en corte parcial de un dispositivo de acuerdo con la invención;
La Figura 3 es una vista ampliada que ilustra un dispositivo alimentador, una unidad de nivelación de capa que incluye un dispositivo rascador y un dispositivo de succión, y unos medios de deposición del dispositivo de acuerdo con la invención, representado en la Figura 2;
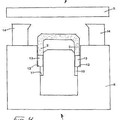
La Figura 4 es una vista lateral esquemática que ilustra la unidad de nivelación de capa cuando está nivelando una capa de polvo de madera; y
La Figura 5 es una vista lateral esquemática que ilustra una variante del dispositivo de acuerdo con la invención, en el que la unidad de nivelación de capa incluye un cepillo.
Descripción detallada de realizaciones preferidas de la invención De acuerdo con la invención, se utilizan un polvo de madera y un agente aglomerante para la fabricación de productos continuos. La expresión “polvo de madera” se refiere a un polvo hecho de un material de madera. Pueden utilizarse como material de partida para producir el polvo diferentes especies, tales como el pino, la picea, el abedul y otros, así como diferentes formas que se originan a partir de las ramas, el tronco, los muñones o las raíces de los árboles, o en forma de desechos de madera. Las partículas del polvo pueden exhibir diferentes formas y tamaños. El tamaño de las partículas puede ser desde relativamente pequeño, de tal modo que el polvo de madera obtiene una consistencia similar a la harina, hasta relativamente grande, lo que implica que las partículas individuales pueden ser distinguidas en una inspección visual. Ventajosamente, sin embargo, las partículas de un polvo dado son sustancialmente del mismo tamaño con el fin de obtener una calidad uniforme del producto final. Ejemplos de materiales adecuados son los trocitos de madera que se originan del mecanizado de madera homogénea, tales como el serrín, las virutas de cepillado o materiales similares.
Además del material de madera que constituye la base del polvo y, de acuerdo con ello, la base del producto terminado, es también posible añadir pequeñas cantidades de otras sustancias / materiales al agente aglomerante y/o al polvo con el fin de obtener propiedades específicas del producto formado a partir del polvo. Preferiblemente, pueden añadirse diferentes sustancias al agente aglomerante. Un ejemplo de semejante aditivo es un agente colorante, un pigmento colorante o sustancia similar, al objeto de proporcionar al producto final un cierto color. Mediante la elección de diferentes colores del agente aglomerante para diferentes capas del producto, el producto acabado puede obtener diferentes colores en diferentes superficies visibles.
El método de acuerdo con la invención para fabricar un producto continuo de polvo de madera incluye el hecho de que se aplica una capa de polvo de madera sobre un soporte, y se deposita un agente aglomerante sobre la capa de polvo de madera, tras lo cual se aplica una capa adicional de polvo de madera sobre la capa de polvo de madera precedente. Tal aplicación de polvo de madera y tal deposición de agente aglomerante son repetidas alternadamente un número deseado de veces, de tal manera que el polvo de madera de cada capa y de capas adyacentes se une formando un producto continuo por medio del agente aglomerante. Incluso aunque es, por lo común, ventajoso aplicar de forma alterna polvo de madera y agente aglomerante, ha de observarse que una capa de polvo de madera individual puede formarse mediante la aplicación de dos o varias capas más delgadas que, conjuntamente, constituyen la capa que, subsiguientemente, es seguida por una deposición de agente aglomerante.
De acuerdo con una realización ventajosa del método, el agente aglomerante es aplicado sobre porciones seleccionadas de cada capa de polvo de madera, con el fin de formar una geometría específica del producto por medio de la distribución de agente aglomerante. En la producción, las porciones en las que se ha depositado el agente aglomerante formarán el producto, en tanto que las porciones... [Seguir leyendo]
Reivindicaciones:
1. Un método para fabricar un producto continuo de polvo de madera, caracterizado por que una capa (23) de polvo de madera se aplica sobre un soporte (4) , se deposita un agente aglomerante (33) sobre la capa de polvo de madera, tras lo cual se aplica una capa adicional de polvo de madera sobre la capa de polvo de madera precedente,
y por que dicha aplicación de polvo de madera y dicha deposición de agente aglomerante se repiten alternadamente un número deseado de veces, de tal modo que dicho agente aglomerante es depositado sobre dicha capa de polvo de madera en una cantidad tal, que dicho agente aglomerante penetra en dicha capa de polvo de madera precedente;
de tal modo que el polvo de madera de cada capa y de las capas adyacentes se liga o une en un producto continuo 10 por medio del agente aglomerante.
