Composiciones de revestimiento para fundición.
Una composición de revestimiento de fundición que comprendeun portador líquido;
un ligante;
y un relleno refractario en partículas;
el relleno refractario en partículas que comprende una primera fracciónrelativamente gruesa con un tamaño de partículas de d>38μm y una segundafracción relativamente fina con un tamaño de partículas d
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E10250423.
Solicitante: FOSECO INTERNATIONAL LIMITED.
Nacionalidad solicitante: Reino Unido.
Dirección: 1 Midland Way Central Park Barlborough Links Derbyshire S43 4XA REINO UNIDO.
Inventor/es: HAANEPEN,MARTINUS JACOBUS, VON PIEKARTZ,FREDERIK WILLEM.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B22C3/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22C MOLDEO EN FUNDICION (moldeo de materiales refractarios en general B28B). › Empleo de composiciones específicas para revestir las superficies de moldes, machos o modelos.
PDF original: ES-2391544_T3.pdf
Fragmento de la descripción:
Composición de revestimiento para fundición
Descripción [0001] La presente invención hace referencia a una composición para revestimiento
de fundición, en concreto a una composición para un revestimiento para moldes y machos obtenible mediante el proceso. [0002] Las formas metálicas son moldeadas vertiendo metal fundido en una cavidad definida por un molde y opcionalmente un macho. La forma de la fundición que define el exterior de la pieza fundida se conoce como molde de fundición y la forma de la
fundición que define el interior de la pieza fundida se conoce como macho. Cuando el metal líquido se moldea en un molde de arena, contra un macho, existe un efecto físico y una reacción química en la interfaz arena/metal. Cualquiera puede dar como resultado defectos superficiales en la pieza fundida finalizada. [0003] La penetración del metal y las grietas son defectos físicos de la pieza fundida
que derivan del molde y macho de arena. Los defectos de la penetración se producen cuando el metal líquido entra en los poros del molde o macho de arena provocando que la pieza fundida tenga una superficie rugosa. Las grietas pueden producirse como resultado de una expansión térmica diferencial de la arena. La arena de sílice es especialmente proclive a agrietarse debido a la fuerte expansión que tiene lugar a
573ºC como resultado de un cambio de fase. Cuando el metal caliente golpea la superficie fría del molde o del macho se produce una fuerte pendiente térmica disipando el calor en el macho por difusión. La capa exterior del molde o macho alcanza 573ºC en primer lugar provocando una fuerza de compresión debido a la expansión repentina. Las capas más profundas (alejadas del metal caliente) alcanzan
los 573ºC posteriormente y cuando estas capas se expanden la fuerza de compresión en la superficie se transforma en fuerza de tensión y se puede producir el agrietamiento. El metal líquido en la superficie del molde o macho puede entrar en la grieta lo que da lugar a una vena o veta elevada en la superficie de la pieza de fundición.
[0004] Los defectos químicos incluyen defectos carbonáceos y calcinados en la arena. El calcinamiento de la arena puede dar como resultado la presencia de impurezas en la arena (especialmente sales de metales alcalinos) que reducen la refractariedad del molde o macho. Los defectos carbonáceos se producen cuando los ligantes del molde y del macho se degradan a las altas temperaturas de vertido del metal formando gases
con carbón que pueden producir levantamiento del carbón o marcas superficiales debido al carbón lustroso.
Se ha añadido una amplia variedad de diferentes agentes a la arena de moldeado para intentar mejorar las propiedades de los moldes y machos para evitar los veteados y otros defectos. Estos aditivos (agente anti-veteado) incluyen productos con base de almidón, dextrina, óxido de hierro (incluyendo óxido de hierro rojo y 5 negro) y tierra alcalina o fluoruros de metales alcalinos. Normalmente los aditivos se mezclan con resina y arena antes de fabricar el molde o macho. El aditivo se distribuye uniformemente por todo el molde o macho. Las desventaja es que tienen que usarse cantidades relativamente elevadas de aditivo (relativamente caro) y habitualmente es necesario aumentar el nivel de ligante para mantener el molde o macho lo
suficientemente sólidos. [0006] Los revestimientos refractarios (también conocidos como pinturas, cubiertas o lavados de moldes) también han sido utilizados durante muchos años para mejorar las propiedades de la pieza fundida resultante. Los objetivos de los revestimientos incluyen proporcionar un acabado de la pieza fundida suave protegiendo la arena del
metal fundido para limitar la penetración del metal y el calcinamiento, aislar los moldes y los machos contra el agrietamiento y las vetas y conseguir una eliminación más sencilla de la arena de la superficie de la pieza fundida. Los revestimientos normalmente se basan en grafito, aluminosilicatos (talcos, mica, pirofilita) o refractarios de silicato de zirconio refractarios.
