Procedimiento para la producción de una estructura de tipo emparedado para su utilización como blindaje contra proyectiles balísticos, en particular cargas huecas.
Procedimiento para la producción de una estructura de tipo emparedado para su utilización como blindaje contraproyectiles balísticos,
en particular cargas huecas, en el que unas planchas o chapas metálicas son sometidas a untratamiento superficial y a continuación son unidas unas con otras mediante pegamiento o vulcanizacióncaracterizado porque como tratamiento superficial se lleva a cabo un revestimiento mediante barnizadocataforético por inmersión.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08008657.
Solicitante: KRAUSS-MAFFEI WEGMANN GMBH & CO. KG.
Nacionalidad solicitante: Alemania.
Dirección: KRAUSS-MAFFEI-STRASSE 11 80997 MUNCHEN ALEMANIA.
Inventor/es: KEIL,NORBERT, WIRTHIG,BERNHARD, RETTINGER,GÜNTER, BIRGMEIER,REINHARD.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- F41H5/04 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F41 ARMAS. › F41H BLINDAJE; TORRETAS ACORAZADAS; VEHICULOS BLINDADOS O ARMADOS; MEDIOS DE ATAQUE O DE DEFENSA, p. ej. ENMASCARAMIENTO, EN GENERAL. › F41H 5/00 Blindaje; Placas de blindaje; Escudos (procesos de fabricación o tratamientos B21, C21). › compuestas de más de una capa.
PDF original: ES-2398395_T3.pdf
Fragmento de la descripción:
Procedimiento para la producción de una estructura de tipo emparedado para su utilización como blindaje contra proyectiles balísticos, en particular cargas huecas El invento se refiere a un procedimiento para la producción de una estructura de tipo emparedado para su utilización como blindaje contra proyectiles balísticos, en particular cargas huecas, en cuyo caso unas planchas o chapas metálicas son sometidas a un tratamiento superficial y a continuación son unidas unas con otras mediante pegamiento o vulcanización,
A partir del documento de patente alemana DE 26 56 470 se conoce un procedimiento para la producción de cascos protectores, en cuyo caso tres chapas de acero prensadas a la forma del casco son pegadas unas con otras y la chapa de acero central es endurecida por un procedimiento de nitruración antes del pegamiento.
Es conocido utilizar unas tecnologías de protección pasiva, reactiva y activa contra amenazas, en particular contra cabezas de combate con cargas huecas. En el caso del uso de tecnologías de protección pasiva, en la mayor parte de los casos se construyen unas disposiciones de chapas abollables. Para esto, por regla general, varias delgadas planchas o chapas metálicas resistentes a la rotura se unen unas con otras mediante pegamiento o vulcanización.
Para el tratamiento de las planchas o chapas antes de su unión unas con otras, se usan por lo general unos procedimientos mecánicos de tratamiento superficial, que sirven o bien para hacer posible la formación de fuerzas entre moléculas, o para reforzarlas. Como complemento a estos tratamientos previos se aplican entonces unos mediadores de adhesión, los denominados imprimadores, sobre las superficies de las piezas que se han de juntar, que sirven como un “puente químico”. Estos tratamientos deben ser llevados a cabo con una distancia cronológica lo más corta que sea posible, con el fin de evitar una renovada desactivación de la superficie. Esto, naturalmente, tiene una considerable desventaja, puesto que exige un proceso ininterrumpido sin ningún almacenamiento intermedio de las piezas que se han de juntar, lo cual trae consigo un alto empleo de las máquinas y las instalaciones y se vuelve rápidamente antieconómico.
