Material textil laminífero, no tejido, con alto contenido en celulosa.
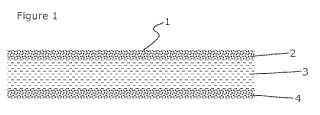
Método para fabricar material (1) textil laminífero, no tejido,
que comprende:
- al menos una primera capa (3) no tejida,
- en ambos lados de dicha primera capa (3), una segunda capa (2) no tejida y una tercera capa (4) no tejida, estandocompuestas las capas segunda (2) y tercera (4) no tejidas esencialmente por fibras hiladas por fusión y teniendocada segunda capa (2) no tejida y tercera capa (4) no tejida un peso base de 12 g/m2 o menos, y
consistiendo el material textil no tejido al menos en el 50% en peso de celulosa natural,formándose la primera capa (3) mediante un proceso de formación por aire;
caracterizado porque:
- la primera capa (3) comprende fibras de celulosa natural y fibras termoplásticas,
- al menos una de las capas segunda (2) o tercera (4) no tejidas se forma por separado e individualmente para seruna banda autoportante con una razón de resistencia a la tracción en húmedo media geométrica / peso base de almenos 7 N/m por g/m2, y
- las tres bandas (2, 3, 4) se unen entre sí con al menos un método del siguiente grupo:
unión ultrasónica o unión térmica o unión adhesiva.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/FI2010/050603.
Solicitante: Suominen Corporation.
Nacionalidad solicitante: Finlandia.
Dirección: Itaemerentori, 2 00180 Helsinki FINLANDIA.
Inventor/es: ESCAFFRE, PASCALE, MEIKLE,GORDON, NORTMAN,BRIAN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23B37/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23B TORNEADO; TALADRADO (usando un electrodo en lugar de una herramienta B23H, p.ej. haciendo agujeros B23H 9/14; trabajando con un haz de laser B23K 26/00; dispositivos para copiar o controlar B23Q). › Escariado utilizando vibraciones de frecuencia ultrasonora (para trabajo de materiales utilizando productos o útiles abrasivos sometidos a vibraciones, p. ej. abrasivos en frecuencia ultrasonora, B24B 1/04).
PDF original: ES-2429498_T3.pdf
Fragmento de la descripción:
Material textil laminífero, no tejido, con alto contenido en celulosa
Campo de la invención La presente invención se refiere a materiales textiles compuestos laminíferos, no tejidos, y a un método para obtener materiales textiles compuestos laminíferos, no tejidos.
Antecedentes de la invención Los materiales textiles no tejidos existen desde hace muchos años y actualmente hay varias tecnologías de producción de materiales no tejidos diferentes que se usan comercialmente. Un área de aplicación importante para materiales textiles no tejidos es en el campo de los materiales de limpieza, también conocidos como “toallitas” o 15 “paños limpiadores”. Las toallitas se usan para un gran número de fines en entornos de limpieza industrial, doméstica, institucional y personal. Dentro de estas aplicaciones, un requisito común es que la toallita sea absorbente con respecto al agua y las disoluciones acuosas, o con respecto a determinados disolventes en el caso de toallitas industriales. Las toallitas a menudo se venden y se envasan en un estado previamente humedecido como “toallitas húmedas”. Otros requisitos comunes de las toallitas incluyen la capacidad de eliminar y retener 20 suciedad, la suavidad, el volumen específico y la resistencia apropiada para el uso deseado, y una baja propensión a formar pelusa (fibras y/o partículas soltadas) . Cuando se desea que la toallita se use en estado húmedo, las propiedades mencionadas anteriormente normalmente se miden como “propiedades en húmedo” una vez que el material textil no tejido se ha humedecido de manera adecuada. Muchas toallitas están destinadas a un único uso (por ejemplo toallitas para la higiene personal y para bebés) o son artículos de reutilización limitada (por ejemplo 25 algunos tipos de toallitas de cocina) . Las tendencias actuales en el campo de las toallitas de consumo (toallitas para bebés, toallitas para la higiene personal y toallitas para la limpieza doméstica incluyendo las toallitas de desinfección) , hacen hincapié en el rendimiento de la limpieza, la economía y la preocupación por el medio ambiente. El consumidor requiere un alto nivel de rendimiento de limpieza, es decir, principalmente la eliminación de la suciedad dejando poca o ninguna pelusa residual o rayas sobre la superficie limpiada. La reducción del peso base 30 de una toallita necesaria para realizar una tarea de limpieza particular consumirá menos materiales de partida por toallita y será más económico. El peso base de las toallitas húmedas para la higiene personal y para bebés es generalmente de desde aproximadamente 40 g/m2 hasta aproximadamente 65 g/m2, y el peso base de las toallitas húmedas para limpieza y desinfección domésticas de consumo es generalmente de desde aproximadamente 40 g/m2 hasta aproximadamente 55 g/m2. Hay una preocupación pública creciente acerca del uso de los recursos naturales que se están utilizando en la fabricación de artículos de limpieza cuyo uso es de duración limitada. Por tanto, hay una demanda creciente de los consumidores de toallitas producidas con menos impacto medioambiental, por ejemplo toallitas compuestas por un alto porcentaje de materiales renovables y sostenibles, y preferiblemente toallitas que son biodegradables tras su uso.
