ALMA DE PUERTAS Y TABLEROS ATAMBORADOS, Y PLACAS DENTADAS PARA LOS MOLDES DE FABRICACION.
Alma de puertas y tableros atamborados, y placas dentadas para los moldes de fabricación.
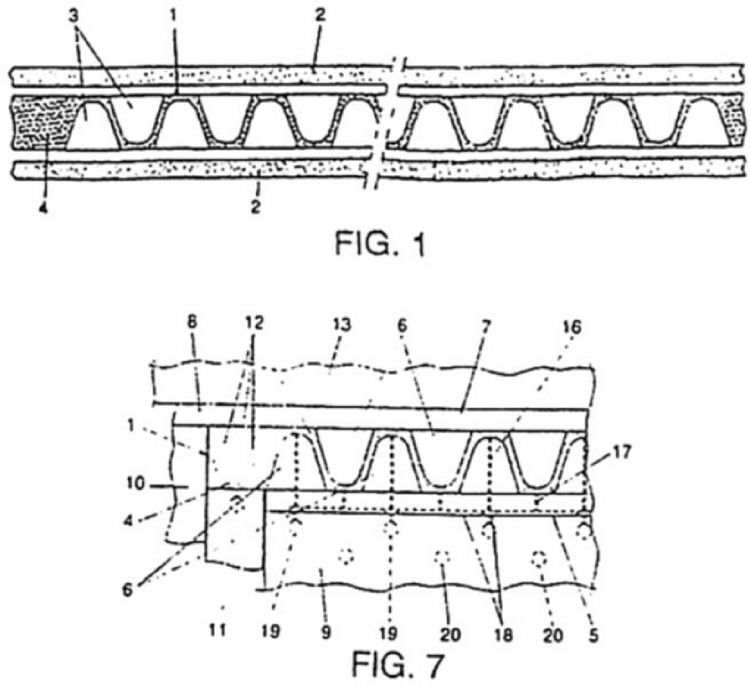
El alma atamborada, tanto de puertas como de tableros, incluye una estructura de sandwich con un núcleo central (1) y dos planchas colaterales (2). El núcleo central (1) es de aglomerado de partículas de madera y colas de urea formaldehído y está constituido por un marco perimetral (4) que delimita la estructura hueca definida por una pluralidad de rehundidos (3) por ambas caras de forma tronco-piramidal o tronco-cónica, distribuidos paralelamente en dos direcciones perpendiculares.Las placas dentadas (5, 5'', 7, 7'') para los moldes de fabricación del núcleo central (1) están montadas en los platos calientes (9, 13) de una prensa. La inferior (5, 5'') está centrada en el fondo del molde y la superior (7, 7'') se superpone a la inferior y tiene una prolongación plana (8) que cierra el molde. Ambas presentan una pluralidad de salientes tronco-piramidales (6) o tronco-cónicos en alineaciones paralelas con igual distribución que los huecos (3) a formar, y desfasados para interconectarse
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200702385.
Solicitante: LOPEZ SANCHEZ,MANUEL.
Nacionalidad solicitante: España.
Provincia: A CORUÑA.
Inventor/es: LOPEZ SANCHEZ,MANUEL.
Fecha de Solicitud: 6 de Septiembre de 2007.
Fecha de Publicación: .
Fecha de Concesión: 21 de Diciembre de 2010.
Clasificación Internacional de Patentes:
- B27N3/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B27 TRABAJO O CONSERVACION DE LA MADERA O DE MATERIALES SIMILARES; MAQUINAS PARA CLAVAR, GRAPAR O COSER EN GENERAL. › B27N FABRICACION DE OBJETOS POR PROCEDIMIENTOS EN SECO, CON O SIN AGENTES AGLOMERANTES ORGANICOS, A PARTIR DE PARTICULAS O DE FIBRAS DE MADERA O DE OTRAS MATERIAS LIGNOCELULOSICAS O SUSTANCIAS ORGANICAS ANALOGAS (conteniendo materias de cemento B28B; formación de sustancias en estado plástico B29C; tableros de fibras hechos a partir de suspensiones de fibras D21J; secado F26B 17/00). › B27N 3/00 Fabricación de objetos sustancialmente planos, p. ej. paneles a partir de partículas o fibras. › Moldeo o prensado (prensas en general B30B).
- B27N5/00 B27N […] › Fabricación de objetos no planos.
- B32B3/26 B […] › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 3/00 Productos estratificados caracterizados esencialmente por el hecho de que una de las capas tiene discontinuidades o rugosidades externas o internas, o bien que una de las capas es de forma no plana (capas de fibras o filamentos B32B 5/02; capas de partículas B32B 5/16; capas de estructura esponjosa B32B 5/18 ); Productos estratificados caracterizados esencialmente por particularidades de forma (B32B 1/00 tiene prioridad). › caracterizados por una capa continua cuyo perímetro de la sección recta tenga una forma especial; caracterizados por una capa que tiene cavidades o huecos internos (alveolos regulares B32B 3/12).
