Molde para fundición de metal y método de uso del mismo.
Un molde (1; 50) para la fundición de metal, que tiene una cavidad en el mismo,
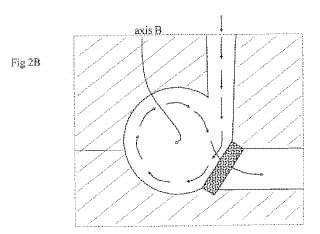
y dicha cavidad tiene una parte de fundición (12) y contigua a la misma un sistema de flujo (4) más arriba de la parte de fundición (12), comprendiendo dicho sistema de flujo (4) una parte de entrada arriba (6; 58) y una parte de salida abajo (10; 60) y una cámara de giro (7; 54) dispuesta entre las partes de entrada y salida (6, 10; 58, 60), en la que se proporciona un filtro (8; 62) en la superficie de contacto entre la cámara de giro (7; 54) y la parte de salida (10; 60),
caracterizado porque el filtro (8; 62) se sitúa en paralelo a un eje sobre el que gira el metal en uso dentro de la cámara de giro (7; 54) y un eje longitudinal de la parte de entrada (6; 58) pasa por el filtro (8; 62).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/GB2009/002715.
Solicitante: FOSECO INTERNATIONAL LIMITED.
Nacionalidad solicitante: Reino Unido.
Dirección: 1 Midland Way Central Park Barlborough Links Derbyshire S43 4XA REINO UNIDO.
Inventor/es: FILIP,Petr, HRABINA,David, Burns,Mairtin.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B22C9/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22C MOLDEO EN FUNDICION (moldeo de materiales refractarios en general B28B). › B22C 9/00 Moldes o machos (únicamente adaptados a procedimientos particulares de colada B22D ); Procedimientos de moldeo (que implican el empleo de máquinas de moldeo particulares, veánse los grupos apropiados para estas máquinas). › Partes relativas al suministro de metal líquido, p. ej. entradas anulares, filtros.
- B22D43/00 B22 […] › B22D COLADA DE METALES; COLADA DE OTRAS MATERIAS POR LOS MISMOS PROCEDIMIENTOS O CON LOS MISMOS DISPOSITIVOS (trabajo de materias plásticas o sustancias en estado plástico B29C; tratamientos metalúrgicos, empleo de sustancias específicas que se añaden al metal C21, C22). › Limpieza mecánica, p. ej. desespumado del metal líquido.
PDF original: ES-2382201_T3.pdf
Fragmento de la descripción:
[0001] La presente invención hace referencia a un molde para la fundición de metales y un método de fundición o colada de metales que emplea dicho molde. [0002] Es comúnmente conocido el uso de filtros en la fundición de metales. En primer lugar, se usa un filtro para evitar que las inclusiones no metálicas en el metal fundido entren en la colada. La presencia de inclusiones tiene un efecto perjudicial en el acabado de la superficie de la pieza fundida, las propiedades mecánicas y las características de mecanizado y puede llevar a descartar las piezas coladas. Los filtros, en particular los filtros de espuma cerámica, también reducen la turbulencia del flujo de metal y permiten una mejora en los sistemas de flujo y de compartimentación, y por tanto, del rendimiento de las piezas fundidas. [0003] Para fundiciones pequeñas, normalmente el metal puede alimentarse a la colada mediante el uso de un flujo de metal y un filtro. Pueden surgir dificultades para fundiciones más grandes puesto que un filtro convencional no tiene la capacidad necesaria para alimentar una fundición de gran tamaño, es decir, se quedaría obstruido, reduciendo o parando así el flujo de metal y resultando en una fundición incompleta. Por ello, es necesario utilizar un filtro de grandes dimensiones, o bien usar múltiples flujos de metal filtrados que se dirijan al molde.Todavía pueden surgir problemas debido a la baja capacidad de filtración que tiene como resultado la obstrucción del filtro y largos periodos de vertido. Se puede superar parcialmente este problema aumentando la temperatura de vertido, aunque esto puede provocar otros problemas que hacen poco atractiva la filtración del metal por razones técnicas