Se usa pasta de madera en diversos tipos de materiales textiles no tejidos obtenidos mediante tecnologías diferentes. Aunque se sabe que los materiales textiles no tejidos compuestos por fibras de pasta de madera son absorbentes, los materiales textiles no tejidos compuestos en su totalidad por fibras de pasta pueden ser indeseables para determinadas aplicaciones de limpieza puesto que carecen de fuerza y resistencia a la abrasión adecuadas, y son propensos a soltar fibras de pasta durante su uso. Una toallita se usa a menudo para limpiar una 45 superficie frotando la toallita sobre la superficie. La acción de frotar erosiona la superficie de la toallita. Si el material usado para obtener la toallita tiene una baja resistencia a la abrasión, esto da como resultado que la toallita tenga una duración relativamente escasa y es probable que un excesivo número de fibras u otras partículas se desprenda de la toallita y contamine la superficie limpiada. Éste es particularmente el caso cuando el sustrato de limpieza contiene pasta de madera. En el pasado, los materiales textiles no tejidos con un alto contenido en pasta se han 50 reforzado o bien mediante la aplicación de aglutinantes químicos o bien usando otras técnicas de unión tales como hidroenmarañado. Cada de uno de estos enfoques tiene inconvenientes. Por ejemplo, el uso de dispersiones de aglutinante químico artificiales añade coste, aumenta generalmente el consumo de energía durante la fabricación debido a la necesidad de secado adicional de la banda y puede producir rayado indeseable cuando se usa la toallita para limpiar una superficie dura tal como vidrio. Debido a la corta longitud de las fibras de pasta de madera 55 (generalmente inferiores a 4 mm, y comúnmente de aproximadamente 2 mm) , el hidroenmarañado del 100% p/p de las bandas de pasta de madera con chorros de agua a alta presión sólo tiene un efecto limitado. En general, deben mezclarse fibras o filamentos más largos con las fibras de pasta, o deben proporcionarse de otro modo, de manera que las fibras de pasta de madera puedan “envolver” las fibras o filamentos más largos durante el proceso de hidroenmarañado. Ejemplos de hidroenmarañado de fibras de pasta de madera en presencia de fibras más largas se 60 dan a conocer en la patente canadiense 841.938 y en la patente estadounidense 5.009.747. El hidroenmarañado con chorros de agua a alta presión es un proceso que requiere alta cantidad de energía y una consecuencia adicional es la densificación del material textil no tejido, es decir la reducción del grosor y el volumen específico de la banda durante el hidroenmarañado. Los materiales textiles no tejidos hidroenmarañados, con alto contenido en pasta de madera todavía pueden formar pelusa en un grado inaceptable y requerir tratamiento adicional tal como la 65 adición de un aglutinante químico.
