MÉTODO DE FABRICACIÓN DE LARGUERILLOS CON FORMA DE "T" CON UN ÁNGULO DIFERENTE DE 90º ENTRE EL ALMA Y EL PIE.
Método de fabricación de larguerillos con forma de "T" con un ángulo diferente de 90º entre el alma y el pie.
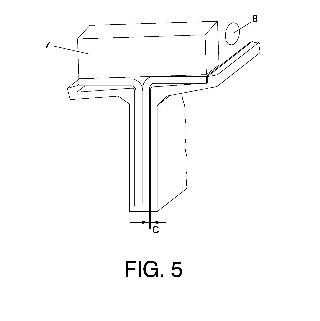
Método de fabricación de larguerillos (1) con forma de "T" con un ángulo diferente de 90º entre el alma (2) y el pie (3), por lo que los larguerillos con forma de "T" tienen un alma del larguerillo y un pie del larguerillo. El método comprende, después de colocar juntos dos semi-larguerillos con forma de "L" conformados en caliente para formar un larguerillo con forma de "T", colocar el larguerillo con forma de "T" dentro de un angular de aleación de invar, dejando un huevo entre el alma del larguerillo y el angular de aleación de invar. Posteriormente, un dispositivo calefactor (7) se mueve sobre la superficie del pie (3) del larguerillo y un rodillo (8) se desliza sobre dicha superficie del pie (3) del larguerillo para adaptar la geometría del pie del larguerillo a la geometría del angular de aleación de invar. El larguerillo con forma de "T" resultante está coencolado sobre una superficie curada, con una línea de adhesivo entre el larguerillo y la superficie curada y, finalmente, el larguerillo con forma de "T" obtenido se cura.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201130889.
Solicitante: AIRBUS OPERATIONS, S.L.
Nacionalidad solicitante: España.
Inventor/es: MIGUEZ CHARINES,YOLANDA, SANCHEZ FERNANDEZ,JULIAN, FUENTES ESPEJO,Antonio José, MACÍAS JAREÑO,Óscar.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C70/34 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 70/00 Conformación de materiales compuestos, es decir, materiales plásticos con refuerzos, cargas o partes preformadas, p. ej. inserciones. › conformación o impregnación por compresión.
- B29C70/44 B29C 70/00 […] › mediante presión isostática, p. ej. moldeo por diferencia de presión, moldeo con bomba de vacío, moldeo en autoclave o moldeo con caucho expandible.
- B29D99/00 B29 […] › B29D FABRICACION DE OBJETOS PARTICULARES A PARTIR DE MATERIAS PLASTICAS O DE SUSTANCIAS EN ESTADO PLASTICO (fabricación de gránulos B29B 9/00; fabricación de preformas B29B 11/00). › Materia no prevista en otros grupos de esta subclase.
Fragmento de la descripción:
MÉTODO DE FABRICACIÓN DE LARGUERILLOS CON FORMA DE quot;Tquot; CON
UN ÁNGULO DIFERENTE DE 90° ENTRE EL ALMA Y EL PIE
OBJETO DE LA INVENCIÓN
5 Un objeto de la presente invención es proporcionar un método de
fabricación de larguerillos con forma de quot;Tquot; que tienen que colocarse en una
superficie inclinada. En estos casos, es necesario fabricar el larguerillo con un
ángulo diferente de 90° entre el alma y el pie dellarguerillo.
De esta manera, un objeto adicional de la invención es proporcionar un
1O larguerillo que se ajusta en su posición teórica en la superficie inclinada donde
tiene que colocarse, de manera que se evita el uso de piezas adicionales para
ayudar allarguerillo a mantener su posición.
CAMPO DE LA INVENCIÓN
15 La presente invención se incluye dentro de la industria aeronáutica y se
refiere a larguerillos para aviones. Más particularmente, se refiere a larguerillos
de material compuesto con forma de quot;Tquot; y a los métodos de fabricación de los
mismos.
20 ANTECEDENTES DE LA INVENCIÓN
En la construcción de aviones, un larguerillo, larguero de fuselaje o
rigidizador es una tira hecha de fibra de carbono. Los diversos larguerillos se
encolan o coencolan sobre un revestimiento de fibra de carbono curado para
construir una parte del avión (por ejemplo, las alas, el estabilizador horizontal
25 de cola, etc.) .
