MÉTODO DE INTEGRACIÓN DE ELEMENTOS METÁLICOS EN MATERIALES COMPUESTOS.
Método de integración de elementos metálicos en materiales compuestos que comprende curar capas de fibra compuesta seca (2) en una herramienta (3),
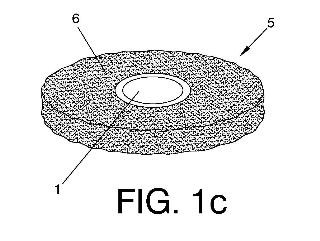
junto con al menos un elemento metálico (1), que es el elemento metálico (1) colocado para el proceso de curado en la posición exacta donde se quiere colocar en una pieza final (5) y las capas de fibra compuesta seca (2) se colocan alrededor del elemento metálico (1) y se obtiene una pieza final (5) con el al menos un elemento metálico (1) totalmente integrado en un material compuesto (6).
El método se usa preferiblemente para integrar un casquillo en un material compuesto. El casquillo a usar puede tener una superficie especial, dependiendo de las cargas que las piezas finales tendrán que soportar.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201031942.
Solicitante: AIRBUS OPERATIONS, S.L.
Nacionalidad solicitante: España.
Inventor/es: SERRANO VELAZ,César.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C39/10 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 39/00 Conformación por moldeo, es decir, introduciendo el material a moldear en un molde o entre dos superficies que la encierran sin presión significativa de moldeo; Aparatos a este efecto (B29C 41/00 tiene prioridad). › incorporando partes o capas preformadas, p. ej. moldeo alrededor de elementos insertos o de objetos a recubrir.
- B29C70/48 B29C […] › B29C 70/00 Conformación de materiales compuestos, es decir, materiales plásticos con refuerzos, cargas o partes preformadas, p. ej. inserciones. › e impregnando los refuerzos en el molde cerrado, p. ej, moldeo por transferencia de resina [RTM].
- C08J5/08 QUIMICA; METALURGIA. › C08 COMPUESTOS MACROMOLECULARES ORGANICOS; SU PREPARACION O PRODUCCION QUIMICA; COMPOSICIONES BASADAS EN COMPUESTOS MACROMOLECULARES. › C08J PRODUCCION; PROCESOS GENERALES PARA FORMAR MEZCLAS; TRATAMIENTO POSTERIOR NO CUBIERTO POR LAS SUBCLASES C08B, C08C, C08F, C08G o C08H (trabajo, p. ej. conformado, de plásticos B29). › C08J 5/00 Fabricación de artículos o modelado de materiales que contienen sustancias macromoleculares (fabricación de membranas semipermeables B01D 67/00 - B01D 71/00). › fibras de vidrio.
Fragmento de la descripción:
MÉTODO DE INTEGRACIÓN DE ELEMENTOS METÁLICOS EN
MATERIALES COMPUESTOS
OBJETO DE LA INVENCIÓN
5 El objeto de la presente invención es proporcionar un método de
inserción de elementos metálicos en materiales compuestos. Específicamente,
la presente invención proporciona un método de inserción de casquillos o
elementos similares en materiales compuestos.
Un objeto adicional de la invención es asegurar que la pieza final tiene el
1O elemento metálico totalmente integrado en su interior, de manera que no sufra
corrosión.
Cuando se realiza el método, no se produce daño del material
compuesto ni delaminaciones entre las capas de fibra del material compuesto.
En consecuencia, las propiedades mecánicas de la pieza final no se ven
15 afectadas.
Otro objeto de la presente invención es proporcionar un método que
puede usarse con diferentes clases de elementos metálicos, tales como
casquillos, cilindros sólidos, rótulas, o cualquier otro elemento. En
consecuencia, pueden usarse diferentes clases de casquillos, de manera que
20 se asegure la alta resistencia de la pieza final a cargas axiales, cargas
rotacionales o una combinación de diferentes fuerzas, dependiendo del
elemento metálico usado.
Un objeto adicional de la invención es proporcionar un método que sea
fácil y barato. La inserción completa del elemento metálico en el material
25 compuesto se consigue en el mismo proceso de fabricación, y el elemento
metálico permanece totalmente integrado en el material compuesto después
del proceso de fabricación.
CAMPO DE LA INVENCIÓN
La presente invención se incluye dentro de la instalación de elementos
30 metálicos o no metálicos en componentes hechos de materiales compuestos,
durante su fabricación, mediante cualquier procedimiento cubierto por los
denominados generalmente Moldeo Líquido de materiales compuestos
("LCM") , y de forma particular por el procedimiento de "RTM" (Moldeo por
transferencia de resina) y "VARTM" (Moldeo por transferencia de resina
35 mediante aplicación de vacío o asistido por vacío) . Los elementos instalados
permanecen totalmente integrados en el laminado compuesto después del
proceso de fabricación.
Específicamente, la presente solicitud se refiere a un método de
instalación de casquillos, huecos o no, destinados a ser usados en:
5 Casquillos para pernos de rotación, ejes de rotación, etc.
Casquillos para la instalación de cojinetes, rótulas, etc (procesos de
grapado) .