y/o económicas. Una solución a este problema es un carrusel de filtros como el que se describe en el documento DE 42 29 417 C2. El carrusel de filtros comprende una carcasa de cerámica para un número de filtros situados en un anillo. El metal fundido fluye a través de los filtros desde el exterior del anillo hasta una salida en el centro del tejado de la carcasa. El carrusel permite que se filtre un volumen mayor de metal pero sólo resulta útil para grandes fundiciones, en parte debido a la alta capacidad calorífica de la carcasa de cerámica y los sistemas de flujo. [0004] Una cámara de giro, también conocida como puerta de giro o separador centrípeto, es un dispositivo que elimina la escoria u otras impurezas de un material fundido (metal fundido) . El dispositivo utiliza la diferencia de densidad entre el material fundido y los materiales no deseados que se encuentran suspendidos o flotando en el material fundido. El dispositivo hace que dicho material fundido gire expulsando así el metal pesado hacia fuera y las impurezas de menor peso hacia dentro donde coagulan y flotan hacia arriba. [0005] El documento RU 2213641 describe una trampa de escoria en un molde de fundición en forma de cavidad que tiene una inserción (que puede comprender un filtro) para una base y un receptáculo metálico bajo la inserción. La inserción tiene una proyección en forma de anillo paralela a las paredes de la cavidad, de manera que cuando el metal entra en la cavidad, fluye por el espacio entre la cavidad y la proyección. Se afirma que la escoria flota hacia arriba y se concentra en la parte superior de la cavidad, mientras que el material fundido fluye hacia abajo a través de la inserción al receptáculo de metal, y a continuación al molde de fundición. [0006] Los textos RO106209 B1 y FR-A-2 539 061 describen aparatos que comprenden una cámara de giro en la que se dispone un filtro de forma perpendicular al eje sobre el que rota el metal en uso. El metal fundido entra a una parte superior de la cámara de giro, girando de manera horizontal, y pasa hacia abajo a través del filtro a la parte inferior de la cámara de giro antes de fluir dentro del molde. [0007] Es un objeto de un aspecto de la presente invención proporcionar un método para la colada de metal fundido que reduzca la escoria y otras impurezas en la fundición gracias a una cámara de giro. [0008] Según un primer aspecto de la presente invención, se proporciona un molde para la fundición de metales, teniendo dicho molde una cavidad, y dicha cavidad una parte de fundición y de forma contigua a la misma un sistema de flujo anterior a la parte de fundición, comprendiendo dicho sistema de flujo una parte de entrada anterior, una parte de salida posterior y una cámara de giro dispuesta entre las partes de entrada y de salida, en la que se proporciona un filtro en el punto de contacto entre la cámara de giro y la parte de salida, y en la que el filtro se dispone de forma paralela al eje sobre el que rota el metal en uso dentro de la cámara de giro y un eje longitudinal de la parte de entrada pasa a través del filtro. [0009] Según el uso que aquí se realiza, "anterior" y "posterior" hace referencia a la dirección general del flujo de metal al molde durante la fundición. [0010] Según el uso que aquí se realiza, una cámara de giro es una cámara que transmite un movimiento rotatorio al metal fundido que pasa por la misma (en relación con el movimiento general del metal a través del sistema de flujo) . [0011] En algunos modos de realización, la cámara de giro tiene una o más superficies curvas que ayudan a la rotación del metal dentro de la cámara de giro. Una superficie periférica de la cámara de giro puede tener una sección transversal circular. El filtro puede estar situado en dicha superficie periférica.