Se han usado varias tecnologías de hilado por fusión para obtener materiales textiles no tejidos. Los materiales no tejidos hilados por fusión pueden obtenerse a partir de una variedad de resinas termoplásticas incluyendo (pero no exclusivamente) polímeros y/o copolímeros de olefinas, ésteres, amidas, uretanos, y compuestos de vinilo tales como cloruro de vinilo, alcohol vinílico y acetato de vinilo. La (s) resina (s) puede (n) incluir la (s) compuesta (s) por 5 fuentes sostenibles tales como poli (ácido láctico) y otros termoplásticos derivados de plantas. El proceso de obtención de materiales no tejidos hilados produce múltiples filamentos poliméricos, esencialmente continuos, que se disponen sobre una superficie foraminosa móvil para formar una banda suelta, que entonces se une comúnmente por medio de rodillos de calandria calientes. Las bandas no tejidas hiladas generalmente son fuertes y porosas. La patente estadounidense 3.802.817 describe el proceso y el equipo de obtención de materiales no tejidos hilados. El proceso de ablandado por soplado se desarrolló por primera vez en los años 1950 para proporcionar materiales de filtración avanzados, tal como se describe en Van A. Wente en Industrial and Engineering Chemistr y , volumen 48, n.º 8 (1956) . Las patentes estadounidenses 3.379.811, 3.634.573 y 3.849.241 describen el proceso. Las bandas ablandadas por soplado habitualmente son más débiles que la banda no tejida hilada de peso equivalente, pero tienen poros más pequeños y como tal a menudo se usan en aplicaciones de filtración. Las dos tecnologías pueden 15 combinarse para obtener materiales textiles compuestos tales como el material textil compuesto no tejido hilado -ablandado por soplado - no tejido hilado o “SMS” de tres capas, que combina la resistencia del material no tejido hilado con la capacidad de filtración de las bandas ablandadas por soplado. El producto de otra tecnología híbrida es el denominado material no tejido ablandado por soplado de alta resistencia cuyo método de fabricación se describe en las patentes estadounidenses 4.731.215 y 6.013.223. Aunque el uso de bandas hiladas por fusión sintéticas al 100% p/p se ha descrito en la patente estadounidense 6.315.114 B1 y en la solicitud de patente estadounidense 2005/133174 A1, tales toallitas se usan comúnmente en aplicaciones profesionales e industriales más que como toallitas de consumo. Las bandas hiladas por fusión se han combinado con pasta de madera, habitualmente a través de hidroenmarañado, para obtener materiales no tejidos adecuados para su uso como materiales de limpieza. Las patentes estadounidenses 4.442.161, 4.808.467... [Seguir leyendo]
Reivindicaciones:
1. Método para fabricar material (1) textil laminífero, no tejido, que comprende:
- al menos una primera capa (3) no tejida,
- en ambos lados de dicha primera capa (3) , una segunda capa (2) no tejida y una tercera capa (4) no tejida, estando compuestas las capas segunda (2) y tercera (4) no tejidas esencialmente por fibras hiladas por fusión y teniendo cada segunda capa (2) no tejida y tercera capa (4) no tejida un peso base de 12 g/m2 o menos, y
consistiendo el material textil no tejido al menos en el 50% en peso de celulosa natural,
formándose la primera capa (3) mediante un proceso de formación por aire;
caracterizado porque:
- la primera capa (3) comprende fibras de celulosa natural y fibras termoplásticas,
- al menos una de las capas segunda (2) o tercera (4) no tejidas se forma por separado e individualmente para ser
una banda autoportante con una razón de resistencia a la tracción en húmedo media geométrica / peso base de al menos 7 N/m por g/m2, y
-las tres bandas (2, 3, 4) se unen entre sí con al menos un método del siguiente grupo:
unión ultrasónica o unión térmica o unión adhesiva.
2. Método según la reivindicación 1, caracterizado porque tanto las capas segunda (2) como tercera (4) no tejidas tienen un peso base de 12 g/m2 o menos, preferiblemente de 10 g/m2 o menos y ventajosamente de 6 g/m2 o menos.
3. Método según la reivindicación 1 ó 2, caracterizado porque el contenido en fibras de celulosa del material textil no tejido es de al menos el 65%.
