MOLDE PARA FABRICACION DE TABLEROS ATAMBORADOS Y TABLERO ATAMBORADO.
Molde para fabricación de tableros atamborados y tablero atamborado.
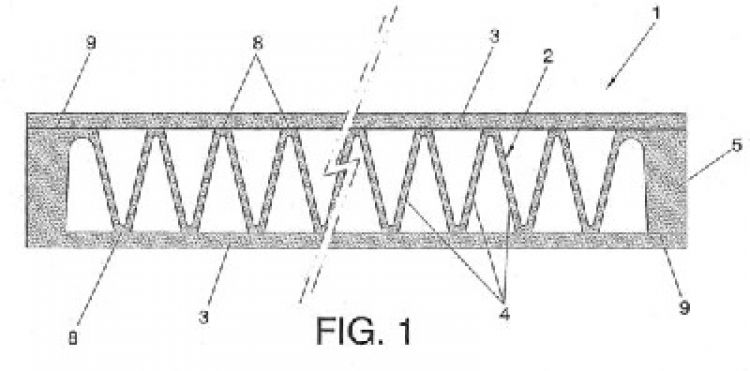
El tablero atamborado (1) incluye un cuerpo central (2) hueco y dos planchas (3) extremas formando sandwich.
El cuerpo central (2) es de aglomerado de partículas de madera y colas y se fabrica en el molde, estando definido aquél por una superficie quebrada de paredes oblicuas (4) y vértices truncados, continuada en un marco perimetral (5). Después se unen con las mismas colas las planchas (3) extremas del mismo material que el cuerpo central (2).
El molde tiene un marco perimetral fijo (19) y un fondo desplazable formado por un bastidor perimetral (23) y una plancha calefactora (20) con una placa dentada (6) que se aproxima a otra placa similar (7) solidaria del plato caliente superior (12) de la prensa para formar el cuerpo central (2). El bastidor perimetral (23) y la plancha calefactora (20) se desplazan independientemente por respectivos cilindros hidráulicos (26, 21) y varillas verticales (27, 22) que atraviesan una plataforma de empuje (30) que será actuada por los cilindros hidráulicos (11) de la prensa para producir el prensado
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200701709.
Solicitante: LOPEZ SANCHEZ,MANUEL.
Nacionalidad solicitante: España.
Provincia: A CORUÑA.
Inventor/es: LOPEZ SANCHEZ,MANUEL.
Fecha de Solicitud: 20 de Junio de 2007.
Fecha de Publicación: .
Fecha de Concesión: 17 de Mayo de 2010.
Clasificación Internacional de Patentes:
- B27N5/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B27 TRABAJO O CONSERVACION DE LA MADERA O DE MATERIALES SIMILARES; MAQUINAS PARA CLAVAR, GRAPAR O COSER EN GENERAL. › B27N FABRICACION DE OBJETOS POR PROCEDIMIENTOS EN SECO, CON O SIN AGENTES AGLOMERANTES ORGANICOS, A PARTIR DE PARTICULAS O DE FIBRAS DE MADERA O DE OTRAS MATERIAS LIGNOCELULOSICAS O SUSTANCIAS ORGANICAS ANALOGAS (conteniendo materias de cemento B28B; formación de sustancias en estado plástico B29C; tableros de fibras hechos a partir de suspensiones de fibras D21J; secado F26B 17/00). › Fabricación de objetos no planos.
- B29C33/42 B […] › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 33/00 Moldes o núcleos; Detalles o accesorios para ellos. › caracterizados por la forma de la superficie del moldeo, p. ej. de nervios o de ranuras.
- B32B21/13 B […] › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 21/00 Productos estratificados compuestos esencialmente de madera, p. ej. una plancha de madera, una lámina de chapado, una hoja de madera aglomerada. › estando compuestas todas las capas exclusivamente de madera.
- B32B3/26 B32B […] › B32B 3/00 Productos estratificados caracterizados esencialmente por el hecho de que una de las capas tiene discontinuidades o rugosidades externas o internas, o bien que una de las capas es de forma no plana (capas de fibras o filamentos B32B 5/02; capas de partículas B32B 5/16; capas de estructura esponjosa B32B 5/18 ); Productos estratificados caracterizados esencialmente por particularidades de forma (B32B 1/00 tiene prioridad). › caracterizados por una capa continua cuyo perímetro de la sección recta tenga una forma especial; caracterizados por una capa que tiene cavidades o huecos internos (alveolos regulares B32B 3/12).
Clasificación PCT:
- B27N5/00 B27N […] › Fabricación de objetos no planos.
- B29C33/42 B29C 33/00 […] › caracterizados por la forma de la superficie del moldeo, p. ej. de nervios o de ranuras.