Otra gran desventaja de los procedimientos mecánicos de tratamiento previo, tales como por ejemplo el chorreo con arena o el amolado, consiste en que mediante una errónea realización del proceso (p.ej. con una presión demasiado alta, o con una distancia demasiado pequeña con respecto del material a chorrear) se puede provocar un debilitamiento de la pieza constructiva. Esto quiere decir que también en un caso ideal se desgasta el material, y la chapa se vuelve por lo tanto más delgada. Además de esto, la chapa pierde la tensión superficial y puede volverse ondulada con mucha facilidad. Una posible consecuencia de esto es una resistencia mecánica permanente y una resistencia a la fatiga por flexión alternativa, que han sido acortadas y/o disminuidas, del componente a proteger. A partir de esto resulta un rendimiento balístico considerablemente reducido de las planchas protectoras, puesto que la alta presión dinámica deforma plásticamente a las planchas metálicas al penetrar la púa de la carga hueca, y éstas, a causa del debilitamiento provocado mediante el tratamiento mecánico previo, se rompen o desgarran más temprano. De esta manera, la púa de la carga hueca está sujeta a un “período de tiempo de perturbación” más corto, ella no se desintegra en partículas en tan alto grado, de manera tal que apenas se debilita el rendimiento de penetración.
El invento está basado en la misión de ejecutar un procedimiento para la producción de una estructura de tipo emparedado, destinada a utilizarse como blindaje contra proyectiles balísticos, en particular cargas huecas, con las características indicadas al comienzo de esta memoria descriptiva y en el concepto genérico del prefacio de la reivindicación 1 de patente, de tal manera que sobre las piezas que se han de juntar, es decir las planchas o chapas, se generen unos estados superficiales que ofrezcan la condición previa para unas óptimas propiedades de adhesión de la capa de pegamiento o vulcanización, incluso durante un período de tiempo más prolongado. Por consiguiente, se debe de conseguir un mejoramiento de la aptitud para el pegamiento y de la estabilidad frente al envejecimiento, así como una conservación de las superficies previamente tratadas, una protección en la junta de pegamiento antes de la introducción por difusión de líquidos y una protección contra la corrosión de las superficies de las piezas que se han de juntar.
La resolución del problema planteado por esta misión se efectúa conforme al invento con las características de la parte caracterizante de la reivindicación 1 de patente. Unos perfeccionamientos ventajosos del procedimiento conforme al invento se describen en las reivindicaciones subordinadas. Una estructura de tipo emparedado, producida de acuerdo con el procedimiento conforme al invento, es el objeto de la reivindicación 12 de patente y unos modos de uso especialmente ventajosos de esta estructura de tipo emparedado se describen en las reivindicaciones 13 y 14.
Una idea fundamental del invento consiste en el uso de un procedimiento de tratamiento químico previo de superficies para las planchas o chapas que se han de unir unas con otras, en cuyo caso la superficie de las piezas que se han de juntar no sea influida negativamente y por consiguiente se conserve en plena extensión el efecto protector balístico.
Sobre la base del invento se establecen las siguientes ventajas adicionales:
-ninguna deformación del material por tensiones materiales que se liberan (carácter ondulado)
-una más alta exactitud de dimensiones para el montaje,
-mejoramiento de la aptitud para el pegamiento y de la estabilidad frente al envejecimiento,
-conservación de las superficies previamente tratadas,
-protección en la junta de pegamiento antes de la introducción por difusión de humedad,
-protección contra la corrosión de las superficies de las piezas que se han de juntar,
-no es necesario ningún proceso continuo de fabricación,
-la posibilidad del almacenamiento ilimitado cronológicamente o respectivamente del mantenimiento en almacén del material,
-una fabricación más rentable,
-ningún desgaste abrasivo del material o respectivamente ningún debilitamiento de las piezas constructivas,
-ninguna disminución del efecto protector balístico,
-aptitud de la protección para emplearse en condiciones climáticas extremadas.
Se ha mostrado como especialmente ventajoso que antes del revestimiento por KTL (acrónimo de kataphoretische Tauchlackierung = barnizado cataforético por inmersión) se lleve a cabo en la superficie que se ha de tratar una fosfatación con zinc.