Un tipo muy común de larguerillos es aquel con una sección transversal
con forma de quot;Tquot; que define un alma dellarguerillo y un pie dellarguerillo.
Normalmente, un método de fabricación del larguerillo con forma de quot;Tquot;
para un avión comprende una primera etapa de conformado en caliente de los
30 laminados para conseguir una geometría de semi-larguerillos con una sección
transversal con forma quot;Lquot;, y una segunda etapa para colocar juntos dos semi-
larguerillos conformados en caliente para conseguir un larguerillo con forma de
quot;Tquot;. Después, el larguerillo con forma de quot;Tquot; se encola sobre una superficie
curada, con una línea de adhesivo entre ellos.
Dicho método comprende una tercera etapa, que es un ciclo de curado.
Normalmente, las herramientas de curado son angulares de aleación de invar,
que se ponen siguiendo el contorno dellarguerillo con forma de quot;Tquot; conformado
en caliente, dentro de una bolsa de vacío, durante el ciclo de curado. Debe
observarse que los angulares de invar tienen una apertura de 90° entre la zona
5 de los mismos que cubre el alma de los larguerillos y la zona que cubre el pie
de los larguerillos cuando la superficie sobre la que se encolan los larguerillos
es plana.
Cuando la superficie es curva, entonces el ángulo teórico entre el pie y el
alma de un larguerillo varía ligeramente respecto a los 90°, siendo necesario
1O que el angular de invar que se va a emplear en el curado varíe igualmente
respecto a los 90°. En estos casos, con el método convencional de fabricación
(conformado con un ángulo de 90°) el larguerillo en forma de quot;Tquot; no se ajusta
perfectamente a la geometría del angular de aleación de invar, y es posible
tener derivaciones en la posición teórica del larguerillo sobre la superficie.
15 En el estado de la técnica, cuando tiene que usarse un de aleación de
invar cuya geometría es distinta de los 90°, la solución usada es poner juntos
los dos semi-larguerillos en quot;Lquot; que forman el larguerillo en quot;Tquot; a una altura
diferente. El problema de esta solución es que el pie del larguerillo y la
superficie donde tiene que colocarse no tienen la misma geometría. Cuando el
20 larguerillo se coloca en su posición, hay espacios libres entre el pie del
larguerillo y la superficie. En consecuencia, la unión es una unión de baja
calidad, que puede conducir a futuros problemas en la estructura.
Otra solución conocida de la técnica anterior es doblar el pie del
larguerillo, una vez que se ha curado, para adaptar su geometría a la geometría
25 de la superficie donde se va a colocar. El problema es que este doblado del pie
del larguerillo produce pliegues que son visibles y que dificultan el ensamblaje
de elementos adicionales en ellarguerillo.
El estado de la técnica muestra diferentes enfoques a procesos de
fabricación de larguerillos con forma de T. El documento EP 2 052 846 A 1 pone
30 de manifiesto un método de conformado de una estructura de un material
compuesto con forma de quot;Tquot; que tiene una carga radial. El documento US
2009/0107312 A 1 describe un método y aparato para crear dobleces en
paneles de material compuesto. El documento US 5 827 383 A muestra un
método de fabricación de un conjunto reforzado con un rigidizador.DESCRIPCIÓN DE LA INVENCIÓN
La presente invención está diseñada para superar los inconvenientes
mencionados anteriormente de los larguerillos con forma de quot;Tquot; que tienen que
colocarse en una superficie inclinada.
5 A lo largo de toda la presente invención, el término quot;invarquot;, conocido
genéricamente también como FeNi36 (64FeNi en Estados Unidos) , es una
aleación de níquel (36%) y acero (64%) , destacada por su coeficiente de
expansión térmica (CTE) excepcionalmente bajo. El nombre quot;invarquot; procede de
la palabra invariable, que hace referencia a su ausencia de expansión o
1 O contracción con los cambios de temperatura.
De esta manera, una aleación de invar presenta una expansión
extremadamente baja a aproximadamente temperatura ambiente, haciéndola
particularmente útil en aplicaciones donde se requiere una expansión térmica
mínima y una alta estabilidad dimensional, tal como en instrumentos de
15 precisión, dispositivos optoelectrónicos, bancos ópticos y láser, componentes
electrónicos y otras clases de instrumentos científicos. También tiene una gran
aplicabilidad en la fabricación de herramientas para curar materiales
compuestos. La expresión quot;materiales compuestosquot; incluye diversos materiales
basados en polímeros y no poliméricos, no homogéneos, denominados
20 habitualmente quot;materiales compuestos reforzadosquot;, quot;materiales compuestos de
fibra de carbonoquot; u otros términos adicionales conocidos en la técnica.