4. Método según cualquiera de las reivindicaciones anteriores, caracterizado porque al menos una de las capas
segunda (2) o tercera (4) no tejidas y preferiblemente las capas tanto segunda (2) como tercera (4) no tejidas se fabrican mediante un proceso de ablandado por soplado de alta resistencia.
5. Método según cualquiera de las reivindicaciones anteriores, caracterizado porque las tres capas no tejidas (2, 3, 4) se producen por separado de tal manera que el límite entre cualesquiera dos capas no tejidas adyacentes es distinto porque las fibras en o cerca de las superficies de tales capas adyacentes no se entremezclan significativamente.
6. Método según cualquiera de las reivindicaciones anteriores, caracterizado porque el peso base del material textil
no tejido laminífero es inferior a 200 g/m2, preferiblemente inferior a 100 g/m2 y ventajosamente de entr.
4. 65 g/m2. 45
7. Método según cualquiera de las reivindicaciones anteriores, caracterizado porque el material textil no tejido se fabrica comprendiendo en la primera capa (3) no tejida más del 75% p/p, preferiblemente el 80% p/p o más y ventajosamente entre el 85% p/p y el 90% p/p de fibras de celulosa y menos del 25% p/p, preferiblemente menos del
o igual al 20% p/p y ventajosamente entre el 10 y el 15% p/p de material termoplástico. 50
8. Método según cualquier reivindicación anterior, caracterizado porque las capas tanto segunda (2) como tercera (4) no tejidas se forman por separado e individualmente para ser bandas autoportantes, tras lo cual las tres bandas se reúnen de manera esencialmente inmediata antes de unirse entre sí para formar el material (1) textil no tejido compuesto.
9. Método según cualquiera de las reivindicaciones anteriores, caracterizado porque el material textil se fabrica comprendiendo en cada capa primera, segunda y tercera el mismo material hilado por fusión, material que es ventajosamente un material sostenible y renovable, derivado de materiales vegetales, tales como por ejemplo poli (3hidroxibutirato) (PHB) o poli (ácido láctico) (PLA) .
10. Método según cualquiera de las reivindicaciones anteriores, caracterizado porque la primera capa (3) se forma mediante un método de coformación.
11. Método según cualquiera de las reivindicaciones anteriores, caracterizado porque la primera capa (3) no tejida 65 se diseña antes de que se reúnan las tres bandas (3, 2, 4) .
12. Método según cualquiera de las reivindicaciones anteriores, caracterizado porque las capas primera (3) , segunda (2) y tercera (4) no tejidas se unen entre sí de manera térmica, ultrasónica o por pegado para formar un material (1) textil no tejido laminífero y porque el límite entre cualesquiera dos capas no tejidas adyacentes es distinto porque las fibras en o cerca de las superficies de tales capas adyacentes no se entremezclan significativamente.
13. Método según cualquiera de las reivindicaciones anteriores, caracterizado porque la primera capa (3) se forma como una monocapa esencialmente homogénea.
14. Método según cualquiera de las reivindicaciones anteriores, caracterizado porque la primera capa (3) se forma como una estructura estratificada o en capas, donde el material termoplástico, por ejemplo fibras, se concentran cerca de las superficies superior e inferior de la primera capa (3) no tejida.
15. Material textil no tejido laminífero, que comprende: 15
- al menos una primera capa (3) no tejida,
- en ambos lados de dicha primera capa (3) , una segunda capa (2) no tejida y una tercera capa (4) no tejida, estando compuestas las capas segunda (2) y tercera (4) no tejidas esencialmente por fibras hiladas por fusión y teniendo cada segunda capa (2) no tejida y tercera capa (4) no tejida un peso base de 12 g/m2 o menos, y
consistiendo el material textil no tejido al menos en el 50% en peso de celulosa natural;
caracterizado porque: 25
- la primera capa (3) se forma mediante un proceso de formación por aire,
- la primera capa (3) comprende fibras de celulosa natural y fibras termoplásticas,
- al menos una de las capas segunda (2) o tercera (4) no tejidas se forma por separado e individualmente para ser una banda autoportante con una razón de resistencia a la tracción en húmedo media geométrica / peso base de al menos 7 N/m por g/m2, y
-las tres bandas se unen entre sí con al menos un método del siguiente grupo:
unión ultrasónica o unión térmica o unión adhesiva.