- B32B21/13 B32B 21/00 […] › estando compuestas todas las capas exclusivamente de madera.
- B32B3/26 B32B 3/00 […] › caracterizados por una capa continua cuyo perímetro de la sección recta tenga una forma especial; caracterizados por una capa que tiene cavidades o huecos internos (alveolos regulares B32B 3/12).
Fragmento de la descripción:
Molde para fabricación de tableros atamborados y tablero atamborado.
Objeto de la invención
La presente invención, según lo expresa el enunciado de esta memoria descriptiva, se refiere a un molde para fabricación de tableros atamborados y el tablero fabricado con dicho molde, presentando unas características muy ventajosas en la elaboración de este tipo de tableros huecos conocidos más comúnmente como atamborados. Con ellos se permite la construcción de muebles utilizando paneles de poco peso en vez de macizos o fabricados artesanalmente mediante una armadura central de listones formando un bastidor y las dos planchas extremas que otorgan una estructura de sándwich al conjunto.
Es un objeto de la invención formar tableros atamborados a partir de la construcción del cuerpo central o núcleo de este sándwich en un molde, siendo este cuerpo central hueco.
Es un objeto de la invención el poder utilizar como tapas o planchas extremas de la estructura del sándwich del tablero atamborado, planchas también de aglomerado que se pegan al núcleo central hueco con las mismas colas de urea formaldehído.
Antecedentes de la invención
Actualmente se fabrican tableros atamborados o puertas atamboradas que incluyen un bastidor o núcleo central hueco formado por largueros y travesaños al que se le adosan por ambas caras sendas tapas de contrachapado unidas con adhesivos o colas.
También existe un tipo ligero de puertas atamboradas que incluyen como núcleo central el referido bastidor y una estructura interna de nido de abeja o similar como armadura suficientemente resistente como para al menos mantener el paralelismo de las tapas de la estructura del sándwich.
Por otra parte, respecto del molde con el que se fabrican los núcleos o paneles centrales de tableros atamborados acorde con la presente invención, cabe citar la Patente de Invención nº P-200601305 del mismo solicitante de la presente invención, en la que se contempla que pueden formarse almas de puertas con los huecos para panelar o acristalar de forma que no se desperdicie material ya que el alma de la puerta queda perfectamente terminada y rematada, solo a falta del rechapado final y sin precisar de ningún mecanizado.
Esta Patente de Invención citada contempla que el molde está formado por un marco perimetral fijo que sigue el contorno del alma de la puerta, o un múltiplo de la superficie de ésta para poder obtener simultáneamente varias almas de puerta en la misma fase de prensado, separándose después mediante cortes.
La plataforma horizontal inferior es desplazable verticalmente a modo de émbolo mediante cilindros hidráulicos, descansando en ella un primer bastidor rectangular ajustado a las dimensiones del hueco del marco perimetral y que puede deslizar en el interior telescópicamente, contando en su superficie con tantas ventanas como almas de puertas estén previstas en el molde. Estas ventanas reciben a su vez a unos segundos bastidores independientes entre sí pero que son desplazables también telescópicamente, incluyendo éstos los respectivos huecos si los hubiera para panelar o acristalar.
El molde se encuentra ubicado en una prensa de pórticos y de manera que el plato superior móvil y caliente de la prensa cierra el molde al contactar con el marco perimetral fijo. Los huecos para panelar o acristalar quedan ocupados con bloques metálicos que permanecen fijos en posición elevada y enrasada con el marco perimetral del molde.
Los bastidores rectangulares primero y segundo o segundos, son accionados hidráulicamente desde abajo y constituyen por sí mismos el plato inferior caliente de la prensa ya que están calorifugados. Los bloques que impiden que acceda producto sobre la superficie del molde, ubicados en el lugar donde está previsto que se formen los huecos para panelar o acristalar, quedan mantenidos en posición elevada por los cilindros hidráulicos que los asisten, y si la puerta es compacta, es decir, maciza y sin huecos para panelar o acristalar, el segundo bastidor es macizo y toda su superficie recibirá la manta de aglomerado de madera y cola.
En la Patente de Invención nº P-200602572 que es también del mismo solicitante de la presente invención, se contemplan unas mejoras en la estructura anteriormente citada, con la que se consigue un automatismo y versatilidad en la fabricación de distintos tipos y modelos de puertas con un mismo molde. Para ello dispone de un marco rectangular con diferentes vaciados o ventanas con el contorno del alma de la puerta a fabricar, para conseguir simultáneamente varias unidades totalmente terminadas definiendo un molde compuesto. Los bloques que ocupan la posición de los huecos para panelar o acristalar están definidos por una pluralidad de elementos transversales que se pueden desplazar individualmente, teniendo igual o distinta amplitud. La superficie útil del primer bastidor rectangular define una zona donde se recibe mayor cantidad de producto puesto que desciende en mayor medida que lo hace el resto, para que en el prensado se obtenga una notable mayor densidad que en el resto.