La parte de salida será generalmente horizontal en el molde mientras que la orientación de la parte de entrada no está limitada de manera especial. En un conjunto de modos de realización convenientes, la parte de entrada es sustancialmente vertical, mientras que en un conjunto de modos de realización alternativos la parte de entrada es sustancialmente horizontal. Especialmente en los casos en los que la parte de entrada sea horizontal, el lector experto apreciará que el sistema de flujo incluirá normalmente un canal de colada para recibir el metal fundido desde arriba de la parte de entrada. [0013] En aquellos modos de realización en los que tanto la parte de entrada como la de salida sean horizontales, sería ventajoso que se encontraran completamente o parcialmente en un plano horizontal común. [0014] El eje longitudinal de la parte de entrada pasa a través del filtro. Se entenderá que en aquellos modos de realización en los que la parte de entrada esté orientada de manera vertical, al menos parte del metal que fluye a la cámara de giro impactará directamente sobre el filtro. [0015] En un modo de realización específico, el ángulo definido entre el eje longitudinal de la parte de entrada y el plano de la superficie anterior del filtro visto desde la cámara de giro es >90º y <180º. El mismo ángulo podrá ser >100º y/o <170º, o incluso >120º y/o <150º. [0016] En un modo de realización específico, la cámara de giro comprende un pozo, estando el pozo en la región más baja en la cámara de giro, y el filtro está ubicado entre la parte de entrada y el pozo. El pozo resulta útil para recoger fugas de metal, por ejemplo, si el metal gotea dentro de la cámara de giro antes de la colada, como por ejemplo, las fugas del cucharón de vertido situado sobre el molde antes de verter el metal en el molde. La fuga puede recogerse en el pozo en lugar de solidificarse en la parte principal de la cámara de giro. [0017] Se podrá utilizar en el molde cualquier filtro convencional adecuado para filtrar metal fundido. En un modo de realización específico, el filtro es un filtro de espuma o un filtro celular. Los filtros de espuma apropiados incluyen los filtros de espuma cerámica, como los filtros de carburo de silicio-alúmina, como los descritos en el documento EP 0412673B1 y las referencias del mismo, o filtros de circonio como los descritos por WH Sutton, JC Palmer, J R Morris : "Development of Ceramic Foam Material for Filtering High Temperature Alloys", AFS Transactions, p339 (1985) , y filtros de carbón activado, como los descritos en WO 02/18075. [0018] Al situarlo en el molde, el filtro tendrá una superficie anterior orientada a la cámara de giro y una superficie posterior orientada a la salida. Los filos del filtro pueden sujetarse en el molde reduciendo así el área de superficie del filtro disponible para filtrar el metal fundido. El área expuesta de la superficie anterior del filtro está disponible para filtrar el metal fundido y nos referimos a ella como el área de superficie "de trabajo" del filtro. [0019] El área de la superficie de trabajo del filtro o cada filtro (medido en cm2) puede ser menor o igual al 15%, 12%, 9% o 6% del volumen de la cámara de giro (medido en cm3) . El área de la superficie de trabajo del filtro o cada filtro (en cm2) puede... [Seguir leyendo]
Reivindicaciones:
1. Un molde (1; 50) para la fundición de metal, que tiene una cavidad en el mismo, y dicha cavidad tiene una parte de fundición (12) y contigua a la misma un sistema de flujo (4) más arriba de la parte de fundición (12) , comprendiendo dicho sistema de flujo (4) una parte de entrada arriba (6; 58) y una parte de salida abajo (10; 60) y una cámara de giro (7; 54) dispuesta entre las partes de entrada y salida (6, 10; 58, 60) , en la que se proporciona un filtro (8; 62) en la superficie de contacto entre la cámara de giro (7; 54) y la parte de salida (10; 60) , caracterizado porque el filtro (8; 62) se sitúa en paralelo a un eje sobre el que gira el metal en uso dentro de la cámara de giro (7; 54) y un eje longitudinal de la parte de entrada (6; 58) pasa por el filtro (8; 62) .