2. Un método de acuerdo con la reivindicación 1, caracterizado por que el agente aglomerante (33) se aplica sobre porciones seleccionadas de cada capa (23) de polvo de madera con el fin de formar una geometría específica del producto, por medio de una distribución de agente aglomerante (33) .
3. Un método de acuerdo con la reivindicación 1, caracterizado por que, para cada capa de polvo de madera, se aplica polvo de madera sobre porciones seleccionadas con respecto al soporte, con el fin de formar una geometría específica del producto por medio de la distribución de polvo de madera.
4. Un método de acuerdo con una cualquiera de las reivindicaciones precedentes, caracterizado por que se aplica/n una o varias capas de polvo de madera (23) antes de que el agente aglomerante (33) que se ha depositado sobre la capa inmediatamente precedente, se haya secado por completo.
5. Un método de acuerdo con una cualquiera de las reivindicaciones precedentes, caracterizado por que el cepillo rotativo (15) es desplazado sustancialmente en paralelo con respecto al soporte (4) , con el fin de retirar el exceso de polvo de madera, de tal modo que se obtiene el espesor de capa deseado.
6. Un método de acuerdo con una cualquiera de las reivindicaciones precedentes, caracterizado por que se ha dispuesto un dispositivo rascador (14) sustancialmente en paralelo con el soporte (4) , a fin de retirar el exceso de polvo de madera, de tal modo que se obtiene el espesor de capa deseado.
7. Un método de acuerdo con una cualquiera de las reivindicaciones precedentes, caracterizado por que se utiliza un dispositivo de succión (16) para succionar el exceso de polvo de madera, de tal modo que se obtiene el espesor de capa deseado.
8. Un método de acuerdo con una cualquiera de las reivindicaciones 5 y 6, y de acuerdo con la reivindicación 7,
caracterizado por que la toma (18) al dispositivo de succión (16) es desplazada conjuntamente con el cepillo (15) y/o el dispositivo rascador (14) , a fin de succionar el polvo de madera de las proximidades inmediatas del cepillo (15) y/o del dispositivo rascador (14) .
9. Un método de acuerdo con la reivindicación 8, caracterizado por que el polvo de madera que ya ha sido retirado de la capa de polvo de madera por medio del cepillo (15) y/o del dispositivo rascador (14) , es succionado por medio del dispositivo de succión (16) .
10. Un método de acuerdo con una cualquiera de las reivindicaciones precedentes, caracterizado por que se utiliza pegamento para madera como agente aglomerante.
11. Un método de acuerdo con una cualquiera de las reivindicaciones precedentes, caracterizado por que se utiliza un agente con agua como material de base, como agente aglomerante (33) .
12. Un método de acuerdo con una cualquiera de las reivindicaciones precedentes, caracterizado por que se utiliza un agente resistente al agua como agente aglomerante (33) .
13. Un método de acuerdo con una cualquiera de las reivindicaciones 1-9, caracterizado por que se utiliza como agente aglomerante (33) un adhesivo de fusión en caliente, preferiblemente un adhesivo de fusión en caliente con plástico como material de base.
14. Un método de acuerdo con una cualquiera de las reivindicaciones precedentes, caracterizado por que se forman, cuando se extiende el polvo de madera, capas de polvo de madera (23) que presentan un espesor comprendido en el intervalo entre 0, 1 mm y 5 mm, y, preferiblemente, un espesor de aproximadamente 1 mm.
15. Un método de acuerdo con una cualquiera de las reivindicaciones precedentes, caracterizado por que el polvo de madera es calentado con el fin de reducir el tiempo de secado para el agente aglomerante (33) .
16. Un método de acuerdo con la reivindicación 15, caracterizado por que el polvo de madera es precalentado antes de extender el polvo de madera en capas.
17. Un método de acuerdo con la reivindicación 15 o la reivindicación 16, caracterizado por que el polvo de madera es calentado a una temperatura comprendida en el intervalo entre 30ºC y 70ºC.
18. Un método de acuerdo con la reivindicación 17, caracterizado por que el polvo de madera es calentado a aproximadamente 50ºC.