Los bastidores rectangulares primero y segundo, así como los tacos intermedios independientes con los que se pueden formar los huecos para panelar o acristalar, están soportados por varillas verticales pasantes a través de una plataforma horizontal superior que es accionada por los cilindros hidráulicos inferiores de la prensa, operación esta que se realiza una vez que el plato caliente superior de la prensa ha tapado el molde.
En el Certificado de Adición nº P-200701308 a la Patente de Invención principal nº P-200602572 últimamente comentada, se contemplan unas mejoras en el molde para fabricación de almas de puertas que se centran tanto en la parte fija del molde como en la estructura de elevación y descenso de los bastidores primero y segundo para variar la carrera de desplazamiento dependiendo del espesor que ha de tener el alma de la puerta.
En cuanto al marco rectangular o paredes del molde en el que se pueden fabricar varias unidades en la misma fase de prensado, en lugar de ser fijo para fabricar almas de puertas standard, está dividido en dos partes: una exterior fija perimetral a cada unidad independiente y otra interior móvil desplazable telescópicamente en ésta y susceptible de ocupar dos posiciones: una superior que se mantiene enrasado con la parte exterior perimetral para fabricar almas de puertas standard y otra posición inferior para fabricación de almas de puertas de mayores dimensiones en largo y ancho, al descender en la misma medida que lo hace el primer bastidor rectangular para recibir mayor volumen de material a prensar.
Los cilindros hidráulicos que asisten a estos bastidores primero y segundo se extienden o recogen en la medida deseada dependiendo de la orden que reciban de la unidad automática de control por ordenador que incluye la instalación. Los movimientos de admisión (descenso) son secuenciales durante el avance de los dosificadores que suministran el producto a prensar, ya que en el desplazamiento hacia un lado de la prensa se descarga el producto contenido en las tolvas que en este caso, puede ser DM o partículas de madera y cola con distintas densidades cuando se fabrican almas de puertas de tipo sándwich. Cuando el bastidor móvil en el que está montado el dosificador o dosificadores, sale de la prensa, se realiza el prensado y así cuando regresa al otro lado tiene lugar simultáneamente la retirada de las almas de puerta fabricadas, lo que se lleva a cabo una vez que se ha levantado el plato superior de la prensa y se han extendido los cilindros inferiores de la misma para sacar el alma de la puerta respecto del molde.
El dosificador incluye una amplia tolva central con el producto que ha de constituir la zona central del sándwich del alma de la puerta de dos densidades y otras dos tolvas laterales más pequeñas que contienen el producto de las capas standard del mismo. En el fondo de las tolvas hay rodillos giratorios de paletas que reparten el producto hacia los laterales y además todo el fondo de la tolva está ocupado por dos bandas de transporte que avanzan hacia el centro donde se encuentran unos rodillos con paletas que son los encargados de llenar el molde. En la parte inferior de este chasis o carro desplazable, existen unos rodillos limpiadores de la superficie del molde para evitar que se formen incrustaciones no deseadas.
Descripción de la invención
En líneas generales, el molde para fabricación de tableros atamborados, así como el tablero atamborado obtenido mediante el molde, propuestos por la...
Reivindicaciones:
1. Molde para fabricación de tableros atamborados, siendo éstos del tipo de los que incluyen un panel central hueco y dos planchas extremas de cubrición unidas con adhesivo al panel central, y estando dispuesto el molde en una prensa de pórticos cuyo plato caliente superior se encuentra elevado para permitir la entrada del dosificador que descarga en el molde el producto de aglomerado de madera y colas procedente de una formadora y que desciende después en la fase de prensado cerrando superiormente el molde, definiendo el plato caliente inferior de la prensa el fondo desplazable del molde compuesto a su vez de al menos dos partes independientes desplazables por cilindros hidráulicos y existiendo una o más unidades para fabricación simultánea de varios tableros, caracterizado porque incluye:
2. Molde para fabricación de tableros atamborados, según reivindicación 1, caracterizado porque el carro dosificador (16) es desplazable de uno a otro lado del molde para efectuar la descarga del producto (14) contenido en una amplia tolva dosificadora (15) dotada de rodillos giratorios (39) en disposición transversal y provistos de paletas radiales impulsoras del producto (14) que accede sobre dos bandas de transporte (40) colaterales a ellos y que es batido en esta zona central por dos transportadores de paletas (41) que acceden transversalmente y dirigen el producto (14) hacia los laterales del molde.
