Máquina alimentadora y formadora de cajas de cartón con orejetas accionadas selectivamente y métodos relacionados.
Una máquina para transportar una caja de cartón que incluye una tapa que tiene al menos una solapa a lolargo de una trayectoria,
que comprende:
un primer transportador que incluye al menos una primera orejeta;
un transportador recolector adyacente al primer transportador que incluye al menos una segunda orejeta, quecomprende además
un medio para plegar la al menos una solapa mientras la caja de cartón es transportada a lo largo de latrayectoria por el primer transportador o el transportador recolector,
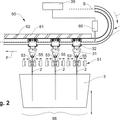
caracterizada porque el primer transportador es un transportador elevado, la al menos una primera orejeta esmóvil selectivamente a una posición colgante para acoplarse a y transportar la caja de cartón en una primeradirección a lo largo de la trayectoria y la al menos una segunda orejeta es móvil selectivamente a una posiciónvertical para acoplarse a y transportar la caja de cartón en una segunda dirección a lo largo de la trayectoria,siendo dicha segunda dirección generalmente perpendicular a la primera dirección.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2003/034067.
Solicitante: KLIKLOK CORPORATION.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 5224 SNAPFINGER, WOODS DRIVE DECATUR, GEORGIA 30035 ESTADOS UNIDOS DE AMERICA.
Inventor/es: REUTELER, URS, LANDRUM,CHARLES RAY.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B31B5/74
- B65B43/26 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 43/00 Formación, alimentación, abertura o montaje de receptáculos o recipientes, en unión con el embalaje (formación de bolsas en las hojas, los elementos de envoltura o en las bandas, presionando el material en las matrices o desplazándolo sobre matrices de plegado B65B 47/00). › Abertura o hinchado de sacos; Abertura, enderezado de cajas, montaje de cajas, cartones o cintas de cartón.
- B65B7/20 B65B […] › B65B 7/00 Cierre de los receptáculos o recipientes después del llenado. › replegando lengüetas preformadas.
PDF original: ES-2445942_T3.pdf
Fragmento de la descripción:
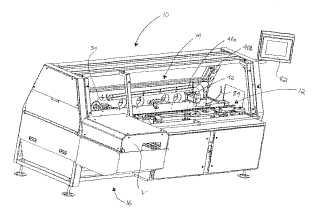
Maquina alimentadora y formadora de cajas de carton con orejetas accionadas selectivamente y metodos relacionados.
Campo de la invención La presente invencion se refiere a la tecnica de manipulacion de cajas de carton y, mas particularmente, a una maquina para alimentar una caja de carton parcialmente formada y llena mientras se cierran una o mas solapas para completar la caja de carton. El documento US5106359, en el que se basa el preambulo de la reivindicacion 1, desvela dicha maquina.
Antecedentes de la invención Las maquinas para alimentar y completar cajas de carton parcialmente formadas y llenas, cargadas por la parte superior se conocen bien en la tecnica. Durante muchos aros, la estrategia mas eficaz para la alimentacion y formacion a alta velocidad de dichas cajas de carton, incluyendo cerrar la tapa y sellar las solapas correspondientes, era una continua o en linea. Un ejemplo temprano de esta estrategia se encuentra en la patente de titularidad compartida Patente de Estados Unidos N° 3.267.637. La maquina desvelada en esta patente usa orejetas o "empujadores" verticales, montadas de forma fija portadas por cadenas paralelas separadas para transportar a la caja de carton. Especificamente, despues del plegado de la tapa y el plegado previo de la solapa del extremo final, las orejetas empujan a la caja de carton junto con ellas mientras el plegado y sellado de la solapa frontal en la tapa se produce simultaneamente. Empujar desde el extremo final de la caja de carton ventajosamente ayuda a mantener a la tapa en la apropiada alineacion durante el plegado y el sellado de la solapa frontal. Para plegar las solapas del lado opuesto de manera eficaz, la caja de carton con la tapa plegada y parcialmente sellada se hace girar a continuacion alrededor de su eje vertical mientras la alimentacion hacia delante continua. Despues del giro, la caja de carton es transportada en linea mediante orejetas verticales de un transportador aguas abajo mientras las solapas laterales se sellan, completando de este modo la caja de carton.
Un ejemplo mas moderno "sin orejetas" de la estrategia de formacion continua de cajas de carton se encuentra en la Patente de Estados Unidos de titularidad compartida N° 5.660.262 de Landrum et al., cuya divulgacion tambien se incorpora en el presente documento como referencia. En esta estrategia, cintas de alimentacion se acoplan por friccion a las superficies superior e inferior de la caja de carton para transportarla mientras la solapa frontal se sella. Esto elimina la necesidad de plegar previamente la solapa del extremo final para evitar dararla, segun se requiere cuando se usan orejetas verticales. Despues de que la solapa frontal se ha sellado, la caja de carton entra en una zona que incluye una pluralidad de cintas paralelas separadas que se desplazan a diferentes velocidades que completan en giro a 90°. La caja de carton girada es recibida y transportada a continuacion por cintas separadas mientras las solapas del lado opuesto se pliegan y se sellan. La caja de carton es formada de este modo de manera continua sin detener o cambiar la direccion de transporte.
