Máquina de manipulación para manipular raíles y proceso de manipulación de la misma.
Máquina de manipulación para manipular un raíl (9), provista con una cabeza y un reborde,
comprendiendo lamáquina:
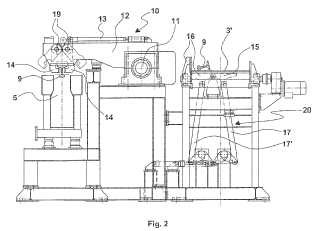
- una pluralidad de medios de basculación (20) para hacer que bascule el raíl (9) desde una primera posición queestá inclinada sobre un lado del mismo hasta una segunda posición en la que la cabeza de raíl está girada haciaarriba;
- una pluralidad de manipuladores (10) provistos con unos medios de sujeción que están adaptados para sujetarel raíl (9) en el reborde,
en la que cada uno de dichos medios de sujeción está provisto con dos mordazas (14), que pueden pivotaralrededor de unos pasadores de pivote (19) respectivos y configuradas de tal modo que tiene lugar la sujecióndel raíl poniendo en contacto unas porciones (31', 31") de la superficie interna de las mordazas (14) solo con loslados del reborde del raíl (9),
en la que cada uno de dichos medios de basculación (20) comprende unos brazos de palanca que estánadaptados para accionar una primera placa (15) respectiva y una segunda placa (16) respectiva, estandoarticulado cada par de placas primera y segunda (15, 16) con un mismo pasador (22),
caracterizada por que
los manipuladores (10) están adaptados para mover el raíl (9) desde dicha segunda posición en la que la cabezade raíl está girada hacia arriba hasta una tercera posición en la que la cabeza de raíl está girada hacia abajo, ylas placas primera y segunda (15, 16) de cada par están configuradas con el fin de hacer que el raíl (9) basculedesde la primera posición que está inclinada sobre un lado del mismo,
en la que dichas placas primera y segunda de cada par están alineadas con el fin de definir una seccióntransversal con forma de L como un todo, que tiene el brazo más largo sustancialmente paralelo al plano definidopor la mesa de rodillos 3' hasta la segunda posición en la que la cabeza de raíl está girada hacia arriba, en la quedichas placas primera y segunda de cada par definen una sección transversal con forma de C como un todo,y en la que las segundas placas (16) en dicha segunda posición están adaptadas para cooperar con losmanipuladores (10) mediante lo cual, antes de la sujeción del raíl (9), tiene lugar un enderezamiento del raílgirando los manipuladores (10) comenzando a partir de una posición de descanso de los mismos con el fin deelevar el raíl (9), por medio de una superficie de soporte 24, para alcanzar una posición de contacto entre lacabeza de raíl y las segundas placas (16).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2009/066447.
Solicitante: DANIELI & C. OFFICINE MECCANICHE SPA.
Inventor/es: POLONI, ALFREDO, ANDREATTA, DANIELE, SCHREIBER,MARCO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21B39/24 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21B LAMINADO DE METALES (operaciones auxiliares en relación con el trabajo de los metales previstos en la clase B21, ver B21C; curvado por pasado entre rodillos B21D; fabricación de objetos particulares, p. ej. tornillos, ruedas, anillos, cilindros o bolas, por laminado B21H; soldadura por presión por medio de un laminado B23K 20/04). › B21B 39/00 Sistemas para hacer avanzar, sujetar o presentar el material, o para controlar su movimiento, combinados con laminadores, dispuestos en los laminadores, o especialmente concebidos para ser utilizados con laminadores (guiado, transporte o acumulación de materiales de gran flexibilidad en bucles o en arcos B21B 41/00; especialmente asociados a los lechos de enfriamiento B21B 43/00; transporte en general B65G). › por medio de pinzas o de ganchos.