Elementos sólidos para permitir la posterior realización de agujeros que
tienen que estar perfectamente alineados después del proceso de integración.
1 O Etc.
ANTECEDENTES DE LA INVENCIÓN
El proceso de fabricación de Moldeo Líquido de materiales compuestos
(LCM) se refiere a un proceso de fabricación con materiales compuestos. Las
capas de fibra compuesta seca se colocan dentro de un útil metálico o molde,
15 con configuración y dimensiones geométricas específicas que dependen del
resultado final deseado. Luego se introduce una resina en el molde que rellena
todos los espacios libres, y se cura. La orientación de las capas de carbono
secas es importante, y también depende del uso futuro del elemento obtenido
de forma general por cualquier procedimiento de LCM, y específicamente por
20 RTM, y/o VACM.
Cuando las capas de fibra compuesta están dentro del útil, l-8-este se
calienta a una temperatura específica y la resina se introduce en el útil a una
alta presión, de manera que la resina llena cualquier espacio libre.
En concreto, los métodos de fabricación para los que se ha desarrollado
25 la presente invención son Moldeo por Transferencia de Resina (RTM) y Moldeo
por Transferencia de Resina Asistido por Vacío (VARTM) . En el proceso de
RTM, se aplica presión para inyectar la resina en el molde. En el proceso de
VARTM, se utiliza vacío para introducir la resina en el molde de forma que la
resina entra en el molde por "absorción".
30 El elemento final obtenido por LCM tiene un buen acabado superficial,
estabilidad dimensional y el proceso per se tiene una alta capacidad de
automatización y bajo coste.
Una patente conocida a partir del estado de la técnica y que está
relacionada con el proceso RTM es el documento US-6146122, que describe
35
un molde para moldear un artículo compuesto. Se forman pluralidades deagujeros en la superficie superior de la palea de presión, y se colocan muelles
en los agujeros. Una lámina laminada se pone en el molde, de tal manera que
cuando el molde superior se une al molde inferior, el molde superior comprime
los muelles, comprimiendo la parte de la lámina laminada firmemente entre la
5 placa de presión y el núcleo.
Otra patente relacionada con el proceso RTM es el documento US-
5855709, donde se describe un método para fabricar una paleta para un
estabilizador de flujo. El cuerpo central de la paleta está hecho de metal o
material compuesto y las paletas de material compuesto son intercambiables, o
1O las paletas y el cuerpo central están moldeados por inyección como una sola
pieza usando el método RTM.
Adicionalmente, la patente FR-2864801 describe un método que
comprende preparar matrices de moldeo y troqueles mediante inyección a baja
presión o moldeo por transferencia de resina (RTM) y el uso de las mismas con
15 soportes de molde metálico auto-soportados.
Cuando un elemento metálico tiene que insertarse en un elemento
hecho de material compuesto, no es conveniente hacerlo usando un ajuste de
interferencia. Este ajuste de interferencia se obtiene cuando del diámetro de la
parte interna de la unión, la parte macho, es mayor que el diámetro de la parte
20 de carcasa o alojamiento, la parte hembra. Si el ajuste de interferencia se usa
para introducir un elemento metálico en un material compuesto, pueden
aparecer delaminaciones entre las capas de la estructura compuesta. También
puede dañarse la estructura compuesta. El resultado es una pérdida de las
propiedades mecánicas del conjunto.
25 En ocasiones, se usan procesos específicos cuando es necesario
instalar componentes metálicos en materiales compuestos, aunque aún hay un
alto riesgo de tener los problemas mencionados, tales como deslaminados,
daños a las fibras de material compuesto, etc.
Un procedimiento típico es introducir, o embutir, los componentes
30 metálicos en la carcasa de material compuesto. Se usa una instalación a
presión o un procedimiento equivalente como, por ejemplo, contracción
térmica. Hay un alto riesgo de deslaminados del material compuesto cuando el
casquillo se inserta, o incluso durante la expansión del casquillo cuando se
templa a temperatura ambiente. También tiene que considerarse que las
35
tolerancias de apriete macho/hembra que requiere esta clase de ajuste sonmuy altas.
Otro procedimiento consiste en introducir el componente metálico
usando un ajuste de holgura. Este ajuste se obtiene entre dos partes cuando el
diámetro de la parte interna, la parte macho, es menor que el diámetro de la
5 parte de carcasa, la parte hembra. Después de introducir el componente
metálico, el diámetro interno se expande mediante la introducción de un
mandril con un diámetro mayor que el diámetro interno del componente
metálico. En consecuencia, el componente metálico se expande y permanece
con ajuste de interferencia en la pieza de material compuesto después del
1O proceso. Pueden aparecer los mismos problemas que los explicados
anteriormente (deslaminados, dificultades en conseguir las tolerancias de
apriete requeridas por esa clase de conjuntos, altos costes para obtener las
tolerancias requeridas, etc.) .