Aunque estas estrategias continuas o en linea han disfrutado de un exito comercial considerable, existen ciertas desventajas. Por ejemplo, el desplazar multiples cintas separadas a diferentes velocidades para girar la caja de carton durante la alimentacion incrementa la complejidad de la maquina. Ademas, para conseguir el giro a 90 grados mientras se transporta de forma continua la caja de carton, la maquina debe tener una dimension longitudinal relativamente mayor. Este requisito puede presentar dificultades donde el espacio del suelo sea limitado. Los costes de mantenimiento tambien se incrementan en vista de la necesidad de garantizar que las velocidades diferenciales de las cintas estan en la relacion apropiada para hacer girar a la caja de carton de la manera deseada. En la estrategia moderna que usa cintas en movimiento superiores e inferiores separadas para alimentar la caja de carton mientras la solapa frontal se sella, la fuerza diferencial creada en las superficies opuestas de la caja de carton tambien debe mantenerse bajo control, dado que puede conducir a una alineacion erronea de la tapa o el cierre. El problema con la alineacion erronea es, especialmente, prevalente durante el transporte a alta velocidad, que es, por supuesto, un modo de funcionamiento deseable para maximizar la productividad.
Tal como se ha sugerido anteriormente, otros en el pasado han evitado el problema de alineacion erronea empleando transportadores separados con orejetas verticales fijas para acoplarse y empujar a la caja de carton desde a lo largo del extremo final. En esta disposicion, la velocidad del transportador se selecciona para garantizar que las orejetas verticales alcanzan el extremo final de la caja de carton en el instante deseado en el tiempo. La patente '637 de Baker es representativa de esta estrategia. Sin embargo, los tipos mas modernos de transportadores "empujadores" incluyen orejetas extensibles selectivamente capaces de moverse desde una posicion retraida a una posicion accionada para acoplarse a y transportar la caja de carton. En cualquier caso, empujar una caja de carton cargada por la parte superior hacia delante desde el extremo final usando orejetas ayuda a garantizar que la tapa o cierre se mantiene en alineacion apropiada. Por consiguiente, mantener la velocidad de transporte de la caja de carton bajo control puede ser innecesario usando este tipo de disposicion.
Aunque el uso de orejetas extensibles resuelve los problemas de temporizacion asociados con orejetas fijas y los problemas de alineacion erronea que pueden resultar del uso de cintas transportadoras separadas, todas las estrategias anteriores emplean orejetas unidas a la cadena asociada a intervalos fijos generalmente seleccionados para corresponder a la longitud de las cajas de carton en la direccion de transporte. Esta separacion de orejeta a orejeta sirve como una significativa limitacion de la velocidad de funcionamiento o el rendimiento de la maquina. Esto se debe a que, a menos que la orejeta accionada alcance el extremo final de la caja de carton en el instante exacto de introduccion, puede producirse un retardo significativo mientras esta orejeta alcanza (o la orejeta accionada siguiente en la linea alcanza la caja de carton, en el caso en el que la orejeta accionada anterior ya haya pasado) . En terminos relativos, este retardo resultante puede ser sustancial, especialmente cuando la longitud de la caja de carton en la direccion de transporte solamente supera ligeramente la distancia de paso fija de las orejetas. Resolver este problema requiere temporizar con precision la alimentacion de las cajas de carton a la maquina, pero esto complica las cosas y no permite el uso en una disposicion donde la alimentacion de la caja de carton es aleatoria.
Adicionalmente, los mecanismos pasados y actuales usados para accionar orejetas extensibles son algo obtusos e ineficaces. En el caso habitual, la orejeta que se desplaza al lo largo del recorrido hacia delante se extiende inmediatamente en la trayectoria de transporte en un unico movimiento apresurado y se retrae de la misma manera. Como resultado, a menudo interfiere en el transporte apropiado de las cajas de carton, y obliga a mantener un gran espacio entre ellas (lo que de forma perjudicial disminuye el rendimiento o incrementa la superficie ocupada/el tamaro de la maquina) . Una vez pivotadas, muchos tipos convencionales de orejetas tambien se bloquean en la posicion accionada y se requiere una estructura de bloque de pivote, leva o similar para acoplarse de forma activa y devolver a la orejeta accionada a la posicion retraida. Este requisito se suma a la complejidad global, lo que se correlaciona directamente con los costes tanto de fabricacion como de mantenimiento.