- C21D1/63 QUIMICA; METALURGIA. › C21 METALURGIA DEL HIERRO. › C21D MODIFICACION DE LA ESTRUCTURA FISICA DE LOS METALES FERROSOS; DISPOSITIVOS GENERALES PARA EL TRATAMIENTO TERMICO DE METALES O ALEACIONES FERROSOS O NO FERROSOS; PROCESOS DE MALEABILIZACION, p.ej. POR DESCARBURACION O REVENIDO (cementación por procesos de difusión C23C; tratamiento de la superficie de materiales metálicos utilizando al menos un proceso cubierto por la clase C23 y al menos un proceso cubierto por la presente subclase, C23F 17/00; solidificación unidireccional de materiales eutécticos o separación unidireccional de materiales eutectoides C30B). › C21D 1/00 Métodos o dispositivos generales para tratamientos térmicos, p. ej. recocido, endurecido, temple o revenido. › para baños de temple.
- C21D9/04 C21D […] › C21D 9/00 Tratamiento térmico, p. ej. recocido, endurecido, revenido, temple, adaptado para artículos particulares; Sus hornos. › para raíles.
- C21D9/06 C21D 9/00 […] › a fin de disminuir la tendencia a la ondulación.
PDF original: ES-2437091_T3.pdf
Fragmento de la descripción:
Máquina de manipulación para manipular raíles y proceso de manipulación de la misma Campo de la invención [0001] La presente invención se refiere a una máquina de manipulación de raíles, en particular a una máquina adecuada para manipular por lo menos un raíl en una planta de tratamiento térmico para cabezas de raíl, estando dispuesta dicha planta de tratamiento térmico en línea e inmediatamente aguas abajo de una planta de laminado, y
también se refiere a un proceso de manipulación de raíles de la misma.
Estado de la técnica
La técnica anterior integra diversas soluciones de sistemas para tratar térmicamente raíles laminados, en 15 particular para endurecer la cabeza por medio de operaciones de temple.
Muchos de estos sistemas no están dispuestos inmediatamente en la salida del tren de laminado. Esto comporta la necesidad de almacenar los raíles laminados y de calentar a continuación los mismos antes de proceder con el tratamiento de temple térmico, con un elevado consumo de energía y una baja eficiencia.
En otras soluciones, en su lugar, estos sistemas están dispuestos aguas abajo del tren de laminado: el raíl laminado se descarga sobre una mesa de rodillos que está fijada al suelo; este se recoge a continuación mediante unos manipuladores, que comprenden unos brazos de palanca complejos, que dirigen el movimiento del raíl durante el tratamiento térmico que experimenta el raíl; y, por último, este se expulsa sobre el lecho o placa de enfriamiento por medio de unos mecanismos de expulsión apropiados.
El documento JP-2003160813 divulga un dispositivo para tratar térmicamente los raíles que provienen de un tren de laminado, que comprende un sistema de manipulación con unos medios de basculación para colocar el raíl en la posición erguida, y unos medios de sujeción que entran en contacto con el raíl solo en los lados del reborde,
con el fin de evitar la deformación del raíl en el proceso de temple.
Los raíles, o bien calentados o bien directamente procedentes del tren de laminado, se someten a un enfriamiento rápido de la cabeza o bien mediante el uso de unas boquillas de pulverización que inyectan un fluido de enfriamiento (agua, aire o agua mezclada con aire) sobre la cabeza de raíl o bien mediante la inmersión de la cabeza en un depósito que contiene el fluido de enfriamiento.
En particular, si se usa el depósito de inmersión, el enfriamiento es más uniforme en sentido longitudinal, pero en todos los casos la diferencia de temperatura entre la base del raíl caliente y la cabeza enfriada da como resultado la deformación o flexión del raíl.
De hecho, el raíl ya está doblado en la salida de la planta de laminado. En particular, debido a la diferencia de temperatura entre el reborde (o suela) y la cabeza, el raíl se dobla formando una concavidad sobre el lado más frío.
El reborde está más frío que la cabeza antes de llevar a cabo el tratamiento térmico; por lo tanto, el reborde 45 tiene un perfil longitudinal cóncavo.
Durante el tratamiento térmico, la cabeza se enfría más rápido que el reborde y, al final del tratamiento, la cabeza está más fría que el reborde y tiene un perfil longitudinal cóncavo.
Después de unos pocos minutos, de nuevo el reborde está más frío que la cabeza de raíl; por lo tanto, de nuevo se encontrará presente el perfil cóncavo sobre el lado del reborde.