[0007] Se pueden aplicar múltiples capas de revestimientos refractarios a los machos y moldes para reducir los defectos y mejorar la calidad de la pieza fundida. WO89/09106 describe un macho de arena que, en primer lugar, se introduce o se pulveriza con una suspensión acuosa que comprende un primer revestimiento refractario que contiene silicio fundido finamente molido. El revestimiento se seca y, a
continuación, se aplica un segundo revestimiento de liberación suave ( por ejemplo, una suspensión de grafito en polvo) . JP2003191048A divulga un macho de arena que tiene una primera y una segunda capa de revestimiento. La primera capa de revestimiento (14) impregna el macho y está constituida por harina de zirconio o un ligante orgánico. La segunda capa (16) contiene mica como lubricante para ayudar a la
eliminación de la pieza fundida. La segunda capa de revestimiento se aplica tras la primera capa de revestimiento. [0008] De conformidad con un primer aspecto de la presente invención, se proporciona una composición de revestimiento de fundición que comprende un portador líquido;
un ligante; y un relleno refractario en partículas; el relleno refractario en partículas que comprende una primera fracción (relativamente gruesa) con un tamaño de partículas de d>38μm y una segunda fracción (relativamente fina) con un tamaño de partículas d<38μm, donde no más del 10% del total del relleno refractario en partículas tiene un tamaño de
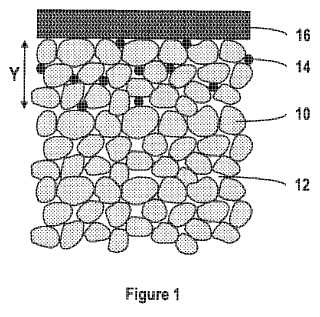
partículas de 38μm<d<53μm y de 0 a 50% de la segunda fracción (relativamente fina) está constituida por caolín calcinado. [0009] La Figura 1 es un dibujo esquemático de parte de un molde o macho de fundiciones que ha sido revestido con la composición de la invención. El molde o macho de la fundición está hecho de granos de arena 10. Los granos de arena 10
están unidos entre ellos mediante un ligante (no se muestra) para producir la forma deseada. El molde o macho de la fundición es poroso; existen espacios (poros) 12 entre los granos de arena 10. Cuando la composición del revestimiento se aplica al molde o macho de la fundición, la segunda fracción (relativamente fina) 14 impregna el molde o macho poroso de la fundición hasta una determinada profundidad (indicada
mediante Y en la figura 1) . La primera fracción 16 (relativamente gruesa) tiene un tamaño de partículas que es demasiado grande para impregnar el molde o macho de la fundición y, en su lugar, forma una capa superficial 16. [0010] Sin querer vincularse por la teoría, los inventores proponen que la primera fracción (relativamente gruesa) permite retirar fácilmente la pieza fundida del macho o
molde de arena mientras que la segunda fracción (relativamente fina) ayuda a evitar los defectos en forma de veteado. [0011] Además, los inventores han demostrado que los beneficios de la composición del revestimiento se reducen cuando la composición del revestimiento comprende una alta proporción de caolín calcinado (arcilla calcinada) .
[0012] La composición del revestimiento puede aplicarse en un único paso a un molde
o macho de la fundición para proporcionar la capa absorbida (comprendiendo la segunda fracción (relativamente fina) ) que impregna el molde o macho y la capa superficial (que comprende la primera fracción (relativamente gruesa) ) que lamina el molde o macho. El único paso es ventajoso en comparación con los procesos del
estado anterior de la técnica en el que se aplican dos revestimientos independientes, en concreto, cuando un primer revestimiento se seca antes de aplicarse un segundo revestimiento. [0013] Los inventores han descubierto que se puede conseguir suficiente absorción de las partículas en el molde o macho en un único paso eliminando una proporción de las
partículas que tengan un tamaño de partículas en el rango 38μm<d<53μm. Las partículas con un tamaño de partícula de 38μm<d<53μm se denominarán en adelante como la fracción crítica. Se propone que la fracción crítica bloquee los poros del macho o molde de arena y de este modo obstaculice la penetración de la fracción fina. Se ha demostrado que el efecto de bloqueo es esencialmente independiente del tipo de arena que se utiliza (forma y tamaño de partícula) .
[0014] Sorprendentemente, la composición... [Seguir leyendo]
Reivindicaciones:
1. Una composición de revestimiento de fundición que comprende un portador líquido;
un ligante; y un relleno refractario en partículas; el relleno refractario en partículas que comprende una primera fracción relativamente gruesa con un tamaño de partículas de d>38μm y una segunda fracción relativamente fina con un tamaño de partículas d<38μm,
donde un máximo del 10% del total del relleno refractario en partículas tiene un tamaño de partículas de 38μm<d<53μm y entre un 0 y un 50% de la segunda fracción relativamente fina está constituida por caolín calcinado.
2. La composición de conformidad con la reivindicación 1 en la que un máximo del
15% de la primera fracción relativamente gruesa tiene un tamaño de partícula 15 de 38μm<d<53μm.
3. La composición de conformidad con la reivindicación 1 o 2 en la que un máximo del 4% del relleno refractario en partículas total tiene un tamaño de partícula de 38μm<d<53μm.
4. La composición de conformidad con cualquiera de las reivindicaciones
precedentes en la que la segunda fracción relativamente fina comprende óxido de hierro rojo y/o óxido de hierro amarillo.