- E06B3/70F
Clasificación PCT:
- B27N3/08 B27N 3/00 […] › Moldeo o prensado (prensas en general B30B).
- B27N5/00 B27N […] › Fabricación de objetos no planos.
- B32B3/26 B32B 3/00 […] › caracterizados por una capa continua cuyo perímetro de la sección recta tenga una forma especial; caracterizados por una capa que tiene cavidades o huecos internos (alveolos regulares B32B 3/12).
- E06B3/70 CONSTRUCCIONES FIJAS. › E06 PUERTAS, VENTANAS, POSTIGOS O CORTINAS METALICAS ENROLLABLES, EN GENERAL; ESCALERAS. › E06B CIERRES FIJOS O MOVILES PARA LA ABERTURA DE LOS EDIFICIOS, VEHICULOS, EMPALIZADAS O CERCADOS SIMILARES EN GENERAL, p. ej. PUERTAS, VENTANAS, CORTINAS, PORTICOS (persianas de cierre o similares A01G 9/22; cortinas A47H; capós o tapas para vehículos B62D 25/10; claraboyas, lumbreras E04B 7/18; sombrillas, toldos E04F 10/00). › E06B 3/00 Bastidores móviles de ventanas, batientes de puertas o elementos similares para cerrar huecos; Colocación de cierres fijos o móviles, p. ej. ventanas; Características de bastidores fijos, relativas al montaje de bastidores en los batientes (E06B 5/00 tiene prioridad; contraventanas o piezas análogas E06B 9/00; cristales C03; unión de hojas de vidrio por fusión C03B 23/203; unión vidrio a vidrio por procedimientos distintos a la fusión o unión de vidrios a otros materiales inorgánicos C03C 27/00). › Batientes de puerta (bastidores de batientes E06B 3/04).
Fragmento de la descripción:
Alma de puertas y tableros atamborados, y placas dentadas para los moldes de fabricación.
Objeto de la invención
La presente invención, según lo expresa el enunciado de esta memoria descriptiva, se refiere a un alma de puertas y tableros atamborados, así como a las placas dentadas que han de utilizarse en los moldes de fabricación de dichas almas, ofreciendo el alma de puertas y tableros unas características estructurales que aventajan a las fabricadas actualmente.
Las almas tanto de puertas como de tableros atamborados se diferencian de las macizas porque tienen su interior hueco (de ahí su calificativo de atamborado) y presentan estructura de sandwich definida por un núcleo central que determina la parte hueca y dos tapas o planchas externas encoladas a la anterior central.
El núcleo central es la parte del sandwich que se fabrica en el molde que es llenado de producto de aglomerado de partículas de madera o DM y colas de urea formaldehido, producto éste que es vertido por una dosificadora que recorre la parte superior del molde. La composición del núcleo central es la misma que la de los tableros convencionales macizos.
El molde una vez lleno de producto es compactado entre los platos calientes de la prensa de pórticos.
Las planchas externas del alma atamborada son del mismo material prensado y pueden así ser pegadas con el mismo tipo de colas termofusibles. A este alma solo le queda rechapar con la lámina de madera noble seleccionada como acabado, para imitar una puerta o tablero macizos. La construcción de uno u otro depende básicamente del tamaño y/o de los espesores como veremos más adelante.
Es un objeto de la invención el mejorar la estructura del núcleo central para que al adosarle las planchas externas, la distribución de las zonas de aplicación de las colas sea uniforme en ambas direcciones perpendiculares, mejorando así el comportamiento al prensado y alcanzar un acabado superficial sin brillos que se producirían por un más reparto de cargas si existiera una disposición asimétrica de las paredes del núcleo atamborado.
Estas características ventajosas que han de presentar las almas de puertas y tableros se consiguen simplemente adoptado una geometría simétrica en ambas direcciones perpendiculares, de los huecos y paredes que conforman la estructura hueca del núcleo central.
Es también objeto de la invención el aportar la estructura correspondiente en las placas dentadas que han de quedar fijadas a los platos calientes de la prensa y concretamente en la base del molde y en el plato caliente superior que cierra el mismo, produciendo en el núcleo, tras el desmoldeo, la configuración y efecto buscados.