Por consiguiente, existe una necesidad de una maquina de alimentacion y formacion de cajas de carton mejorada que supere las anteriores limitaciones y otras. Tambien se ha identificado una necesidad de un transportador mejorado con orejetas accionadas selectivamente que tienen un "paso" pequero (tal como, por ejemplo, una separacion de centro a centro menor que la anchura de una orejeta en la direccion de transporte) . Una seleccionada de dichas orejetas muy poco separadas podria ser accionada en un instante deseado en el tiempo para acoplarse a una caja de carton u otro objeto, haciendo de este modo a dicha disposicion mejor adaptada para su uso en el transporte de cajas de carton de longitudes variables o introducidas de manera aleatoria. Tal como se demuestra en el presente documento, el uso de dichas orejetas en una maquina de alimentacion y formacion de cajas de carton proporcionaria una serie de beneficios, incluyendo aunque sin limitacion una gran mejora de eficacia, fiabilidad... [Seguir leyendo]
Reivindicaciones:
1. Una maquina para transportar una caja de carton que incluye una tapa que tiene al menos una solapa a lo largo de una trayectoria, que comprende:
un primer transportador que incluye al menos una primera orejeta;
un transportador recolector adyacente al primer transportador que incluye al menos una segunda orejeta, que comprende ademas un medio para plegar la al menos una solapa mientras la caja de carton es transportada a lo largo de la trayectoria por el primer transportador o el transportador recolector,
caracterizada porque el primer transportador es un transportador elevado, la al menos una primera orejeta es movil selectivamente a una posicion colgante para acoplarse a y transportar la caja de carton en una primera direccion a lo largo de la trayectoria y la al menos una segunda orejeta es movil selectivamente a una posicion vertical para acoplarse a y transportar la caja de carton en una segunda direccion a lo largo de la trayectoria, siendo dicha segunda direccion generalmente perpendicular a la primera direccion.
2. La maquina de acuerdo con la reivindicacion 1, que incluye, ademas, una rueda giratoria que tiene al menos una proyeccion para cerrar al menos parcialmente la al menos una solapa antes de o durante el acoplamiento de la caja de carton por la orejeta colgante del transportador elevado.
5. La maquina de acuerdo con la reivindicacion 1, en la que el transportador recolector incluye un par de cadenas transportadoras generalmente paralelas, y en la que la al menos una segunda orejeta esta montada de forma que pueda pivotar en al menos una de las cadenas transportadoras.
6. La maquina de acuerdo con la reivindicacion 1, en la que la al menos una segunda orejeta es una orejeta emergente movil desde una posicion retraida por debajo de la trayectoria a la posicion vertical.
Patentes similares o relacionadas:
 Procedimiento para la apertura automática de un medio de soporte, así como un dispositivo para la realización del procedimiento, del 24 de Junio de 2020, de FERAG AG: Procedimiento para la apertura automática de medios de soporte y la puesta a disposición de los medios de soporte en medios auxiliares de carga y de transporte […]
Procedimiento para la apertura automática de un medio de soporte, así como un dispositivo para la realización del procedimiento, del 24 de Junio de 2020, de FERAG AG: Procedimiento para la apertura automática de medios de soporte y la puesta a disposición de los medios de soporte en medios auxiliares de carga y de transporte […]
Procedimiento para el llenado de envases con productos que van cambiando en una máquina llenadora, del 4 de Diciembre de 2019, de SIG TECHNOLOGY AG: Procedimiento para el llenado de envases con productos que van cambiando en una máquina llenadora , en el que los envases se forman a partir de […]
Procedimiento de procesamiento de una pluralidad de artículos a través de una sección de procesamiento de una máquina de envasado, del 20 de Noviembre de 2019, de Standard Knapp Inc: Procedimiento de procesamiento de una pluralidad de artículos a través de una sección de procesamiento de una máquina de envasado, comprendiendo el procedimiento: […]
Dispositivo para el conformado del frunce de una bolsa, del 13 de Noviembre de 2019, de GHD Georg Hartmann Maschinenbau GmbH: Dispositivo para el conformado del frunce de una bolsa para el envasado de artículos, en particular de productos de panadería, en cuyo cuerpo se […]
Dispositivo y procedimiento para llenar un envase abierto, del 23 de Octubre de 2019, de HAVER & BOECKER OHG: Equipo de compactación con una aguja de compactación para compactar material a granel en un saco abierto , en donde la aguja de compactación […]
Un aparato de recogida de contenedores en una configuración aplanada y de apertura de los contenedores, del 23 de Octubre de 2019, de MARCHESINI GROUP S.P.A.: Un aparato de recogida de contenedores (A) en una configuración aplanada y de apertura de contenedores (A), que comprende: - un […]
Sección de proceso de una máquina de embalaje, del 2 de Octubre de 2019, de Standard Knapp Inc: Sección de procesamiento de una máquina de embalaje que comprende: un transportador configurado para ser accionado por un primer elemento de accionamiento ; […]
Bolsa con boquilla adaptada para ser llenada de un producto con capacidad para fluir y procedimiento de producción de la misma, del 4 de Septiembre de 2019, de Scholle IPN IP B.V: En combinación, una bolsa con boquilla adaptada para ser llenada de un producto con capacidad para fluir por medio de una máquina de llenado, un tapón y un capuchón […]