Estas variaciones del perfil longitudinal del raíl, más marcadas en los extremos, dan lugar a que se ejerzan unas fuerzas verticales elevadas sobre las pinzas de manipulador de raíles; estas fuerzas podrían dar lugar a que se 55 abrieran las propias pinzas, con la caída consiguiente del raíl. Las pinzas de la técnica anterior tienen la desventaja de no ser adecuadas para soportar y contener dicha deformación y sus variaciones durante el tratamiento térmico.
Con el fin de obviar este inconveniente, se han diseñado unos manipuladores con cilindros hidráulicos para accionar las pinzas de raíl de tal modo que se produzcan unas fuerzas de sujeción muy elevadas. Por un lado, estas 60 fuerzas garantizan una buena sujeción del raíl mientras que este está moviéndose y transfiriéndose cerca del depósito de enfriamiento pero, por otro lado, las mismas obstaculizan el movimiento longitudinal del raíl causado por la contracción térmica que experimenta el propio raíl cuando se hace que este se enfríe. De hecho, se conoce que un raíl laminado, por ejemplo de una longitud de 100 metros, se vuelve, aproximadamente, incluso 100-120 cm más corto cuando este se enfría. Este acortamiento puede dar lugar a daños tanto a la superficie del raíl como a los 65 propios manipuladores debido a las fuerzas de sujeción muy elevadas de las pinzas sobre el raíl.
Por lo tanto, se siente la necesidad de proporcionar una máquina de manipulación para manipular raíles y un proceso de manipulación de la misma capaz de superar los inconvenientes que se han mencionado en lo que antecede.
Sumario de la invención [0015] El objeto principal de la presente invención es la provisión de una máquina de manipulación para manipular raíles que está dispuesta en línea e inmediatamente aguas abajo de una planta de laminado, que permite una sujeción óptima del raíl a lo largo de su extensión longitudinal, soportando de este modo, de forma efectiva, la deformación y sus variaciones a la vez que permite un movimiento longitudinal del raíl causado por la contracción térmica, evitando de este modo los daños tanto a la superficie externa del raíl como a los manipuladores.
Otro objeto de la invención es la provisión de una planta de tratamiento térmico para raíles que comprende la máquina de manipulación que se ha mencionado en lo que antecede.
Un objeto adicional de la invención es la implementación de un proceso de manipulación del raíl que optimiza la manipulación, la colocación a lo largo de una mesa de rodillos y el mantenimiento del raíl sustancialmente rectilíneo durante el tratamiento térmico al cual se somete este.
De este modo, la presente invención sugiere conseguir los objetos que se han analizado en lo que antecede mediante la provisión de una máquina de manipulación para manipular un raíl provisto con una cabeza y un reborde, tal como se expone en la reivindicación 1.
Un aspecto adicional de la presente invención incluye un proceso para manipular un raíl por medio de la máquina de manipulación que se ha mencionado en lo que antecede, que comprende las etapas tal como se expone en la reivindicación 12:
La máquina y proceso de manipulación para manipular raíles de la presente invención también tiene, de forma ventajosa, las siguientes ventajas:
- una mejor sujeción del raíl doblado, a la vez que se ejercen unas fuerzas de sujeción relativamente bajas durante el tratamiento de temple térmico en el depósito, debido al hecho de que el punto de aplicación de las fuerzas generadas mediante la sujeción de las pinzas sobre el reborde del raíl doblado está sustancialmente alineado con los ejes de rotación de las propias pinzas;
- la posibilidad de controlar los cilindros hidráulicos para accionar las pinzas de los manipuladores con el fin de pasar de
- una fuerza de sujeción elevada cuando se manipula el raíl, desde la mesa de rodillos hasta la posición de inmersión del raíl en el depósito de enfriamiento, para resistir la fuerza del peso del mismo y la fuerza centrífuga que se produce durante la rotación de los manipuladores;
- a una fuerza de sujeción lo bastante baja durante la inmersión para permitir el acortamiento del raíl debido a la contracción térmica.