Antecedentes de la invención
La patente de invención nº 200601305 del mismo solicitante que la presente invención, contempla un sistema de fabricación de almas de puertas que pueden formarse directamente con los huecos previstos para panelar o acristalar, en un molde formado por un marco perimetral fijo que sigue el contorno del alma de la puerta, o un múltiplo de la superficie de ésta para obtener simultáneamente varias almas de puertas en la misma fase de moldeo, separándolas después mediante cortes. Sobre una plataforma horizontal inferior que es desplazable verticalmente a modo de émbolo mediante cilindros hidráulicos, se encuentra dispuesto un primer bastidor rectangular ajustado a las dimensiones del hueco del marco perimetral y que puede deslizar en el interior, contando en su superficie con tantas ventanas como almas de puerta estén previstas en el molde. Estas ventanas reciben ajustadamente a sendos segundos bastidores independientes entre sí pero que son desplazables telescópicamente, incluyendo éstos los respectivos huecos si los hubiera para panelar o acristalar.
El molde se encuentra ubicado en una prensa de pórticos y de manera que el plato superior móvil y caliente de la prensa cierra el molde al contactar con el marco perimetral fijo de éste. Los huecos para panelar o acristalar quedan ocupados con bloques metálicos que permanecen fijos en posición enrasada con el marco perimetral del molde.
Los bastidores rectangulares primero y segundo o segundos, son accionados hidraulicamente desde abajo y constituyen por sí mismos el plato inferior caliente de la prensa ya que están calorifugados. En el lugar de los huecos referidos quedan situados los bloques que impiden que acceda producto sobre su superficie y si la puerta es compacta, es decir, maciza y sin huecos para panelar o acristalar, el segundo bastidor es macizo y toda su superficie recibirá la manta de aglomerado de partículas de madera y cola.
En la patente de invención nº 200602572 que es también del mismo solicitante de la presente invención, se contemplan unas mejoras en la estructura anteriormente citada, con las que se consigue un automatismo y versatilidad en la fabricación de dichos tipos y modelos de puertas con un mismo molde. Para ello dispone de un marco rectangular con diferentes vaciados o ventanas con el contorno del alma de la puerta a fabricar, para conseguir simultáneamente varias unidades totalmente terminadas, definiendo un molde compuesto.
En esta segunda patente de invención citada, los bloques que ocupan la posición de los huecos para panelar o acristalar están definidos por una pluralidad de elementos transversales que se pueden desplazar individualmente, teniendo igual o distinta amplitud. La superficie útil del primer bastidor rectangular define una zona donde se recibe mayor cantidad de producto puesto que desciende en mayor medida que lo hace el resto, para que en el prensado se obtenga una notable mayor densidad que en el resto.
Los bastidores rectangulares primero y segundo, así como los tacos intermedios independientes con los que se pueden formar los huecos para panelar o acristalar, quedan soportados por varillas verticales pasantes a través de una plataforma horizontal superior que es accionada por los cilindros hidráulicos inferiores de la prensa, operación que se realiza una vez que el plato caliente superior de la prensa ha tapado el molde.
En el certificado de adición nº P 200701308 a la patente de invención principal nº 200602572 últimamente comentada, se contemplan unas mejoras en el molde para fabricación de almas de puertas que se centran tanto en la parte fija del molde, como en la estructura de elevación y descenso de los bastidores primero y segundo para variar la carrera de desplazamiento dependiendo del espesor que ha de tener el alma de la puerta.
Este marco rectangular o paredes del molde, en lugar de ser fijo para fabricar almas de puertas standard, está dividido en dos partes: una exterior fija perimetral a cada unidad independiente y otra interior móvil desplazable telescópicamente en ésta y susceptible de ocupar dos posiciones: una superior que se mantiene enrasado con la parte exterior perimetral para fabricar almas de puertas standard, y otra posición inferior para fabricación de almas de puertas de mayores dimensiones en largo y ancho, al descender en la misma medida que lo hace el primer bastidor rectangular para recibir mayor volumen de material a prensar.
Contempla además este certificado de adición citado que cada unidad independiente posee en la parte exterior fija perimetral y concretamente en sus paredes longitudinales, sendas regletas móviles que pueden descender en mayor o igual medida que lo hace la parte interior móvil, para fabricar almas de puertas de una tercera sobremedida en anchura, recibiendo también esta zona mayor carga de material a prensar. Estas últimas puertas citadas son utilizadas como para el paso de hospitales.
En la patente de invención P 200701710, también del mismo solicitante de la presente invención, se reivindica la estructura del alma de una puerta atamborada y el molde para fabricación del núcleo central hueco de la misma, formándose finalmente la estructura de sandwich de la puerta atamborada al adosar las dos planchas externas o extremas de la sección, como se ha comentado en el apartado anterior.
En el molde se prensa el producto y en la misma fase de prensado se obtiene un marco perimetral macizo que delimita una parte hueca del mismo espesor pero con una pluralidad de canales paralelos de sección en "V" por ambas caras que dan lugar a la formación de paredes oblicuas en zig-zag, estando los vértices truncados y pudiendo existir algún travesaño...