Las planchas y chapas pueden ser sometidas de una manera ventajosa antes del tratamiento superficial a un tratamiento físico superficial, por ejemplo mediante uso de un plasma a baja presión o de una descarga en corona. Ellas pueden ser sometidas también antes del tratamiento superficial a un tratamiento físico y químico superficial previo, por ejemplo mediante un ataque químico con iones o un tratamiento con llamas.
Además de esto, se ha manifestado como ventajoso que las planchas o chapas, antes del tratamiento superficial, sean sometidas, por lo menos en algunas zonas parciales de sus superficies, a un tratamiento mecánico superficial previo, por ejemplo para hacer preparativos para una costura por soldadura. Con el fin de aumentar todavía más la protección contra la corrosión, las planchas o chapas pueden ser adicionalmente zincadas o revestidas con polvos.
Además de esto, las planchas o chapas pueden ser sometidas a un tratamiento superficial posterior con un imprimador o mediador de adhesión o también con un agente aglutinante elastómero.
El tratamiento superficial previo y/o el tratamiento superficial y/o el tratamiento superficial posterior se pueden llevar a cabo en las planchas o chapas por un solo lado o por ambos lados.
Además de esto, es posible llevar a cabo el tratamiento superficial y/o el tratamiento superficial y/o el tratamiento superficial posterior solamente en algunas zonas parciales de las superficies de las planchas o chapas.
Las planchas sometidas al tratamiento previo o respectivamente a los tratamientos superficiales previos y/o a los tratamientos superficiales posteriores que más arriba se han descrito, son luego unidas unas con otras por pegamiento o vulcanización para dar una estructura de tipo emparedado, que se puede utilizar tanto... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la producción de una estructura de tipo emparedado para su utilización como blindaje contra proyectiles balísticos, en particular cargas huecas, en el que unas planchas o chapas metálicas son sometidas a un tratamiento superficial y a continuación son unidas unas con otras mediante pegamiento o vulcanización caracterizado porque como tratamiento superficial se lleva a cabo un revestimiento mediante barnizado cataforético por inmersión.
2. Procedimiento de acuerdo con la reivindicación 1, caracterizado porque antes del revestimiento mediante barnizado cataforético por inmersión se lleva a cabo una fosfatación con zinc.
3. Procedimiento de acuerdo con la reivindicación 1 ó 2, caracterizado porque las planchas o chapas, antes del tratamiento superficial, son sometidas a un tratamiento físico superficial previo.
4. Procedimiento de acuerdo con una de las reivindicaciones 1 hasta 3, caracterizado porque las planchas o chapas, antes del tratamiento superficial, son sometidas a un tratamiento físico y químico superficial previo.
5. Procedimiento de acuerdo con una de las reivindicaciones 1 hasta 4, caracterizado porque las planchas o chapas, antes del tratamiento superficial, son sometidas, por lo menos en algunas zonas parciales de sus superficies, a un tratamiento mecánico superficial previo.
6. Procedimiento de acuerdo con una de las reivindicaciones 1 hasta 5, caracterizado porque las planchas o chapas son adicionalmente zincadas.
7. Procedimiento de acuerdo con una de las reivindicaciones 1 hasta 5, caracterizado porque las planchas o chapas son adicionalmente revestidas con polvos.
8. Procedimiento de acuerdo con una de las reivindicaciones 1 hasta 7, caracterizado porque las planchas o chapas son sometidas a un tratamiento superficial posterior con un imprimador o mediador de adhesión.
9. Procedimiento de acuerdo con una de las reivindicaciones 1 hasta 8, caracterizado porque las planchas o chapas son sometidas a un tratamiento superficial posterior con un agente aglutinante elastómero.
10. Procedimiento de acuerdo con una de las reivindicaciones 1 hasta 9, caracterizado porque el tratamiento superficial previo y/o el tratamiento superficial y/o el tratamiento superficial posterior se llevan a cabo por ambos lados en las planchas o chapas.