La máquina y proceso de manipulación se insertan en una distribución de planta de tratamiento térmico que incluye el uso de tres depósitos de enfriamiento con las siguientes ventajas:
- permite obtener unas tasas de producción elevadas en términos de los raíles tratados por unidad de tiempo;
- es flexible en virtud del hecho de que permite descargar raíles laminados sin tratar térmicamente los mismos y cambiar la campaña de producción para fabricar vigas o perfiles;
- es modular, es decir, permite añadir si se desea otros depósitos de enfriamiento, con el fin de aumentar adicionalmente la tasa de producción por hora.
Las reivindicaciones dependientes describen realizaciones preferidas de la invención.
Breve descripción de los dibujos [0022] Más características y ventajas de la invención serán más evidentes a la luz de la descripción detallada de una realización preferida, pero no exclusiva, de una máquina de manipulación para manipular... [Seguir leyendo]
Reivindicaciones:
1. Máquina de manipulación para manipular un raíl (9) , provista con una cabeza y un reborde, comprendiendo la máquina:
- una pluralidad de medios de basculación (20) para hacer que bascule el raíl (9) desde una primera posición que está inclinada sobre un lado del mismo hasta una segunda posición en la que la cabeza de raíl está girada hacia arriba;
-una pluralidad de manipuladores (10) provistos con unos medios de sujeción que están adaptados para sujetar el raíl (9) en el reborde, en la que cada uno de dichos medios de sujeción está provisto con dos mordazas (14) , que pueden pivotar alrededor de unos pasadores de pivote (19) respectivos y configuradas de tal modo que tiene lugar la sujeción del raíl poniendo en contacto unas porciones (31’, 31”) de la superficie interna de las mordazas (14) solo con los lados del reborde del raíl (9) , en la que cada uno de dichos medios de basculación (20) comprende unos brazos de palanca que están adaptados para accionar una primera placa (15) respectiva y una segunda placa (16) respectiva, estando articulado cada par de placas primera y segunda (15, 16) con un mismo pasador (22) ,
caracterizada por que los manipuladores (10) están adaptados para mover el raíl (9) desde dicha segunda posición en la que la cabeza de raíl está girada hacia arriba hasta una tercera posición en la que la cabeza de raíl está girada hacia abajo, y las placas primera y segunda (15, 16) de cada par están configuradas con el fin de hacer que el raíl (9) bascule desde la primera posición que está inclinada sobre un lado del mismo, en la que dichas placas primera y segunda de cada par están alineadas con el fin de definir una sección transversal con forma de L como un todo, que tiene el brazo más largo sustancialmente paralelo al plano definido por la mesa de rodillos 3’ hasta la segunda posición en la que la cabeza de raíl está girada hacia arriba, en la que dichas placas primera y segunda de cada par definen una sección transversal con forma de C como un todo, y en la que las segundas placas (16) en dicha segunda posición están adaptadas para cooperar con los manipuladores (10) mediante lo cual, antes de la sujeción del raíl (9) , tiene lugar un enderezamiento del raíl girando los manipuladores (10) comenzando a partir de una posición de descanso de los mismos con el fin de elevar el raíl (9) , por medio de una superficie de soporte 24, para alcanzar una posición de contacto entre la cabeza de raíl y las segundas placas (16) .
2. Máquina de acuerdo con la reivindicación 1, en la que cada uno de los manipuladores (10) comprende un brazo (12) que está fijado en una sola pieza en un primer extremo del mismo sobre un eje de transmisión (11) .
3. Máquina de acuerdo con la reivindicación 2, en la que las mordazas (14) de dichos medios de sujeción se proporcionan en un segundo extremo del brazo (12) .
4. Máquina de acuerdo con la reivindicación 3, en la que sobre cada brazo (12) se proporcionan unos medios de accionamiento para accionar las mordazas (14) .