Reivindicaciones:
1. Placa dentada para moldes de fabricación de almas de puertas y tableros atamborados, y más concretamente para fabricación del núcleo central de la estructura de sándwich del alma atamborada, caracterizada porque el núcleo central se forma por prensado de partículas de aglomerado de madera y colas de urea formaldehído entre los platos calientes de una prensa de pórticos, al estar provistos éstos de sendas placas dentadas que conforman las partes huecas o depresiones en ambas superficies del alma, caracterizada porque incluye en su cara vista una pluralidad de salientes tronco-piramidales (6), o tronco-cónicos, de extremo redondeado, distribuidos en dos direcciones perpendiculares, encajando los salientes de una de las placas (5, 5') entre los huecos que se forman entre los salientes tronco-piramidales (6), o tronco-cónicos, de la otra placa dentada (7, 7').
2. Placa dentada para moldes de fabricación de almas de puertas y tableros atamborados, según reivindicación 1, caracterizada porque la que se encuentra adosada al plato caliente superior (13) de la prensa, presenta una extensión perimetral (8) plana respecto del conjunto de sus salientes (7, 7') destinada a cerrar superiormente el molde.
3. Placa dentada para moldes de fabricación de almas de puertas y tableros atamborados, según reivindicación 1, caracterizada porque la que se encuentra adosada al plato caliente inferior (9) de la prensa ocupa solamente la superficie del fondo del molde correspondiente a la zona atamborada del núcleo central (1).
4. Placa dentada para moldes de fabricación de almas de puertas y tableros atamborados, según reivindicación 3, caracterizada porque los salientes (6) de la placa dentada inferior (5, 5') presentan una perforación axial (16) que se abre a unos canales (18) que recorren la cara inferior de la placa (5, 5') para distribución de vapor de agua o aire caliente que es conducido por galerías (19) del plato caliente inferior (9), en comunicación con dichos canales (18).
5. Placa dentada para moldes de fabricación de almas de puertas y tableros atamborados, según reivindicación 3, caracterizada porque las zonas libres entre salientes (6) de la placa dentada inferior (5, 5'), presentan orificios (17) abiertos a los mismos canales (18) que recorren la cara inferior de dicha placa dentada (5, 5').
Patentes similares o relacionadas:
Método para fabricar un componente soldado y uso del componente, del 22 de Julio de 2020, de OUTOKUMPU OYJ: Método para fabricar un componente soldado, donde se coloca al menos una pieza de material entre las piezas metálicas a soldar entre sí, en […]
Núcleo absorbente sin pulpa y método de formación del núcleo, del 17 de Junio de 2020, de CURT G. JOA, INC.: Un método para formar un núcleo absorbente, comprendiendo el método: proporcionar una primera capa de material ; acoplar hilos elásticos bajo tensión […]
ARTÍCULO DE ENVASADO, del 14 de Mayo de 2020, de UROLA, S.COOP.: Artículo de envasado que comprende un material multicapa coextruido, comprendiendo el material multicapa coextruido una capa realizada […]
Estructura laminar para envase que se puede volver a sellar, del 29 de Abril de 2020, de SONOCO DEVELOPMENT, INC.: Una estructura laminar para formar un envase, donde la estructura laminar comprende: una primera capa de película que define una […]
Mejora dimensional de material compuesto de poliuretano para cuero artificial, del 22 de Abril de 2020, de SAGE AUTOMOTIVE INTERIORS, INC: Un material compuesto gofrado, incluyendo: una capa de poliuretano; una capa de espuma carente de recuperación de forma que tiene una superficie superior y una superficie […]
Placa alveolar de paredes múltiples que comprende partículas de vídrio, del 8 de Abril de 2020, de ADEXSI: Placa alveolar de paredes múltiples hecha de material transparente o translúcido, que incluye al menos dos paredes exteriores longitudinales substancialmente […]
 Material compuesto laminar, en particular para la producción de recipientes para alimentos dimensionalmente estables, que tienen una primera resistencia a la flexión que es menor que una resistencia a la flexión adicional, del 25 de Marzo de 2020, de SIG TECHNOLOGY AG: Un material compuesto laminar , que comprende, como una secuencia de capas en una dirección desde una superficie externa del material compuesto […]
Material compuesto laminar, en particular para la producción de recipientes para alimentos dimensionalmente estables, que tienen una primera resistencia a la flexión que es menor que una resistencia a la flexión adicional, del 25 de Marzo de 2020, de SIG TECHNOLOGY AG: Un material compuesto laminar , que comprende, como una secuencia de capas en una dirección desde una superficie externa del material compuesto […]
Lámina para la protección de una superficie de encofrado, instalación de encofrado, procedimiento de fabricación y procedimiento de implementación, del 4 de Marzo de 2020, de pro-T-co: Lámina para la protección de una superficie de encofrado , estando la superficie de encofrado destinada a delimitar un volumen […]