Manguito alimentador DISA-K arqueado.
Elemento alimentador alargado (20; 40) para su uso en la colada de metales,
presentando dicho elemento alimentador (20; 40) una longitud, una anchura y una altura, comprendiendo dicho elemento alimentador (20;40):
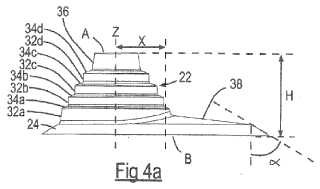
un extremo A y un extremo B opuesto medidos a lo largo de la altura, y un extremo C y un extremo D opuesto medidos a lo largo de la longitud, dicho extremo A destinado al montaje sobre un modelo de molde o placa oscilante y dicho extremo B opuesto destinado a recibir un manguito alimentador; y un orificio entre los extremos A y B definido por una pared lateral que comprende una parte plegable escalonada;
dicho elemento alimentador siendo comprimible en uso para reducir la distancia entre los extremos A y B;
en el que dicha pared lateral tiene una primera región de pared lateral (24; 52) que define el extremo B del elemento alimentador que sirve como superficie de montaje para un manguito alimentador en uso, y una segunda región de pared lateral (38, 50) contigua a la primera región de pared lateral (24; 52),
en el que dicha parte plegable escalonada comprende una serie de terceras regiones de pared lateral (32a, b, c, d; 44a, b) en forma de anillos concéntricos de diámetro decreciente interconectados y formados por una sola pieza con una serie de cuartas regiones de pared lateral (34a, b, c, d; 46a, b) en forma de anillos concéntricos de diámetro decreciente;
caracterizado porque
dicho orificio tiene un eje que está desplazado del centro del elemento alimentador a lo largo de la longitud hacia el extremo C y dicha segunda región de pared lateral (38; 50) es no plana, contigua a una tercera región de pared lateral y colocada entre el eje del orificio y el extremo D.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E12250107.
Solicitante: FOSECO INTERNATIONAL LIMITED.
Nacionalidad solicitante: Reino Unido.
Dirección: 1 Midland Way Central Park Barlborough Links, Derbyshire S43 4XA REINO UNIDO.
Inventor/es: SALLSTROM, JAN, JEFFS,PAUL DAVID.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B22C9/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22C MOLDEO EN FUNDICION (moldeo de materiales refractarios en general B28B). › B22C 9/00 Moldes o machos (únicamente adaptados a procedimientos particulares de colada B22D ); Procedimientos de moldeo (que implican el empleo de máquinas de moldeo particulares, veánse los grupos apropiados para estas máquinas). › Partes relativas al suministro de metal líquido, p. ej. entradas anulares, filtros.
PDF original: ES-2454250_T3.pdf
Fragmento de la descripción:
Manguito alimentador DISA-K arqueado
Campo de la invención [0001] La presente invención se refiere a un elemento alimentador para su uso en operaciones de colada de 5 metales empleando moldes de fundición, en especial, pero no exclusivamente, en sistemas de moldeo en arena partidos verticalmente Antecedentes [0002] En un proceso típico de colada, el metal fundido se vierte en una cavidad de molde preconformado que define la forma de la pieza de colada. No obstante, a medida que se solidifica el metal se contrae, aparecen 10 cavidades de contracción que a su vez se convierten en imperfecciones inaceptables en la pieza final. Este es un problema conocido de la industria de la fundición y se le combate utilizando manguitos de alimentación o mazarotas que se integran en el molde durante la formación del molde. Cada manguito de alimentación ofrece un volumen adicional (normalmente incluido) o cavidad que está comunicada con la cavidad del molde, de modo que el metal fundido también entre en el manguito alimentador. Durante la solidificación, el metal fundido en el
manguito de alimentación fluye de nuevo a la cavidad del molde para compensar la contracción de la colada. Es importante que el metal de la cavidad del manguito alimentador permanezca fundido durante más tiempo que el metal de la cavidad del molde, de modo que los manguitos de alimentación están hechos para ser altamente aislantes o más comúnmente exotérmicos, para que con el contacto con el metal fundido se genere calor adicional para retrasar la solidificación.
Después de la solidificación y retirada del material del molde, el material residual no deseado de dentro de la cavidad del manguito alimentador permanece unido a la colada y debe retirarse. Con el objetivo de facilitar la retirada del metal residual, la cavidad del manguito alimentador se estrechará en su base (es decir, el final del manguito alimentador que estará más cerca de la cavidad del molde) en un diseño comúnmente conocido como manguito con rebajes. Cuando se aplica un golpe seco al metal residual, se separa en el punto más débil que estará cerca de la superficie de la colada (el proceso comúnmente conocido como “desprendimiento”) . Una pequeña huella sobre la colada es también útil para permitir el posicionamiento de los manguitos alimentadores en áreas de la colada donde el acceso puede restringirse por características adyacentes.