11. Procedimiento de acuerdo con una de las reivindicaciones 1 hasta 10, caracterizado porque el tratamiento superficial previo y/o el tratamiento superficial y/o el tratamiento superficial posterior se llevan a cabo solamente en algunas zonas parciales de la superficie de las planchas o chapas.
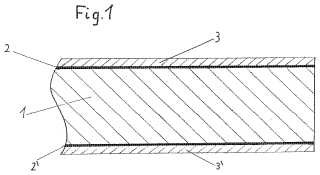
12. Estructura de tipo emparedado destinada a su utilización como blindaje contra proyectiles balísticos, en particular cargas huecas, que se compone de unas planchas o chapas metálicas (1, 1’) , que son unidas unas con otras mediante pegamiento o vulcanización, caracterizada porque las planchas o chapas (1, 1’) , antes del pegamiento o de la vulcanización, han sido sometidas a un tratamiento superficial de acuerdo con una de las reivindicaciones 1 hasta 11.
13. Estructura de tipo emparedado de acuerdo con la reivindicación 12, caracterizada porque ella se utiliza para la protección contra proyectiles con energía cinética.
14. Estructura de tipo emparedado de acuerdo con la reivindicación 12, caracterizada porque se utiliza para la protección contra proyectiles de cañones electrotérmicos.
Patentes similares o relacionadas:
Dispositivo de refuerzo del blindaje de un vehículo, del 29 de Abril de 2020, de Tencate Advanced Armour: Dispositivo de refuerzo que puede ser aplicado a unos elementos que componen la estructura de un vehículo blindado o civil, comprendiendo […]
Vidrio de seguridad resistente a balas, del 29 de Abril de 2020, de SCHOTT AG: Vidrio de seguridad resistente a balas con al menos tres hojas de vidrio, donde una de las hojas de vidrio está dirigida hacia el lado de ataque (A) como hoja […]
Placa de blindaje y procedimientos para su fabricación, del 4 de Marzo de 2020, de Craco GmbH: Placa de blindaje para protección contra proyectiles que está formada por al menos una capa metálica y […]
Módulo de protección para un objeto, en particular contra proyectiles de carga hueca, del 19 de Febrero de 2020, de RHEINMETALL WAFFE MUNITION GMBH: Módulo de protección para proteger objetos contra proyectiles de carga hueca, que consta de varias placas (P1 a Pn) dispuestas una detrás de la […]
Estructura de cristal, del 11 de Diciembre de 2019, de ISOCLIMA S.p.A: Estructura de cristal, especialmente, para ser utilizada en un vehículo motorizado, que comprende lo siguiente: cristales transparentes (4, […]
 Sistema de contención de líquido autosellante con un miembro de absorción de energía interna, del 30 de Octubre de 2019, de HUTCHINSON S.A.: Un sistema que comprende:
un contenedor de liquido, en donde el contenedor de liquido comprende una pared que define un volumen […]
Sistema de contención de líquido autosellante con un miembro de absorción de energía interna, del 30 de Octubre de 2019, de HUTCHINSON S.A.: Un sistema que comprende:
un contenedor de liquido, en donde el contenedor de liquido comprende una pared que define un volumen […]
Vidrio que contiene litio con alto contenido de hierro oxidado y método de fabricación del mismo, del 21 de Agosto de 2019, de PPG INDUSTRIES OHIO, INC.: Una composición de vidrio que comprende: Componente Intervalo SiO2 60-63 % en peso Na2O 10-12 % en peso Li2O 4-5,5 % en peso Al2O3 17-19 % en peso […]
Artículos UD balísticos con estructura rígida y poca huella en lado trasero y método de preparación, del 31 de Julio de 2019, de HONEYWELL INTERNATIONAL INC.: Un material compuesto fibroso que tiene un módulo de almacenamiento dinámico de al menos 0,8 GPa (8,0 x 109 dyn/cm2) medido a 25ºC (77ºF), comprendiendo dicho material […]