19. Un método de acuerdo con una cualquiera de las reivindicaciones precedentes, caracterizado por que se utiliza, a la hora de formar las capas de polvo de madera (23) , polvo de madera que tiene un tamaño de las partículas comprendido en el intervalo de tamaños entre 0, 01 mm y 5 mm, y, preferiblemente, del orden de entre 0, 1 mm y 2 mm.
20. Un método de acuerdo con una cualquiera de las reivindicaciones precedentes, caracterizado por que el
producto continuo se trata ulteriormente mediante pulido y/o llenado con el fin de obtener una superficie más suave y/o más sellada.
Patentes similares o relacionadas:
Procedimiento para la producción de gránulos superabsorbentes y/o de un material fibroso a partir de residuos de cultivos, del 6 de Mayo de 2020, de Cormo AG: Un procedimiento para la producción de gránulos superabsorbentes y de un material fibroso a partir de residuos de cultivo de plantas con flores monocotiledóneas […]
Aparato de moldeo para la fabricación de tapones de corcho aglomerados, del 20 de Marzo de 2019, de MEACCI S.R.L.: Un aparato de moldeo para la fabricación de tapones de corcho aglomerado, que comprende: medios de transporte de molde a al menos una estación de moldeo; […]
 Molde en estera para producir pellas de cemento óseo, del 2 de Marzo de 2016, de BIOCOMPOSITES LIMITED: Molde en estera para producir pellas de cemento óseo que incluye cavidades , siendo el tamaño, la separación y la disposición geométrica […]
Molde en estera para producir pellas de cemento óseo, del 2 de Marzo de 2016, de BIOCOMPOSITES LIMITED: Molde en estera para producir pellas de cemento óseo que incluye cavidades , siendo el tamaño, la separación y la disposición geométrica […]
Método de producción de corcho columniforme y aparato de moldeo para producir corcho columniforme, del 11 de Marzo de 2015, de UCHIYAMA MANUFACTURING CORP: Un método de producción de un corcho columniforme, el cual comprende los siguientes pasos: - amasar gránulos de corcho (1a) y resina aglutinante (1b) para hacer una mezcla […]
 Prensa y método para formar una viga a partir de trozos de madera recubiertos de pegamento, del 14 de Marzo de 2013, de Newbeam Sweden Ab: Prensa del tipo usado para prensar trozos de madera recubiertos por pegamento para formar una viga quetiene al menos una parte de la sección recta en forma […]
Prensa y método para formar una viga a partir de trozos de madera recubiertos de pegamento, del 14 de Marzo de 2013, de Newbeam Sweden Ab: Prensa del tipo usado para prensar trozos de madera recubiertos por pegamento para formar una viga quetiene al menos una parte de la sección recta en forma […]
 SISTEMA DE MOLDEO PARA MATERIALES AGLOMERADOS DIVERSOS, del 29 de Octubre de 2012, de ANALCO AUXILIAR CALZADO, S.A.: Sistema de moldeo para materiales aglomerados diversos.
Está destinado para moldear un aglomerado de materiales diversos mezclados con ligantes, incluyéndose un molde que […]
SISTEMA DE MOLDEO PARA MATERIALES AGLOMERADOS DIVERSOS, del 29 de Octubre de 2012, de ANALCO AUXILIAR CALZADO, S.A.: Sistema de moldeo para materiales aglomerados diversos.
Está destinado para moldear un aglomerado de materiales diversos mezclados con ligantes, incluyéndose un molde que […]
 TABLERO ATAMBORADO Y MOLDE PARA SU FABRICACIÓN, del 21 de Mayo de 2012, de ALMAS DE PUERTA, S.L.: Tablero atamborado y molde para su fabricación.
El tablero atamborado incluye un cuerpo o placa central hueca y dos planchas […]
TABLERO ATAMBORADO Y MOLDE PARA SU FABRICACIÓN, del 21 de Mayo de 2012, de ALMAS DE PUERTA, S.L.: Tablero atamborado y molde para su fabricación.
El tablero atamborado incluye un cuerpo o placa central hueca y dos planchas […]
PANEL CON MOLDEADO INVERSO, del 16 de Febrero de 2011, de MASONITE CORPORATION: Un revestimiento para puerta en material de madera compuesta con moldeado inverso, que se moldea a partir de una esterilla de fibras celulósicas refinadas y conteniendo […]