Aunque los manguitos alimentadores pueden utilizarse directamente sobre la superficie de la cavidad del molde, normalmente se utilizan junto con un macho de rotura. Un macho de rotura es simplemente un disco de material refractario (normalmente un macho de arena ligado con resina o un macho cerámico o un macho del material del manguito alimentador. El diámetro del hueco a través del macho de rotura está diseñado para ser más pequeño que el diámetro de la cavidad interior del manguito de alimentación (que no será necesariamente cónico) de modo que el desprendimiento tiene lugar en el macho de rotura cerca de la superficie de colada.
Los machos de rotura también pueden estar hechos de metal. DE 196 42 838 A1 expone un sistema de alimentación modificado en el que el macho de rotura cerámico tradicional se reemplaza por una corona circular fina rígida y DE 201 12 425 U1 presenta un sistema de alimentación modificado empleando una corona circular “en forma de sombrero” rígida.
Los moldes de fundición se forman normalmente utilizando una modelo para moldes que define la cavidad del molde. Los pasadores se disponen sobre la placa modelo en sitios predeterminados como puntos de montaje 40 para los manguitos alimentadores. Una vez que los manguitos necesarios están montados sobre la placa modelo, el molde se forma vertiendo la arena para moldes sobre la placa modelo y alrededor de los manguitos alimentadores hasta que los manguitos de alimentación están cubiertos y la caja de moldeo llena. El molde debe tener suficiente fuera para resistir la erosión durante el vertido del metal fundido, para aguantar la presión aerostática ejercida sobre el molde cuando está lleno y para resistir las fuerzas de expansión/comprensión 45 cuando el metal se solidifica.
La arena para moldes puede clasificarse en dos categorías principales. Arena aglutinada químicamente (basada en aglomerado orgánico o inorgánico) o arena aglomerada con arcilla. Los aglomerantes de moldeado enlazados químicamente son normalmente sistemas que se endurecen por sí mismos en los que un aglomerante y un endurecedor químico se mezclan con la arena y el aglomerante y el endurecedor empiezan a reaccionar
inmediatamente, pero lo suficientemente lento como para permitir que la arena tome forma alrededor de la placa modelo y se endurezca lo suficiente para su retirada y colada.
La arena de moldeo aglomerada con arcilla utiliza arcilla y agua como el aglomerante y puede utilizarse en estado húmedo o “verde” y se la suele denominar arena verde. Las mezclas de arena verde no fluyen inmediatamente ni se mueven fácilmente sometidas a fuerzas de compresión solo y, por lo tanto, para compactar la arena verde alrededor del molde y proporcionar al molde suficientes propiedades de fuerza como se detalla previamente, se aplican una variedad de combinaciones de sacudidas, vibraciones, apretones y compactación para producir moldes sólidos, normalmente a alta productividad. Generalmente, la arena se comprime (compacta) a alta presión, empleando normalmente un cilindro hidráulico (el proceso se conoce como “apisonado”) . Con el aumento de las exigencias de productividad y complejidad de la colada, existe la necesidad de encontrar moldes dimensionalmente estables y la tendencia apunta hacia presiones de apisonado más altas que pueden resultar en la rotura del manguito alimentador y/o macho de rotura cuando esté presente, especialmente si el macho de rotura o el manguito alimentador están en contacto directo con la placa modelo antes del apisonado.
El problema anterior se soluciona casi por completo utilizando pernos de resorte. El manguito alimentador y el macho localizador opcional (normalmente compuesto de material del manguito de alta densidad, con dimisiones totales similares a los machos de rotura) están separados inicialmente de la placa modelo y se dirigen hacia la placa modelo en el apisonado. El perno de resorte y manguito de alimentación se pueden diseñar para que después del apisonado, la posición final del manguito no esté en contacto directo con la placa modelo y
pueda estar de 5 a 25 mm de distancia de la superficie del modelo. El punto de desprendimiento suele ser impredecible porque depende de las dimensiones y perfil de la base de los pernos de resorte y, por lo tanto, puede conllevar costes de limpieza adicionales. La solución ofrecida en EP-A-1184104 es un manguito alimentador de dos partes. En la compresión durante la formación de moldes, una parte del molde (manguito) se desplaza de manera telescópica hacia la otra. Una de las partes del molde (manguito) siempre está en contacto con la placa modelo y los pernos de resorte no son necesarios. No obstante, aparecen problemas relacionados con la disposición telescópica de EP-A-1184104. Por ejemplo, debido a la acción telescópica, el volumen del manguito alimentador después del moldeado es variable y depende de una variedad de factores entre los que se incluyen la presión de la moldeadora, la geometría de la colada y las propiedades de la arena. Esta imprevisibilidad puede perjudicar el rendimiento de alimentación. Además, la disposición no es la más oportuna cuando se necesitan manguitos exotérmicos. Cuando se utilizan manguitos exotérmicos, el contacto directo del material exotérmico con la superficie de la colada no es adecuado y puede conllevar un acabado superficial pobre, contaminación localizada de la superficie de la colada e incluso defectos de gas de bajo la superficie.