5. La composición de conformidad con cualquiera de las reivindicaciones precedentes en la que del 0 al 50% de la segunda fracción relativamente fina está constituido por un no gel que forma un mineral basado en el silicato con
morfología lamelar.
6. La composición de conformidad con cualquiera de las reivindicaciones precedentes en la que la proporción de la primera fracción relativamente gruesa con relación a la segunda fracción relativamente fina es de 0, 1 a 2, 0:1.
7. La composición de conformidad con cualquiera de las reivindicaciones 30 precedentes en la que la primera fracción relativamente gruesa comprende uno
o más de los siguientes: grafito, silicato, aluminosilicato, óxido de aluminio, silicato de zirconio, muscovita, pirofilita, talco y óxido de hierro micáceo.
8. La composición de conformidad con cualquiera de las reivindicaciones precedentes en la que la primera fracción relativamente fina comprende uno o
más de los siguientes: óxido de hierro rojo, paligorsquita, sepiolita, goethita y wollastonita.
9. La composición de conformidad con cualquiera de las reivindicaciones precedentes en la que la segunda fracción relativamente fina comprende partículas con una morfología esférica y partículas con una morfología similar a una varilla.
10. La composición de conformidad con cualquiera de las reivindicaciones precedentes en la que la segunda fracción relativamente fina comprende al menos el 10% de óxido de hierro rojo.
11. La composición de conformidad con cualquiera de las reivindicaciones
precedentes en la que la segunda fracción relativamente fina comprende caolín 10 calcinado.
12. Un proceso para la preparación de un molde o macho de fundición revestido que comprende el suministro de un molde o macho de fundición; la aplicación de una composición de revestimiento de fundición de conformidad con cualquiera de las reivindicaciones 1 a 11 al macho o molde de fundición; y la
eliminación el portador líquido.
13. Un molde o macho de fundición revestido con una composición de conformidad con cualquiera de las reivindicaciones 1-11.
Figura 2
Figura 7a
Figura 7b
Figura 8 Figura 9
Patentes similares o relacionadas:
Molde de fundición y procedimiento de fabricación, del 13 de Mayo de 2020, de SCHUNK KOHLENSTOFFTECHNIK GMBH: Procedimiento de fabricación de un molde de fundición para la fundición de metales, en particular de una coquilla de colada continua, en el que el molde de fundición se […]
PRODUCTO DESMOLDEANTE LIBRE DE COMPUESTOS ORGÁNICOS VOLÁTILES, del 23 de Mayo de 2019, de NAVARRO GUIJARRO, Juan Francisco: 1. Producto desmoldeante libre de compuestos orgánicos volátiles para el desmoldeo de productos de caucho que se caracteriza por que su composición comprende una […]
 Procedimiento e instalación para la fabricación de producto semiacabado de cobre, así como procedimiento y dispositivo para aplicar un encolante, del 13 de Marzo de 2019, de SMS group GmbH: Procedimiento para la fabricación de producto semiacabado de cobre , en el que inicialmente se funde cobre y en una pasada inicial se cuela dentro de varias lingoteras […]
Procedimiento e instalación para la fabricación de producto semiacabado de cobre, así como procedimiento y dispositivo para aplicar un encolante, del 13 de Marzo de 2019, de SMS group GmbH: Procedimiento para la fabricación de producto semiacabado de cobre , en el que inicialmente se funde cobre y en una pasada inicial se cuela dentro de varias lingoteras […]
Agente de liberación de molde para moldeado a presión con aceite, método para ajustar la proporción de mezcla de disolvente y método de moldeado, del 8 de Marzo de 2019, de Aoki Science Institute Co., Ltd: Agente de liberación de tipo aceite para moldeado a presión que contiene: (a) de un 70 a un 98 % en peso de disolventes que tienen una viscosidad cinemática de 2 a […]
MOLDE REFRACTARIO Y MÉTODO DE FABRICACIÓN DE UN OBJETO DE TITANIO, del 13 de Diciembre de 2018, de MONDRAGON GOI ESKOLA POLITEKNIKOA JOSE MARIA ARIZMENDIARRIETA, S.COOP: Molde refractario para la colada y solidificación de titanio, que incluye una capa que comprende ¿-case de titanio, siendo dicha capa la que […]
Productos para la protección de los moldes de colada continua de los tubos de fundición, del 23 de Noviembre de 2018, de FERROPEM: Producto en polvo para la protección de los moldes de colada centrífuga utilizados en la fabricación de los tubos de fundición, caracterizado por […]
Utiles de moldeo revestidos de manera antiadhesiva, del 16 de Mayo de 2018, de MOMENTIVE PERFORMANCE MATERIALS GMBH: Útil de moldeo, que presenta un revestimiento antiadhesivo a base de partículas de SiO2 en nanoescala organomodificadas, que puede obtenerse […]
Masa de recubrimiento adsorbente del olor y de sustancias nocivas para la colada de metal en caja, del 20 de Julio de 2016, de ASK Chemicals GmbH: Molde de fundición para la colada de metal, en el que sobre superficies de salida de gas de la superficie exterior del molde de fundición está dispuesta al menos por […]