5. Planta de tratamiento térmico para raíles para someter una cabeza de dichos raíles a un tratamiento térmico en línea, definiendo los raíles que salen de una planta de laminado un eje de laminado (X) , comprendiendo dicha planta de tratamiento térmico:
una primera mesa de rodillos longitudinal (3’) , que está colocada en paralelo al eje de laminado (X) ; un primer depósito de enfriamiento longitudinal (5) , que está colocado junto a, y en paralelo a, dicha primera mesa de rodillos (3’) ; y una máquina de manipulación de acuerdo con la reivindicación 1, en la que
-unos primeros medios de basculación (20) están colocados a lo largo de la primera mesa de rodillos (3’) para hacer que basculen los raíles (9) desde una primera posición que está inclinada sobre un lado de los mismos sobre dicha primera mesa de rodillos (3’) hasta una segunda posición en la que la cabeza del primer raíl está girada hacia arriba sobre la misma primera mesa de rodillos (3’) ;
-y una primera serie de manipuladores (10) , provistos con unos medios de sujeción que están adaptados para sujetar un primer raíl en el reborde, que es capaz de mover dicho primer raíl desde dicha segunda posición sobre la primera mesa de rodillos (3’) hasta una tercera posición por encima del primer depósito de enfriamiento (5) con la cabeza girada hacia abajo.
6. Planta de acuerdo con la reivindicación 5, en la que se proporciona una segunda mesa de rodillos longitudinal (3) que está colocada a lo largo del eje de laminado (X) para recibir los raíles (9) que salen de dicha planta de laminado, y la primera mesa de rodillos longitudinal (3’) está colocada a una distancia predeterminada con respecto al eje de laminado (X) , proporcionándose en dicha distancia predeterminada un primer dispositivo de transferencia (4) para transferir los raíles que salen de la planta de laminado desde la segunda mesa de rodillos (3) hasta la primera mesa de rodillos (3’) .
7. Planta de acuerdo con la reivindicación 6, en la que el primer depósito de enfriamiento longitudinal (5) se encuentra junto a una primera porción de la primera mesa de rodillos (3’) para tratar térmicamente la cabeza de un primer raíl, y en la que se proporcionan:
-un segundo depósito de enfriamiento longitudinal (6) , que está colocado junto a, y en paralelo a, una segunda porción de la primera mesa de rodillos (3’) , encontrándose dicha segunda porción aguas abajo con respecto a la primera porción, para tratar térmicamente la cabeza de un segundo raíl,
-y un tercer depósito de enfriamiento longitudinal (7) , que está colocado junto a, y en paralelo a, dicha segunda porción sobre el lado opuesto con respecto a aquél del segundo depósito (6) , para tratar térmicamente la cabeza de un tercer raíl.
8. Planta de acuerdo con la reivindicación 7, en la que la primera serie de manipuladores (10) está colocada entre dicho primer depósito de enfriamiento (5) y dicha primera porción de la primera mesa de rodillos (3’) y se proporcionan:
-una segunda serie de manipuladores (10) , que está colocada entre dicho segundo depósito de enfriamiento (6) y dicha segunda porción de la primera mesa de rodillos (3’) , para manipular el segundo raíl y someter el mismo al tratamiento térmico en el segundo depósito (6) ,
-y una tercera serie de manipuladores (10) , que está colocada entre dicho tercer depósito de enfriamiento (7) y dicha segunda porción de la primera mesa de rodillos (3’) , para manipular el tercer raíl y someter el mismo al tratamiento térmico en el tercer depósito (7) .
9. Planta de acuerdo con la reivindicación 8, en la que los manipuladores (10) de la segunda serie y de la tercera serie están alineados uno con otro a lo largo de la extensión de dicha segunda porción de la primera mesa de rodillos (3’) .
10. Planta de acuerdo con la reivindicación 9, en la que se proporciona un segundo dispositivo de transferencia (4’) para transferir los raíles, la cabeza de los cuales se ha tratado térmicamente, desde la primera mesa de rodillos (3’) hasta la segunda mesa de rodillos (3) .
11. Planta de acuerdo con la reivindicación 7, en la que a lo largo de la segunda porción de la primera mesa de rodillos (3’) se proporciona un empujador (21) que pivota alrededor de un pasador de pivote (21’) del mismo para ajustar en dicha segunda porción la posición de los raíles inclinados sobre un lado de los mismos.