3. Molde para fabricación de tableros atamborados, según reivindicación 2, caracterizado porque el carro dosificador (16) incluye en la zona delantera y posterior en la dirección de su movimiento de vaivén, unos rodillos inferiores (43, 44) de barrido que limpian la superficie del molde y uniformizan la capa vertida de producto (14).
4. Molde para fabricación de tableros atamborados, según reivindicación 3, caracterizado porque el producto (14) sobrante barrido por los rodillos (43, 44) es recogido en uno u otro canal (48) previsto a los extremos del molde y conducido para su recuperación con sendos tornillos sinfín (49) del fondo del canal (48) respectivo.
5. Molde para fabricación de tableros atamborados, según reivindicación 1, caracterizado porque las placas dentadas (6, 7) poseen alvéolos (45) en comunicación con canales (46) existentes en respectivas planchas metálicas (12, 20) que materializan los platos calientes de la prensa al estar provistos de galerías (47) de circulación del fluido térmico, eyectándose por dichos alvéolos (45) vapor de agua o aire caliente que optimiza el prensado.
6. Tablero atamborado, del tipo de los que presentan una estructura de sándwich definida por un panel o cuerpo central hueco con al menos un bastidor perimetral y una estructura de relleno de nido de abeja o similar, cerrado por ambas caras con planchas o tapas unidas por encolado, caracterizado porque el cuerpo central hueco (2) está constituido por una capa prensada de aglomerado de madera y colas de urea formaldehído formando una superficie quebrada de paredes transversales (4) oblicuas en zig-zag con perfil en "V" de vértices truncados, que se continúa perimetralmente formando un marco perimetral (5) rectangular, siendo coplanarias las bandas paralelas (8) correspondientes a los truncamientos con respecto a las correspondientes del marco perimetral (5) para aplicación del adhesivo de unión de las planchas o tapas extremas (3) del sándwich.
7. Tablero atamborado, según reivindicación 6, caracterizado porque las planchas o tapas extremas (3) son también de aglomerado de partículas de madera o DM y colas de urea formaldehído, del espesor deseado.
Patentes similares o relacionadas:
Moldes de hueco de bajo CTE con superficie texturizada y método de fabricación y utilización de los mismos, del 29 de Julio de 2020, de Genius Solutions Engineering Company: Una herramienta de rotomoldeo que tiene una superficie texturizada, comprendiendo la herramienta: Una carcasa que tiene; una porción […]
Modelo de recubrimiento de cuero, del 4 de Marzo de 2020, de SMP Deutschland GmbH: Modelo de recubrimiento de cuero para la fabricación de un molde de silicona, que presenta - un modelo de fresado que presenta al menos una ranura con […]
Guante de trabajo ambidiestro con superficies con textura de escamas de pescado, del 30 de Octubre de 2019, de Covco (H.K.) Limited: Un guante de trabajo ambidiestro hecho de material polimérico, dicho guante tiene un patrón de textura de escamas de pescado moldeado externo que proporciona agarre […]
Perfilado de tubos, del 23 de Octubre de 2019, de Crawley, Alan Mark: Un producto perfilado tubular termoformado que comprende: - una primera sección (147a) de producto tubular; - una segunda sección […]
 Molde y método para fabricación del mismo, del 25 de Septiembre de 2019, de Proprietect L.P: Un molde que comprende:
una primera parte de molde que comprende una primera superficie de línea de partición , y
[…]
Molde y método para fabricación del mismo, del 25 de Septiembre de 2019, de Proprietect L.P: Un molde que comprende:
una primera parte de molde que comprende una primera superficie de línea de partición , y
[…]
Herramienta de moldeo por inyección y proceso de moldeo por inyección correspondiente para la producción de un inserto de marca de agua en una criba de drenaje, del 7 de Junio de 2019, de Giesecke+Devrient Currency Technology GmbH: Herramienta de moldeo por inyección para producir un inserto de marca de agua con un relieve de moldeo por inyección multietapa […]
Elemento de asiento de espuma y proceso y molde para su producción, del 6 de Mayo de 2019, de Proprietect L.P: Elemento acolchado que comprende un sustrato de espuma que tiene dispuestas en su interior una primera superficie interna […]
Método para obtener al menos un texturizado superficial en un material plástico y material plástico obtenido por dicho método, del 25 de Febrero de 2019, de SEAT, S.A.: Método para obtener al menos un texturizado superficial en un material plástico , que comprende las etapas de: grabar una textura en al menos una superficie […]