16. Material textil según la reivindicación 15, caracterizado porque el material textil tiene un volumen específico en húmedo de 7, 5 cc/gramo o superior, preferiblemente de 7, 8 cc/gramo o superior y ventajosamente de 8, 1 cc/gramo o superior.
17. Material textil según la reivindicación 15 ó 16, caracterizado porque las fibras de la primera capa no tejida son fibras cortadas cortas.
18. Material textil según cualquiera de las reivindicacione.
15. 17, caracterizado porque la resistencia a la abrasión de Martindale en húmedo del material textil no tejido compuesto con alto contenido en celulosa es mejor que 10 frotamientos, preferiblemente mejor que 20 frotamientos, lo más preferiblemente mejor que 30 frotamientos.
19. Material textil según cualquiera de las reivindicacione.
15. 18, caracterizado porque tanto la segunda capa (2) no tejida como la tercera capa (4) no tejida tienen un peso base de 12 g/m2 o menos, preferiblemente de 10 g/m2 o menos y ventajosamente de 6 g/m2 o menos.
20. Material textil según cualquiera de las reivindicacione.
15. 19, caracterizado porque tanto la segunda (2) como
la tercera (4) capas no tejidas se fabrican con un proceso de ablandado por soplado de alta resistencia. 55
21. Material textil según cualquiera de las reivindicacione.
15. 20, caracterizado porque las capas primera (3) , segunda (2) y tercera (4) no tejidas se unen entre sí de manera térmica, ultrasónica o por pegado para formar un material (1) textil no tejido laminífero y porque el límite entre cualesquiera dos capas no tejidas adyacentes es distinto porque las fibras en o cerca de las superficies de tales capas adyacentes no se entremezclan significativamente.
22. Material textil según cualquiera de las reivindicacione.
15. 21, caracterizado porque el peso base del material textil no tejido laminífero es inferior a 200 g/m2, preferiblemente inferior a 100 g/m2 y ventajosamente de entre 40 y 65 g/m2.
23. Material textil según cualquiera de las reivindicaciones anteriores 15 a 22, caracterizado porque la primera capa (3) no tejida comprende más del 75% p/p, preferiblemente el 80% p/p o más y ventajosamente entre el 85% p/p y el 90% p/p de fibras de celulosa y menos del 25% p/p, preferiblemente menos del o igual al 20% p/p y ventajosamente entre el 10 y el 15% p/p de material termoplástico.
24. Material textil según cualquiera de las reivindicaciones anteriores 15 a 23, caracterizado porque cada capa primera, segunda y tercera comprende el mismo material hilado por fusión, material que es ventajosamente un material sostenible y renovable, derivado de materiales vegetales, tales como por ejemplo poli (3-hidroxibutirato) (PHB) o poli (ácido láctico) (PLA) .
25. Material textil según cualquiera de las reivindicaciones anteriores 15 a 24, caracterizado porque el material textil no tejido laminífero tiene una capacidad de absorción de más del 900% en peso.
26. Material textil según cualquiera de las reivindicaciones anteriores 15 a 25, caracterizado porque el material textil
no tejido comprende al menos el 65% p/p de fibras de celulosa, preferiblemente entre el 70 y el 80% p/p de fibras de 15 celulosa.
27. Material textil según cualquiera de las reivindicaciones anteriores 15 a 26, caracterizado porque el valor de formación de pelusa en húmedo (método gravimétrico) del material textil es de 35 ppm o menos.