La presente invención proporciona un método de fabricación de
larguerillos con forma de quot;Tquot; que tienen que colocarse sobre superficie no
plana. En estos casos, el ángulo entre el pie y el alma de un larguerillo varía
25 ligeramente de 90°. Los angulares de aleación de invar usados para el curado
de los larguerillos mencionados tienen una geometría con un ángulo distinto de
90° entre la zona de los angulares que cubre el alma de los larguerillos y la
zona que cubre el pie de los larguerillos
De esta manera, la presente invención describe un método de
30 fabricación de larguerillos con forma de quot;Tquot; para un avión, que tienen un alma
dellarguerillo y un pie dellarguerillo, y comprendiendo el método:
una primera etapa de conformado en caliente de un laminado de fibra de
carbono para conseguir una geometría de semi-larguerillos con sección
transversal con forma de quot;Lquot;; para esta etapa, el ángulo entre el pie del
35
larguerillo y el alma dellarguerillo es de 90°;una segunda etapa de unión de los dos semi-larguerillos con forma de
quot;Lquot; conformados en caliente para formar un larguerillo con forma de quot;Tquot;; los dos
semi-larguerillos se colocan juntos a diferente altura;
una tercera etapa de colocación del larguerillo con forma de quot;Tquot; dentro
5 de un angular de aleación de invar, dejando un hueco entre el alma del
larguerillo y el ángulo de aleación de invar;
una cuarta etapa de movimiento de un dispositivo calefactor sobre la
superficie del pie del larguerillo y deslizamiento de un rodillo sobre dicha
superficie del pie del larguerillo;
1 O una quinta etapa de unión conjunta del larguerillo con forma de quot;Tquot;
resultante sobre una superficie curada con una línea de adhesivo entre el
larguerillo y la superficie; y
una sexta etapa de curado del larguerillo con forma de quot;Tquot; obtenido.
El hueco entre el alma del larguerillo y el angular de aleación de invar
15 antes de calentar y mover de rodillo debería ser entre 4 y 6 mm para un
espesor del alma del larguerillo entre 6 y 1 O mm, y entre 7 y 9 mm para un
espesor del alma del larguerillo entre 1 O y 15 mm. En cualquier caso, es
bastante importante estar seguro de que el larguerillo no está unido a los
ángulos...
Reivindicaciones:
1. MÉTODO DE FABRICACIÓN DE LARGUERILLOS CON FORMA DE quot;Tquot;
CON UN ÁNGULO DIFERENTE DE 90° ENTRE EL ALMA Y EL PIE, por lo que
5 los larguerillos (1) con forma de quot;Tquot; tienen un alma dellarguerillo (2) y un pie (3)
dellarguerillo, caracterizado por que el método comprende:
- una primera etapa de conformado en caliente de un laminado de fibra de
carbono para conseguir una geometría de semi-larguerillos con sección
transversal con forma de quot;Lquot;;
1O -una segunda etapa de unión de dos semi-larguerillos con forma de quot;Lquot;
conformados en caliente, para formar un larguerillo con forma de quot;Tquot;;
- una tercera etapa de colocación del larguerillo (1) con forma de quot;Tquot; dentro de
un angular de aleación de invar, dejando un hueco (C) entre el alma del
larguerillo (2) y el angular de aleación de invar (6) ;
15 -una cuarta etapa de movimiento del dispositivo calefactor (7) sobre la
superficie del pie (3) del larguerillo y de deslizamiento de un rodillo (8) sobre
dicha superficie del pie (3) dellarguerillo;
- una quinta etapa de coencolado del larguerillo (1) con forma de quot;Tquot; resultante
sobre una superficie curada (4) , con una línea de adhesivo (5) entre el
20 larguerillo (1) y la superficie curada (4) ; y
- una sexta etapa de curado dellarguerillo (1) con forma de quot;Tquot; obtenido.