2. El molde de la reivindicación 1, en el que la parte de entrada (6; 58) es sustancialmente vertical.
3. El molde de la reivindicación 2, en el que la cámara de giro (54) comprende un pozo (68) .
4. El molde de cualquiera de las reivindicaciones precedentes, en el que el ángulo definido entre el eje longitudinal de la parte de entrada (58) y el plano de la superficie anterior (64) del filtro (62) visto desde la cámara de giro (54) es >90º y <180º.
5. El molde de cualquiera de las reivindicaciones precedentes, en el que el área de la superficie de trabajo del filtro (62) (medida en cm2) es menor o igual al 15% del volumen de la cámara de giro (54) (medido en cm3) .
6. El molde de cualquiera de las reivindicaciones precedentes, en el que el área de la superficie de trabajo del filtro (62) (en cm2) es mayor o igual al 2% del volumen de la cámara de giro (54) (en cm3) .
7. El molde de cualquiera de las reivindicaciones precedentes, en el que la cámara de giro (54) tiene un par de paredes laterales rectas y paralelas entre sí.
8. El molde de la reivindicación 7, en el que la distancia entre las paredes laterales es inferior al 150% del ancho del filtro medido en el plano correspondiente.
9. El molde de cualquiera de las reivindicaciones precedentes, en el que el filtro (8, 62) es un filtro de espuma.
10. El molde de cualquiera de las reivindicaciones precedentes, en el que el filtro (8; 62) está situado en la superficie periférica de la cámara de giro (54) .
11. El molde de cualquiera de las reivindicaciones precedentes, en el que la cámara de giro comprende 2 partes de salida y 2 filtros, estando cada filtro situado en una superficie de contacto entre la cámara de giro y una parte de salida.
12. Un modelo (70) para formar la cámara de giro (54) y aquellas partes de las partes de entrada y salida (58, 60) contiguas a la misma del molde (50) de cualquiera de las reivindicaciones precedentes, en el que la superficie periférica del modelo (70) es complementario a la forma de la cámara de giro (54) , el filtro (62) y aquellas partes de las partes de entrada y salida (58, 60) contiguas a los mismos.
13. Una carcasa refractaria para su uso en el molde de cualquiera de las reivindicaciones de la 1 a la 11, comprendiendo la carcasa una cámara de giro
(172) dispuesta entre una parte de entrada (174) y una parte de salida (176) , estando la carcasa adaptada para contener el filtro, en el que las partes de entrada y salida (174, 176) se encuentran en el mismo plano y son perpendiculares al eje sobre el que rota el metal en uso dentro de la cámara de giro (172) .
14. La carcasa de la reivindicación 13, en la que la parte de salida (176) está situada en la superficie periférica de la cámara de giro (172) .
15. La carcasa de la reivindicación 13 o 14, que además comprende un filtro (178) , en el que el filtro se sitúa en la superficie de contacto entre la cámara de giro
(172) y la parte de salida (176) y de tal manera que el filtro está situado en paralelo al eje sobre el que gira el metal en uso dentro de la cámara de giro
(172) y de manera que un eje longitudinal de la parte de entrada (174) pasa por el filtro.
16. Un método para la preparación del molde (50) de cualquier reivindicación de la 1 a la 11, que comprende facilitar un modelo (70) que tenga una superficie periférica que sea complementaria a la forma de la cavidad del molde, rodear el modelo (70) con un material de molde adecuado, fraguar dicho material de molde, y eliminar el modelo (70) del molde (50) .