Además de los problemas descritos anteriormente y el alto coste que
15 presentan ambos procesos de instalación, no proporcionan una buena
retención de los casquillos para los casos donde el conjunto tiene que soportar
cargas axiales o rotacionales.
Cuando estos procedimientos se aplican en materiales metálicos,
específicamente al instalar casquillos en materiales compuestos, algunos
20 diseños proporcionan un "surco" o "chaflán" en el casquillo o en la carcasa.
Esto hace posible recalcar/grapar un elemento en el otro para aumentar la
retención del casquillo en el material compuesto. El problema es que puede
conducir a deslaminado o rotura de las fibras del material compuesto.
Por lo tanto, es deseable encontrar un método de instalación de
25 componentes metálicos en...
Reivindicaciones:
1. Método de integración de elementos metálicos en materiales
compuestos, en el que el método comprende curar capas de fibra compuesta
5 seca (2) en una herramienta (3) , junto con al menos un elemento metálico (1 ) ,
que es el elemento metálico (1) colocado para el proceso de curado en la
posición exacta donde se quiere colocar en una pieza final (5) , y las capas de
fibra compuesta seca (2) se colocan alrededor del elemento metálico (1) y se
obtiene una pieza final (5) con el al menos un elemento metálico (1) totalmente
1 O integrado en un material compuesto (6) .
2. Método de integración de elementos metálicos en materiales
compuestos, de acuerdo con la reivindicación 1, en el que el al menos un
elemento metálico (1) usado es un casquillo.
15
3. Método de integración de elementos metálicos en materiales
compuestos, de acuerdo con la reivindicación 1, en el que el método
comprende, una vez que el al menos un elemento metálico (1) y las capas de
fibra de carbono seca (2) están dentro del útil o molde (3) , cerrar y calentar la
20 herramienta (3) e introducir resina (4) en la herramienta (3) a presión, de
manera que la resina llene todos los espacios vacíos.
4. Método de integración de elementos metálicos en materiales
compuestos, de acuerdo con la reivindicación 1, en el que el método
25 comprende, una vez que el al menos un elemento metálico (1) y las capas de
fibra de carbono seca (2) están dentro de la herramienta (3) , cerrar y calentar la
herramienta (3) , e introducir resina (4) en la herramienta (3) usando vacío, de
manera que la resina llene todos los espacios vacíos.
Patentes similares o relacionadas:
Método y molde para la fabricación de piezas de material compuesto, del 15 de Abril de 2020, de AIRBUS OPERATIONS, S.L: Método para la fabricación de piezas de material compuesto, en el que al menos una primera pieza de material compuesto se une a una segunda […]
Proceso para la fabricación de productos de material compuesto empleando un molde con cojinetes, del 19 de Febrero de 2020, de AUTOMOBILI LAMBORGHINI S.P.A.: Proceso para la fabricación de productos elaborados de materiales compuestos, caracterizado por comprender las siguientes fases operativas: - la disposición de uno […]
Método y dispositivo para la fabricación de plástico reforzado con fibra, del 19 de Febrero de 2020, de TORAY INDUSTRIES, INC.: Un método de producción para un plástico reforzado con fibra, en el que una preforma hecha de un sustrato de fibra de refuerzo y que tiene una forma tridimensional y […]
Molde elaborado de un material compuesto y proceso para su fabricación, del 12 de Febrero de 2020, de AUTOMOBILI LAMBORGHINI S.P.A.: Molde para la fabricación de productos elaborado de materiales compuestos, en donde el molde comprende al menos una porción funcional (24, […]
 Componente compuesto de fibra, del 29 de Enero de 2020, de Sogefi HD Suspensions Germany GmbH: Un componente compuesto de fibra con al menos una sección de resorte y al menos una estructura de transferencia de fuerza , en el que el material compuesto de fibra […]
Componente compuesto de fibra, del 29 de Enero de 2020, de Sogefi HD Suspensions Germany GmbH: Un componente compuesto de fibra con al menos una sección de resorte y al menos una estructura de transferencia de fuerza , en el que el material compuesto de fibra […]
Procedimiento de fabricación de una cuaderna circundante de abertura para un fuselaje de aeronave, y cuaderna, del 1 de Enero de 2020, de AIRBUS OPERATIONS, S.L: Procedimiento de fabricación de una cuaderna circundante de abertura para un fuselaje de aeronave, comprendiendo el procedimiento las etapas de: […]
Procedimiento en molde abierto para un material compuesto de matriz de poliamida semicristalina reforzada con fibras, a partir de una composición precursora reactiva de prepolímero, del 1 de Enero de 2020, de ARKEMA FRANCE: Procedimiento de fabricación de un material compuesto termoplástico en molde abierto, comprendiendo dicho material fibras de refuerzo y una matriz […]
Método para la producción de un marco con forma de anillo, del 11 de Diciembre de 2019, de Conseil et Technique: Un método para fabricar un marco en forma de anillo hecho de material compuesto, que comprende al menos los siguientes pasos: - deslizar al menos […]