Otra desventaja más de la disposición telescópica de EP-A-1184104 surge de lengüetas o bridas que se necesitan para mantener el espaciado inicial de las dos partes del molde (manguito) . Durante el moldeo, estas lengüetas pequeñas se separan por completo (de modo que permiten que tenga lugar la acción telescópica) y simplemente caen en la arena de moldeo. Con el paso del tiempo, estas piezas se acumularán en la arena de moldeo. El problema es especialmente grave cuando las piezas están hechas de material exotérmico. La humedad de la arena puede reaccionar potencialmente con el material exotérmico (p.ej., aluminio metálico) creando el potencial para defectos explosivos pequeños.
WO2005/051868 (cuya divulgación completa se incluye en el presente documento a modo de referencia) presenta un elemento alimentador (un... [Seguir leyendo]
Reivindicaciones:
1. Elemento alimentador alargado (20; 40) para su uso en la colada de metales, presentando dicho elemento alimentador (20; 40) una longitud, una anchura y una altura, comprendiendo dicho elemento alimentador (20;40) :
un extremo A y un extremo B opuesto medidos a lo largo de la altura, y un extremo C y un extremo D opuesto medidos a lo largo de la longitud, dicho extremo A destinado al montaje sobre un modelo de molde o placa oscilante y dicho extremo B opuesto destinado a recibir un manguito alimentador; y un orificio entre los extremos A y B definido por una pared lateral que comprende una parte plegable escalonada;
dicho elemento alimentador siendo comprimible en uso para reducir la distancia entre los extremos A y B;
en el que dicha pared lateral tiene una primera región de pared lateral (24; 52) que define el extremo B del elemento alimentador que sirve como superficie de montaje para un manguito alimentador en uso, y una segunda región de pared lateral (38, 50) contigua a la primera región de pared lateral (24; 52) ,
en el que dicha parte plegable escalonada comprende una serie de terceras regiones de pared lateral (32a, b, c, d; 44a, b) en forma de anillos concéntricos de diámetro decreciente interconectados y formados por una sola pieza con una serie de cuartas regiones de pared lateral (34a, b, c, d; 46a, b) en forma de anillos concéntricos de diámetro decreciente;
caracterizado porque dicho orificio tiene un eje que está desplazado del centro del elemento alimentador a lo largo de la longitud hacia el extremo C y dicha segunda región de pared lateral (38; 50) es no plana, contigua a una tercera región de pared lateral y colocada entre el eje del orificio y el extremo D.
2. Elemento alimentador según la reivindicación 1, en el que el eje del orificio está desplazado con 25 respecto al centro del elemento alimentador un 10% de la longitud.
3. Elemento alimentador según la reivindicación 1 o 2, en el que la segunda región de pared lateral (38; 50) tiene una altura medida en la dirección del eje del orificio de un 10 a 25% de la altura del elemento alimentador.
4. Elemento alimentador según cualquiera de las reivindicaciones anteriores, en el que la segunda región
de la pared lateral (38) se curva alejándose del extremo B, hacia el extremo A y de nuevo hacia el B a través de la anchura (An) y, por lo tanto, forma un arco.
5. Elemento alimentador según cualquiera de las reivindicaciones anteriores, en el que la primera región de pared lateral (24; 52) se inclina en relación con el eje del orificio en un ángulo a en el que 0 lt; a lt; 90.
6. Elemento alimentador según la reivindicación 5, en el que a va de 50 a 70°.
8. Elemento alimentador según cualquiera de las reivindicaciones anteriores, en el que la parte plegable escalonada y la segunda región de la pared lateral (38; 50) tienen la misma anchura.
10. Elemento alimentador según cualquiera de las reivindicaciones anteriores, en el que la parte plegable escalonada comprende de 2 a 6 niveles.
11. Elemento alimentador según cualquiera de las reivindicaciones anteriores, en el que la segunda región
de la pared lateral (50) se ensancha hacia el exterior desde la parte plegable hacia la primera región de la pared lateral (52) .