2. Método de acuerdo con la reivindicación 1, caracterizado por que
cuando se realiza la tercera etapa del método, el hueco (C) está comprendido
25 entre 4 y 6 mm para un espesor del alma del larguerillo entre 6 y 1O mm,
asegurando que el larguerillo (1) no está fijado a los angulares de invar (6) en
ningún punto.
3. Método de acuerdo con la reivindicación 1, caracterizado por que
30 cuando se realiza la tercera etapa del método, el hueco (C) está comprendido
entre 7 y 9 mm para un espesor del alma del larguerillo entre 1 O y 15 mm,
asegurando que el larguerillo (1) no está fijado a los angulares de invar (6) en
ningún punto.
35 4. Método de acuerdo con la reivindicación 1, caracterizado por que
cuando se realiza la tercera etapa del método, el hueco (C) puede reducirse a 2 mm para un espesor del alma del larguerillo hasta 15 mm, si hay una película de separación entre el larguerillo (1) en T, no curado, y los angulares de aleación de invar (6) .
5. Método de acuerdo con cualquiera de las reivindicaciones anteriores, caracterizado por que el dispositivo calefactor (7) es una lámpara de infrarrojos.
6. Método de acuerdo con cualquiera de las reivindicaciones anteriores,
O caracterizado por que el rodillo (8) tiene un recubrimiento hecho de un material flexible.
7. Método de acuerdo con cualquiera de las reivindicaciones anteriores,
caracterizado por que la velocidad a la que se mueve el dispositivo calefactor 15 (7) sobre la superficie del pie (3) dellarguerillo es 1 m 15 min.
8. Larguerillo con forma de quot;Tquot; con un ángulo diferente de 90° entre el alma y el pie, caracterizado por que se fabrica de acuerdo con cualquiera de las reivindicaciones anteriores.
Patentes similares o relacionadas:
Procedimiento de depósito de un material intermedio que permite asegurar la cohesión de este último y material intermedio, del 1 de Julio de 2020, de HEXCEL REINFORCEMENTS: Procedimiento de depósito en continuo sobre una superficie de depósito de un material intermedio constituido por una capa unidireccional de fibras […]
Bolsa de vacío integralmente rígida, reutilizable y método de hacer la misma, del 3 de Junio de 2020, de THE BOEING COMPANY: Una bolsa de vacío para procesar una pieza , que comprende: un diafragma de bolsa elástico flexible generalmente plano adaptado para colocarse sobre la pieza […]
Procedimiento y aparato de conformación o formación de artículos, del 27 de Mayo de 2020, de GENTEX CORPORATION: Un procedimiento de conformación de un material de trabajo plano convirtiéndolo en un producto composite que presenta una forma final, comprendiendo el procedimiento: […]
Método para minimizar inconsistencias que aparecen sobre la superficie de un componente compuesto y una tira compuesta precurada, del 6 de Mayo de 2020, de THE BOEING COMPANY: Método para aplicar una tira compuesta precurada a un componente compuesto , comprendiendo la tira compuesta precurada una primera capa de material […]
Combinación de una pieza compuesta y un conducto de ventilación, y método de fabricación de una pieza compuesta, del 8 de Abril de 2020, de THE BOEING COMPANY: La combinación de una pieza compuesta y un conducto de ventilación para usar en una bolsa de vacío que procesa la pieza compuesta, en donde: el conducto […]
Procedimiento de realización de un panel de cobertura y de protección acústica para un vehículo automóvil, del 8 de Abril de 2020, de TREVES Products, Services & Innovation: Procedimiento de realización de un panel de cobertura y de protección acústica para un vehículo automóvil, dicho procedimiento que comprende las etapas siguientes: - […]
Método y aparato para el cocurado de revestimientos compuestos y refuerzos en un autoclave, del 25 de Marzo de 2020, de THE BOEING COMPANY: Aparato para endurecer en autoclave refuerzos compuestos contra un revestimiento compuesta, que comprende: un instrumento que tiene una superficie del instrumento […]
Herramienta de material compuesto que tiene integridad de vacío y método de fabricación de la misma, del 11 de Marzo de 2020, de THE BOEING COMPANY: Herramienta de material compuesto que tiene integridad de vacío, que comprende: un laminado de material compuesto que incluye una capa de barrera de material […]