Procedimiento y dispositivo para la fabricación de cepillos.
Procedimiento para la fabricación de cepillos (10) mediante un dispositivo,
caracterizado por los pasos siguientes:
toma secuencial de cerdámenes (16) de una reserva de cerdas (44), en la cual las cerdas están dispuestasempacadas paralelas,
transporte del cerdamen tomado (16) mediante un dispositivo de transporte (18) a una pieza de base (12) queforma una parte del cepillo terminado, que tiene orificios (14) para el alojamiento de cerdámenes (16) individuales,
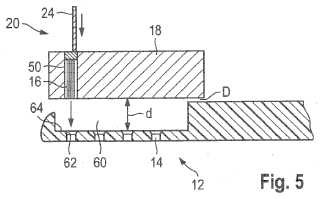
inserción secuencial del cerdamen (16) en el orificio (14) asignado desde la cara posterior de la pieza de base(12), estando previsto entre el dispositivo de transporte(18) y el orificio (14) una rendija (60) sin guía a través de lacual los cerdámenes (16) son insertados en el orificio (14), y
15 fijación sin anclaje de los cerdámenes (16) a la pieza de base (12).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E10003937.
Solicitante: GB Boucherie NV.
Nacionalidad solicitante: Bélgica.
Dirección: STUIVENBERGSTRAAT 104-106 8870 IZEGEM BELGICA.
Inventor/es: BOUCHERIE, BART GERARD.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- A46D3/04 NECESIDADES CORRIENTES DE LA VIDA. › A46 CEPILLERIA. › A46D FABRICACION DE CEPILLOS O PINCELES. › A46D 3/00 Preparación de monturas. › Máquinas para insertar o fijar las cerdas en las monturas.
PDF original: ES-2443141_T3.pdf
Fragmento de la descripción:
Procedimiento y dispositivo para la fabricación de cepillos La invención se refiere a un procedimiento y dispositivo para la fabricación de cepillos.
Se conocen diferentes procedimientos para la fabricación de cepillos. Tradicionalmente, un cuerpo de cepillo es provisto de una disposición de agujeros (“dibujo de agujeros”) que se corresponde con la disposición deseada de las cerdas. Los cerdámenes o mechones de cerdas se colocan en los agujeros del cuerpo de cepillo y son anclados allí
mediante pequeñas anclas metálicas metidas a presión o mediante lazos.
En un procedimiento alternativo para la fabricación de cepillos que se ha impuesto en sólo unos pocos años y que es denominado procedimiento AFT (Anchor Free Tufting, encerdado sin anclaje) , los cerdámenes son fijados a una placa pequeña de cabeza de cepillo sin el uso de lazos o anclajes, y la placa de soporte es integrada a un cuerpo de cepillo o un mango o fijada al mismo. En una variante del procedimiento AFT se fabrican mangos de cepillo mediante un dibujo de agujeros que se corresponde con el dibujo de cerdámenes deseado. A continuación, los cerdámenes son insertados en estos agujeros y fijados a los mangos de cepillo. A continuación, los extremos de fijación de los mechones son cubiertos mediante una pequeña placa.
La presente invención se refiere a un procedimiento y un dispositivo para la fabricación de cepillos sobre la base de dicho procedimiento AFT.
La invención crea un procedimiento y un dispositivo que trabajan de manera sencilla y, ante todo, muy rápidamente y requieren poco mantenimiento.
El procedimiento según la invención se usa, particularmente, para la fabricación de cepillos de dientes y prevé los pasos siguientes:
toma secuencial de cerdámenes de una reserva de cerdas, en la cual las cerdas están dispuestas empacadas 30 paralelas,
transporte del cerdamen tomado mediante un dispositivo de transporte a una pieza de base que forma una parte del cepillo terminado, que tiene orificios para el alojamiento de cerdámenes individuales,
inserción secuencial en el orificio asignado del cerdamen desde la cara posterior de la pieza de base, estando previsto entre el dispositivo de transporte y el orificio una rendija sin guía a través de la cual los cerdámenes son insertados en el orificio.
fijación sin anclaje de los cerdámenes a la pieza de base.