28. Material textil según cualquiera de las reivindicaciones anteriores 15 a 27, caracterizado porque el peso base en seco del material textil no tejido compuesto es de entre 40 g/m2 y 65 g/m2 y siendo cada una de las capas (2, 4) exteriores no tejidas una banda no tejida de polipropileno ablandada por soplado de alta resistencia de aproximadamente 6 g/m2 o menos, siendo la primera capa (3) no tejida, es decir el material de lámina de capa intermedia una banda no tejida formada por aire que comprende una combinación de pasta fluff despegada y fibras de polipropileno cortadas cortas o una mezcla de fibras de polipropileno cortadas cortas y fibras bicomponente cortadas cortas de funda de polietileno / alma de polipropileno, siendo la cantidad de pasta fluff despegada de entre el 70 y el 90% p/p en la primera capa (3) no tejida y porque las tres capas se unen entre sí mediante unión por puntos térmica o ultrasónica y porque el límite entre cualesquiera dos capas no tejidas adyacentes es distinto porque las fibras en o cerca de las superficies de tales capas adyacentes no se entremezclan significativamente.
29. Material textil según cualquiera de las reivindicaciones anteriores 15 a 28, caracterizado porque la primera capa (3) no tejida se diseña antes de que se reúnan las tres bandas (3, 2, 4) .
30. Material textil según cualquiera de las reivindicaciones anteriores 15 a 29, caracterizado porque la primera capa 35 (3) es una monocapa esencialmente homogénea.
31. Material textil según cualquiera de las reivindicaciones anteriores 15 a 30, caracterizado porque la primera capa (3) es una estructura estratificada o en capas, donde el material termoplástico, por ejemplo fibras, se concentran cerca de las superficies superior e inferior de la primera capa (3) no tejida.
Patentes similares o relacionadas:
Unidad de herramienta para el mecanizado rotativo asistido por ultrasonido, del 17 de Enero de 2018, de FRITZ STUDER AG: Unidad de herramienta para el mecanizado rotativo asistido por ultrasonido de una pieza de trabajo que contiene: un convertidor con al menos un transductor […]
Juntas de estanqueidad multicapa de grafito flexible/metal adecuadas para condiciones de servicio a alta temperatura, del 26 de Abril de 2017, de CARBONE LORRAINE COMPOSANTS: Placa composite realizada por apilamiento alternado de (n+1) hojas de grafito flexible y de (n) hojas de refuerzo metálicas perforadas […]
Interfaz para un actuador de herramienta o bien para una herramienta, en particular para la conexión con una máquina herramienta, del 16 de Noviembre de 2016, de Sauer Ultrasonic Gmbh: Interfaz para la conexión de una herramienta oscilante con una máquina herramienta, con - un cuerpo de base , que presenta en un primer extremo longitudinal […]
Dispositivo de mecanizado vibratorio, del 13 de Abril de 2016, de CENTRE TECHNIQUE DES INDUSTRIES MECANIQUES: Dispositivo de mecanizado que comprende un bastidor, un árbol de transmisión que discurre a lo largo de un eje (A) y apto para ser acoplado a una […]
Cabeza de perforación con vibraciones axiales, del 4 de Septiembre de 2013, de Arts: Cabeza de perforación con generador de oscilaciones axiales, que comprende un soporte de acoplamiento de la cabeza a un motor de arrastre en rotación del soporte […]
PROCESO PAR ALA PREPARACION DE UN DISPOSITIVO DE ADMINISTRACION ORAL., del 16 de Julio de 2006, de SMITHKLINE BEECHAM P.L.C. SMITHKLINE BEECHAM CORPORATION: Un proceso para la preparación de un dispositivo de administración oral que incluye un agente activo farmacéuticamente, estando el núcleo […]
APARATO Y METODO PARA FABRICAR PRODUCTOS METALICOS DE MULTIPLES CAPAS., del 1 de Febrero de 2006, de ATD CORPORATION: Aparato y método para fabricar productos metálicos de múltiples capas. Material de alimentación de metal de múltiples capas se reúne a partir de múltiples […]
 HERRAMIENTA DE CABEZA OSCILANTE, del 1 de Diciembre de 2008, de SAUER GMBH: Herramienta con un porta-herramientas y con un saliente de husillo , en la que el porta-herramientas presenta en un primer extremo […]
HERRAMIENTA DE CABEZA OSCILANTE, del 1 de Diciembre de 2008, de SAUER GMBH: Herramienta con un porta-herramientas y con un saliente de husillo , en la que el porta-herramientas presenta en un primer extremo […]