MATERIAL DE SOLDADURA PARA COMPONENTES DE ACERO INOXIDABLE, EN ESPECIAL PARA LA SOLDADURA EN HORNO DE INTERCAMBIADORES DE CALOR PARA GASES.
Material de soldadura para componentes de acero inoxidable, en especial para la soldadura en horno de intercambiadores de calor para gases.
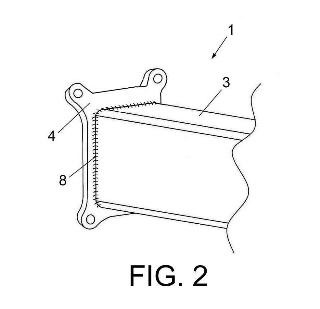
Material de soldadura (8) para componentes de acero inoxidable, en especial para la soldadura en horno de intercambiadores de calor (1) para gases, estando dicho material de soldadura (8) fabricado de una aleación que comprende boro, y se caracteriza por el hecho de que comprende un porcentaje de niobio capaz de reaccionar con el nitrógeno contenido en el propio acero inoxidable de los componentes a soldar, siendo susceptible de formar nitruros de niobio, y evitando así que el nitrógeno reaccione con el boro del material de soldadura (8).
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201131606.
Solicitante: VALEO TERMICO, S.A..
Nacionalidad solicitante: España.
Inventor/es: GRACIA LAZARO,BENJAMIN, LARROSA LACUEY,Carmen.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23K35/22 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 35/00 Varillas de soldar, electrodos, materiales o medios ambientes utilizado para la soldadura sin fusión, la soldadura o el corte. › caracterizados por la composición o naturaleza del material.
- C22C38/12 QUIMICA; METALURGIA. › C22 METALURGIA; ALEACIONES FERROSAS O NO FERROSAS; TRATAMIENTO DE ALEACIONES O METALES NO FERROSOS. › C22C ALEACIONES (tratamiento de alegaciones C21D, C22F). › C22C 38/00 Aleaciones ferrosas, p. ej. aleaciones del acero (aleaciones de hierro colado C22C 37/00). › que contienen tungsteno, tántalo, molibdeno, vanadio o niobio.
- C22C38/32 C22C 38/00 […] › con boro.
- C22C38/34 C22C 38/00 […] › con más de 1,5% en peso de silicio.
Fragmento de la descripción:
Material de soldadura para componentes de acero inoxidable, en especial para la soldadura en horno de intercambiadores de calor para gases La presente invención se refiere a un material de soldadura para componentes de acero inoxidable.
El material de soldadura de la invención se aplica especialmente para la soldadura en horno de intercambiadores de recirculación de gases de escape de un motor (EGRC) .
ANTECEDENTES DE LA INVENCIÓN
En algunos intercambiadores de calor para el enfriamiento de gases, por ejemplo los utilizados en sistemas de recirculación de los gases de escape hacia la admisión de un motor de explosión, los dos medios que intercambian calor están separados por una pared.
El intercambiador de calor propiamente dicho puede tener distintas configuraciones: por ejemplo, puede consistir en una carcasa en cuyo interior se disponen una serie de conductos paralelos para el paso de los gases, circulando el refrigerante por la carcasa, exteriormente a los conductos; en otra realización, el intercambiador consta de una serie de placas paralelas que constituyen las superficies de intercambio de calor, de manera que los gases de escape y el refrigerante circulan entre dos placas, en capas alternadas.
En el caso de intercambiadores de calor de haz de conductos, la unión entre los conductos y la carcasa puede ser de diferentes tipos. Generalmente, los conductos están fijados por sus extremos entre dos placas de soporte acopladas en cada extremo de la carcasa, presentando ambas placas de soporte una pluralidad de orificios para la colocación de los respectivos conductos. Dichas placas de soporte están fijadas a su vez a unos medios de conexión con la línea de recirculación.
Dichos medios de conexión pueden consistir en una conexión en V o bien en un reborde periférico de conexión o brida, dependiendo del diseño de la línea de recirculación donde está ensamblado el intercambiador. En algunos casos, la placa de soporte está integrada en una única pieza con los medios de conexión formando una única brida de conexión. Los medios de conexión también pueden consistir en un depósito de gas dispuesto en uno o ambos extremos de la carcasa.
En la actualidad, los intercambiadores de calor EGR son metálicos, generalmente fabricados de acero inoxidable austenítico, siendo en la mayoría de los casos AISI 304.
Tanto los intercambiadores de haz de conductos como los de placas apiladas, presentan todos sus componentes metálicos, de modo que están ensamblados mediante medios mecánicos y luego soldados en horno para asegurar un nivel de estanqueidad requerido para esta aplicación.