12. Proceso de manipulación para manipular un raíl, por medio de una máquina de manipulación de acuerdo con la reivindicación 1, que comprende las siguientes etapas:
- hacer que bascule el raíl (9) , por medio de una pluralidad de medios de basculación (20) , desde una primera posición que está inclinada sobre un lado hasta una segunda posición en la que la cabeza de raíl está girada hacia arriba;
- sujetar el raíl (9) , por medio de unos medios de sujeción de una pluralidad de manipuladores (10) , poniendo en contacto unas porciones (31’, 31”) de la superficie interna de las mordazas (14) solo con los lados del reborde del raíl (9) ;
- girar los manipuladores (10) para mover el raíl (9) desde dicha segunda posición en la que la cabeza está girada hacia arriba hasta una tercera posición en la que la cabeza está girada hacia abajo, en el que, en la etapa de hacer que bascule el raíl (9) , se proporciona el accionamiento de cada par de placas primera y segunda (15, 16) mediante los brazos de palanca respectivos para hacer que bascule el raíl (9) desde una primera posición que está inclinada sobre un lado del mismo, en la que dichas placas primera y segunda de cada par están alineadas con el fin de definir una sección transversal con forma de L como un todo que tiene el brazo más largo sustancialmente paralelo al plano definido por la mesa de rodillos 3’, hasta una segunda posición en la que la cabeza de raíl está girada hacia arriba, en la que dichas placas primera y segunda de cada par definen una sección transversal con forma de C como un todo, y en el que se proporciona, antes de la etapa de sujeción del raíl (9) , un enderezamiento del raíl (9) girando los manipuladores (10) , comenzando a partir de una posición de descanso de los mismos, con el fin de elevar el raíl
(9) por medio de una superficie de soporte 24, para alcanzar una posición de contacto entre la cabeza de raíl y las segundas placas (16) en dicha segunda posición.
13. Proceso de acuerdo con la reivindicación 12, en el que, en la etapa de enderezamiento, el raíl (9) se eleva por medio de una superficie de soporte (24) .
Patentes similares o relacionadas:
Enfriamiento forzado con agua de alambres de acero grueso, del 4 de Marzo de 2020, de NV BEKAERT SA: Un método de enfriamiento controlado de uno o múltiples alambres de acero previamente calentados y sustancialmente rectos en un intervalo de temperaturas predeterminado, comprendiendo […]
Dispositivo de calentamiento continuo para muelles helicoidales y método de calentamiento usando dicho dispositivo, del 27 de Febrero de 2019, de Daewon Applied Eng. Co: Un dispositivo de calentamiento continuo para muelles helicoidales, incluyendo el dispositivo: un par de rodillos ahusados configurados para soportar y girar el […]
Depósito de enfriamiento para raíles, del 25 de Enero de 2019, de DANIELI & C. OFFICINE MECCANICHE S.P.A.: Un depósito de enfriamiento, que define un eje longitudinal (X), para el tratamiento térmico de una guía de rail por inmersión, que comprende un volumen adaptado para […]
Tanque de refrigeración para carriles, del 8 de Julio de 2015, de DANIELI & C. OFFICINE MECCANICHE SPA: Tanque de refrigeración para el tratamiento térmico de una cabeza de un carril, que define un eje longitudinal, que comprende al menos un módulo […]
Máquina de manipulación de carriles y proceso de manipulación asociado a la misma, del 22 de Enero de 2014, de DANIELI & C. OFFICINE MECCANICHE SPA: Máquina de manipulación para un carril provisto de un cabezal y una brida, comprendiendo la máquina: - una pluralidad de medios móviles para tomar y hacer […]
Dispositivo para el temple de carriles, del 27 de Junio de 2012, de VOESTALPINE SCHIENEN GMBH: Dispositivo para el temple de carriles , en particular de carriles de rodadura perfilados, dado el casorespectivamente con distintas formas de la sección transversal y una […]
Dispositivo para el temple de raíles, del 25 de Abril de 2012, de VOESTALPINE SCHIENEN GMBH: Dispositivo para el temple de raíles , en particular de raíles de rodadura perfilados, dado el caso con distintasformas de sección transversal respectivamente y una longitud […]
PROCESO DE TRATAMIENTO TÉRMICO DE RAÍLES Y DISPOSITIVO PARA ELLO, del 28 de Octubre de 2011, de DANIELI & C. OFFICINE MECCANICHE SPA: Un proceso para el tratamiento térmico en línea de un raíl que sale de un sistema de laminado, que incluye las siguientes etapas: - una primera […]