12. Elemento alimentador según cualquiera de las reivindicaciones anteriores, en el que la segunda región
de pared lateral (38; 50) forma un ángulo ( ) en relación con el eje del orificio en el extremo D de al menos 60°.
13. Elemento alimentador según cualquiera de las reivindicaciones anteriores, en el que la segunda región
de la pared lateral (50) forma un ángulo (y) en relación con el eje del orificio en el extremo C de al 5 menos 5°.
14. Elemento alimentador según cualquiera de las reivindicaciones anteriores que es oval, elíptico, rectangular, poligonal no regular u oblongo cuando se observa a lo largo del eje de orificio.
15. Elemento alimentador según cualquiera de las reivindicaciones anteriores, que es de construcción unitaria.
16. Elemento alimentador según la reivindicación 15, que se forma a presión a partir de una sola chapa de acero de grosor uniforme.
17. Elemento alimentador según cualquiera de las reivindicaciones anteriores, que tiene una resistencia a la compresión inicial de al menos 250N.
18. Elemento alimentador según la reivindicación 17, que tiene una resistencia a la compresión inicial de 15 menos de 7kN.
19. Elemento alimentador según la reivindicación 18, que tiene una resistencia a la compresión inicial de 1 a 3kN.
20. Sistema de alimentación para la colada de metales que comprende un elemento alimentador según
cualquiera de las reivindicaciones anteriores y un manguito alimentador que está sujeto al mismo, 20 estando el manguito alimentador diseñado para adaptarse a la primera región de la pared lateral.
21. Sistema de alimentación de la reivindicación 20, en el que el manguito alimentador tiene un lado abierto que es oval, elíptico, cuadrado, rectangular, poligonal u oblongo.
22. Sistema de alimentación de la reivindicación 20 o 21, en el que al menos el 75% del área de contacto del manguito alimentador está en la primera región de la pared lateral.
23. Sistema de alimentación de cualquiera de las reivindicaciones de la 20 a la 22, en el que el manguito alimentador presenta una resistencia a la compresión de al menos 5kN.
Patentes similares o relacionadas:
Manguito de mazarota con boquete de aire, del 15 de Julio de 2020, de ASK Chemicals L.P: Un molde para fundición que comprende un manguito de mazarota insertado en el molde para fundición, siendo el manguito de mazarota un cuerpo, teniendo el cuerpo una […]
Dispositivo de alimentación, sistema de alimentación y método de moldeo a alta presión, del 26 de Febrero de 2020, de Jinan Shengquan Double Surplus Ceramic Filter Co., Ltd: Un dispositivo de alimentación, caracterizado porque comprende un elemento de localización para conectar con un manguito , y un elemento de desconexión […]
Sistema de alimentación, del 29 de Enero de 2020, de FOSECO INTERNATIONAL LIMITED: Un sistema de alimentación para la fundición de metales, que comprende una camisa de alimentación montada en un cuerpo tubular ; […]
Procedimiento para la fabricación de un alimentador con un tejido a modo de red que recubre la abertura de alimentador del mismo, del 18 de Diciembre de 2019, de GTP Schäfer Gießtechnische Produkte GmbH: Procedimiento para la fabricación de un alimentador previsto para la inserción en un molde de fundición utilizado en la fundición de metales con un cuerpo de alimentador […]
Dispositivo para la fabricación de un bloque motor con forma constructiva en V, del 2 de Octubre de 2019, de KS HUAYU AluTech GmbH: Dispositivo para la fabricación de un bloque motor con forma constructiva en V con un molde exterior con partes de molde para la formación del […]
 Disposición para el uso en la fabricación de un molde divisible, del 13 de Marzo de 2019, de HÜTTENES-ALBERTUS Chemische Werke Gesellschaft mit beschränkter Haftung: Disposición para el uso en la fabricación de un molde divisible, con preferencia de un molde verticalmente divisible, que comprende:
(i) una placa de […]
Disposición para el uso en la fabricación de un molde divisible, del 13 de Marzo de 2019, de HÜTTENES-ALBERTUS Chemische Werke Gesellschaft mit beschränkter Haftung: Disposición para el uso en la fabricación de un molde divisible, con preferencia de un molde verticalmente divisible, que comprende:
(i) una placa de […]
Rellenado secuencial de molde, del 5 de Marzo de 2019, de HOWMET CORPORATION: Un método de fundición de aleación o metal líquido, que comprende suministrar una masa fundida de aleación o metal a una pluralidad de moldes que se conectan […]
Procedimiento para la fabricación de piezas de fundición de metal ferroso, del 23 de Octubre de 2018, de Huppert Engineering GmbH & Co. KG: Procedimiento para la fabricación de piezas de fundición de metal ferroso en el que - se introduce un molde perdido , con un espacio hueco para el […]