Para los intercambiadores EGR, un material de soldadura muy común para la soldadura en horno es la aleación Ni620, de acuerdo con la nueva norma ISO 17672 :2010, y conocida como BNi2 (por AWS) que contiene boro. Esta aleación es barata y es la más usada para soldar en horno intercambiadores de acero inoxidable, especialmente con soldadura en horno al vacío.
Cada vez más, se tiende a fabricar los componentes del intercambiador de calor en países donde el coste de fabricación es menor. Sin embargo, en ocasiones se producen problemas debido a que los componentes no siempre se sueldan en horno correctamente.
El problema que se ha detectado es que el material de soldadura Ni620 no moja la superficie del componente a soldar y no se extiende, por lo que no se produce una correcta soldadura en horno con el consiguiente riesgo de fugas.
La composición del material de soldadura Ni620 incluye: 6-8 % de cromo; 4-5 % de silicio; 2, 75-3, 5 % de boro; 2, 5-3, 5 % de hierro y el resto es níquel.
Para realizar las pruebas de análisis, se colocan algunas gotas de este material de soldadura sobre una parte del componente a soldar y luego se introduce en el horno para su soldadura como un intercambiador de calor estándar.
Cuando las gotas del material de soldadura se extienden sobre la superficie del componente a soldar entonces se produce una buena soldadura en horno, en caso contrario la soldadura es deficiente con los consiguientes problemas de fugas.
Considerando el caso de las juntas entre los tubos de gas y las placas de soporte, en la mayoría de tubos la soldadura en horno es suficientemente buena, pero si algunos tubos o incluso solo uno no se sueldan parcial o totalmente, el resultado final es una fuga.
Para analizar este problema, se han realizado pruebas con diferentes tipos de componentes y diferentes tecnologías de fabricación de los mismos, por ejemplo, tubos de gas con corrugaciones, conductos del fluido refrigerante y bridas fabricadas mediante fundición.
En algunos casos, se ha detectado que este problema está relacionado con el proceso de recocido de los componentes durante su fabricación. En estos casos, el fabricante de estos componentes utiliza hornos en continuo con una atmósfera de una mezcla de nitrógeno e hidrógeno procedente de un proceso de craqueo de amoniaco.
Si el proceso de craqueo no está bien controlado, una mínima cantidad de amoniaco puede producir un efecto de nitruración sobre la superficie del componente a soldar, depositándose nitrógeno que perturba la subsiguiente soldadura en horno.
En otros casos, donde no existe un proceso de recocido, por ejemplo en caso de bridas fabricadas mediante fundición, se ha sospechado que la causa del problema es la calidad de la materia prima. Sin embargo, el certificado de materiales es correcto, garantizando un tanto por ciento de nitrógeno por debajo del límite establecido.
De acuerdo con normativas internacionales, las aleaciones de acero inoxidable austenítico 1.4301 (AISI 304) pueden incluir hasta un 0, 11% de nitrógeno, pero no es posible evitarlo completamente debido al proceso de refinado del acero.
Por ello, el nitrógeno reacciona con el boro contenido en el material de soldadura Ni620, con el consiguiente problema de la formación de nitruros de boro, afectando negativamente a la soldadura en horno. Además, el nitrógeno es difícil de analizar y usualmente no está indicado en el certificado del material, y dependiendo de la técnica de análisis, ya sea volumétrica, espectroscópica o similar, se obtienen diferentes resultados. En los tests realizados mediante microscopio SEM, se ha encontrado en los componentes analizados una presencia de nitrógeno superficial cerca de la gota de material de soldadura que no se ha extendido suficientemente. En ocasiones, con un microscopio SEM se ha encontrado nitrógeno local en el rango del 10% en algunos casos, reaccionando con el boro.
Es sabido que la presencia de niobio en el acero es beneficioso para la soldadura en horno cuando existe algo de nitrógeno en el acero.
Cuando el carbono y el nitrógeno están presentes, el niobio reacciona primero con el carbono para formar NbC, y después, el niobio reacciona con el nitrógeno para formar NbN.
Por tanto, la cantidad de niobio requerido deber estar de acuerdo con la siguiente relación:
%Nb %C %N
>+
1214
Esta relación está citada en la patente US4461811 que incluye además titanio y tantalio como elementos estabilizadores.
Para un acero inoxidable austenítico bajo en carbono con < 0, 03% de carbono y un rango de 0, 05% de nitrógeno, es necesario una cantidad de 0, 56% mínimo de niobio.
Por otra parte, el material de soldadura Ni620 puede tener como impurezas hasta un 0, 06% de carbono. Además, para el caso de un acero tipo AISI 304 con < 0, 08% de carbono y el máximo de nitrógeno de 0, 11%, sería necesario una cantidad de 1, 81 % mínimo de niobio.