17. Un método para formar una fundición de metal que comprende formar un molde (1; 50) con una cavidad en el mismo, teniendo dicha cavidad una parte de fundición (12) y contigua a la misma un sistema de flujo (4) más arriba de la parte de fundición (12) , comprendiendo dicho sistema de flujo (4) una parte de entrada arriba (6; 58) , una parte de salida abajo (10; 60) y una cámara de giro (7; 54) dispuesta entre la parte de entrada y la parte de salida
(6, 10; 58, 60) , en el que se proporciona un filtro (8; 62) en la superficie de contacto entre la cámara de giro (7; 54) y la parte de salida (10; 60) y el filtro (8; 62) está dispuesto en paralelo al eje sobre el que rota el metal en uso en la cámara de giro (7; 54) y un eje longitudinal de la parte de entrada (6; 58) pasa por el filtro (8; 62) , verter metal fundido en la cavidad de forma que fluya por la parte de entrada (6; 58) y entre en la cámara de giro (7; 54) , inducir un movimiento rotacional en el metal fundido en la cámara de giro (7; 54) , por medio del cual se hace que las inclusiones en el metal se acumulen en la cámara de giro (7; 54) , pasar el metal fundido a través del filtro (8; 62) a la parte de salida (10; 60) del sistema de flujo y después a la parte de fundición (12) de la cavidad del molde, dejar que el metal fundido solidifique, y separar la pieza de fundición del molde (1; 50) .
18. El método de la reivindicación 17, en el que el filtro (8, 62) es un filtro de espuma.
Dibujos
Patentes similares o relacionadas:
Manguito de mazarota con boquete de aire, del 15 de Julio de 2020, de ASK Chemicals L.P: Un molde para fundición que comprende un manguito de mazarota insertado en el molde para fundición, siendo el manguito de mazarota un cuerpo, teniendo el cuerpo una […]
Dispositivo de alimentación, sistema de alimentación y método de moldeo a alta presión, del 26 de Febrero de 2020, de Jinan Shengquan Double Surplus Ceramic Filter Co., Ltd: Un dispositivo de alimentación, caracterizado porque comprende un elemento de localización para conectar con un manguito , y un elemento de desconexión […]
Sistema de alimentación, del 29 de Enero de 2020, de FOSECO INTERNATIONAL LIMITED: Un sistema de alimentación para la fundición de metales, que comprende una camisa de alimentación montada en un cuerpo tubular ; […]
Procedimiento para la fabricación de un alimentador con un tejido a modo de red que recubre la abertura de alimentador del mismo, del 18 de Diciembre de 2019, de GTP Schäfer Gießtechnische Produkte GmbH: Procedimiento para la fabricación de un alimentador previsto para la inserción en un molde de fundición utilizado en la fundición de metales con un cuerpo de alimentador […]
Dispositivo para la fabricación de un bloque motor con forma constructiva en V, del 2 de Octubre de 2019, de KS HUAYU AluTech GmbH: Dispositivo para la fabricación de un bloque motor con forma constructiva en V con un molde exterior con partes de molde para la formación del […]
 Disposición para el uso en la fabricación de un molde divisible, del 13 de Marzo de 2019, de HÜTTENES-ALBERTUS Chemische Werke Gesellschaft mit beschränkter Haftung: Disposición para el uso en la fabricación de un molde divisible, con preferencia de un molde verticalmente divisible, que comprende:
(i) una placa de […]
Disposición para el uso en la fabricación de un molde divisible, del 13 de Marzo de 2019, de HÜTTENES-ALBERTUS Chemische Werke Gesellschaft mit beschränkter Haftung: Disposición para el uso en la fabricación de un molde divisible, con preferencia de un molde verticalmente divisible, que comprende:
(i) una placa de […]
Rellenado secuencial de molde, del 5 de Marzo de 2019, de HOWMET CORPORATION: Un método de fundición de aleación o metal líquido, que comprende suministrar una masa fundida de aleación o metal a una pluralidad de moldes que se conectan […]
Procedimiento para la fabricación de piezas de fundición de metal ferroso, del 23 de Octubre de 2018, de Huppert Engineering GmbH & Co. KG: Procedimiento para la fabricación de piezas de fundición de metal ferroso en el que - se introduce un molde perdido , con un espacio hueco para el […]