La solicitud de patente española nº 2351281 del mismo titular que la presente solicitud, describe un intercambiador de calor para gases fabricado de acero inoxidable, que comprende una brida de acero inoxidable ferrítico unida al núcleo del intercambiador mediante soldadura en horno utilizando un material de soldadura fabricado de una aleación que incluye boro. El acero inoxidable ferrítico de la brida además comprende un porcentaje de niobio capaz de reaccionar con el nitrógeno contenido en el propio acero inoxidable ferrítico, formando nitruros de niobio, por lo que se evita que el nitrógeno reaccione con el boro del material de soldadura.
DESCRIPCIÓN DE LA INVENCIÓN
El objetivo del material de soldadura para componentes de acero inoxidable, en especial para la soldadura en horno de intercambiadores de calor para gases de la presente invención es solventar los inconvenientes que presentan los materiales de soldadura conocidos en la técnica, proporcionando un material de soldadura con una adecuada mojabilidad y sin necesidad de modificar el material de acero inoxidable de los...
Reivindicaciones:
1. Material de soldadura (8) para componentes de acero inoxidable, en especial para la soldadura en horno de intercambiadores de calor (1) para gases, estando dicho material de soldadura (8) fabricado de una aleación que comprende boro, caracterizado por el hecho de que comprende un porcentaje de niobio capaz de reaccionar con el nitrógeno contenido en el propio acero inoxidable de los componentes a soldar, siendo susceptible de formar nitruros de niobio, y evitando así que el nitrógeno reaccione con el boro del material de soldadura (8) .
2. Material de soldadura (8) , según la reivindicación 1, en el que su composición química incluye por peso deentre 6 a 8 % de cromo, 4 a 5 % desilicio, 2, 75a 3, 5 % de boro, 2, 5 a 3, 5 % de hierro, y 0, 5 a 4 % de niobio.
3. Material de soldadura (8) , según la reivindicación 1 o 2, en el que el porcentaje en peso de niobio añadido es de un 2%.
4. Material de soldadura (8) , según la reivindicación 1 o 2, que incluye cromo hasta el 20% en peso para mejorar la resistencia a la corrosión.
Patentes similares o relacionadas:
Procedimiento para la fabricación de una lámina de acero recuperada que tiene una matriz austenítica, del 15 de Julio de 2020, de Arcelormittal: Procedimiento de fabricación de una lámina de acero recuperada que tiene una matriz austenítica que presenta al menos una propiedad mecánica (M) […]
Procedimiento de fabricación de un riel de acero hipereutectoide endurecido en la cabeza, del 24 de Junio de 2020, de Arcelormittal: Un procedimiento de fabricación de un riel de acero hipereutectoide endurecido en la cabeza que comprende endurecer la cabeza de un riel de acero que tiene una composición que […]
Método para fabricar una herramienta de conformación en caliente y herramienta de conformación en caliente fabricada con este, del 10 de Junio de 2020, de Buderus Edelstahl Gmbh: Método para la producción de una herramienta de conformación en caliente para el endurecimiento y conformación o el endurecimiento en prensa […]
Plancha de acero de buena resistencia a la fatiga y crecimiento de grietas y método de fabricación de la misma, del 3 de Junio de 2020, de BAOSHAN IRON & STEEL CO., LTD: Plancha de acero que tiene excelente resistencia al crecimiento de grietas por fatiga, siendo los componentes de la plancha de acero en porcentaje en peso: C: 0,040-0,070%, […]
Chapa de acero galvanizado por inmersión en caliente de alta resistencia con una capacidad excelente de moldeo, pequeña anisotropía del material y una resistencia a la tracción final de 980 mpa o más, chapa de acero galvanizado por inmersión en caliente de alta resistencia y método para su fabricación, del 20 de Mayo de 2020, de NIPPON STEEL CORPORATION: Una chapa de acero galvanizado por inmersión en caliente de alta resistencia que tiene pequeña anisotropía del material y excelente conformabilidad con una resistencia […]
Procedimiento de fabricación de un producto de acero de alta resistencia y producto de acero obtenido de este modo, del 13 de Mayo de 2020, de Arcelormittal: Un procedimiento de fabricación de un producto de acero, que comprende las etapas sucesivas que consisten en: - proporcionar un producto de partida de acero calentado […]
Imán sinterizado de tierras raras de material compuesto de serie R-Fe-B que contiene Pr y W y método de fabricación del mismo, del 6 de Mayo de 2020, de Xiamen Tungsten Co. Ltd: Un imán sinterizado de tierras raras a base de material compuesto de R-Fe-B que comprende Pr y W, en donde, el imán sinterizado de tierras raras comprende una fase […]
Plancha de acero HT550 con tenacidad ultraalta y soldabilidad excelente y método de fabricación de la misma, del 6 de Mayo de 2020, de BAOSHAN IRON & STEEL CO., LTD: Plancha de acero HT550 con tenacidad ultraalta y soldabilidad excelente, que tiene los siguientes componentes en porcentaje en peso: C: el 0,04% ∼0,09%; […]