En el procedimiento según la invención se toma, unos detrás de otros, es decir de manera secuencial, cerdámenes de una reserva de cerdas, en particular de un almacén, y transportan a una pieza de base. Dicha pieza de base puede ser un tipo de placa que después es unida a un cuerpo de cepillo, o bien a una sección del cuerpo de cepillo mismo. La cara anterior de la pieza de base es el lado del cual se proyectan las cerdas del futuro cepillo, mientras 45 que la cara posterior es el lado generalmente cerrado, es decir sin cerdas. Mientras que en el estado actual de la técnica, los mechones individuales obturan orificios por medio de un soporte o bien mediante un retenedor dispuestos en el lado del dispositivo en contacto con la pieza de base, en el procedimiento según la invención existe una rendija sin guía entre la pieza de base y el dispositivo. Desde el dispositivo, el cerdamen debe ser insertado en la pieza de base por medio de dicha rendija. De esta manera no es posible que se produzca un desgaste del
dispositivo.
Debido a que los cerdámenes son insertados de manera secuencial, es decir uno detrás de otro, directamente en la pieza de base, tampoco se requiere en el lado del dispositivo un ajuste importante de la herramienta a otras piezas de base.
En el actual estado de la técnica se trabajó, además, la mayoría de las veces con un soporte en el lado de la herramienta cuyos orificios se correspondían, exactamente, con los orificios en la pieza de base. En primer lugar, dicho soporte era llenado de cerdámenes y, a continuación, dichos soportes eran transportados a la pieza de base a ser insertada. La fabricación de múltiples soportes trabajando en un dispositivo es relativamente cara. Además, la 60 conversión del dispositivo para otros cepillos es relativamente complicada.
En el procedimiento según la invención y en el dispositivo según la invención, esta conversión es sustancialmente más sencilla.
En el procedimiento según la invención, para cada orificio a llenar la posición de la pieza de base sobre la herramienta estacionaria es ajustada y, por lo tanto, movida. Una posibilidad para ello existe en mover la pieza de base para la inserción secuencial en al menos dos sentidos, para alinear el orificio a ser llenado con el cerdamen a insertar.
Como resulta inmediatamente, dicho procedimiento puede ser adaptado muy fácilmente a dibujos de cerdámenes completamente nuevos.
En particular, el procedimiento puede ser adaptado muy rápidamente a nuevos dibujos cuando la pieza de base es movida utilizando un dispositivo de posicionamiento programable libremente de al menos dos ejes, en particular un 10 robot industrial programable, preferentemente de dos ejes.
Es particularmente ventajoso el hecho de que los cerdámenes son transportados secuencialmente mediante un descargador de cerdámenes hasta la posición definitiva desde la que son insertados axialmente en el orificio a rellenar. Con ello, tanto para la separación de los cerdámenes como para el transporte es necesario un solo movimiento, por ejemplo un movimiento de arco circular o un movimiento lineal del descargador de cerdámenes.
Tampoco es necesario que el descargador de cerdámenes deba marchar, forzosamente, ida y vuelta entre la posición de recepción y la posición de entrega. También sería posible prever un descargador de cerdámenes anular
o circular que, permanentemente, rota en un sentido.
Las cerdas usadas son de plástico.
El taponado de la cara posterior del cerdamen tiene la ventaja de que, gracias a un tope habitual frontal, los mechones sobresalen de la cara anterior de la pieza de base tanto como se desee, independientemente de las 25 tolerancias de longitud de las cerdas individuales. Además de ello, opcionalmente, se pueden usar también cerdas con puntas de cerdas preelaboradas, por ejemplo puntas de cerdas redondeadas o puntiagudas.
De acuerdo con una forma de realización preferente, durante la inserción de los mechones en la pieza de base se ejerce presión axial sobre el cerdamen, exclusivamente en el sentido de transporte. Es decir, el cerdamen no es apretado radialmente. O sea, al ser apretado, el extremo del mechón podría expandirse en la rendija, lo que dificultaría la inserción en los orificios. Una fuerzas de apriete radial de este tipo se presenta, en particular, en los denominados bastidores tensores.
La altura de rendija, medida perpendicular a la cara posterior de la pieza de base, debería ser, particularmente, 35 mayor que el semidiámetro del cerdamen, en particular la rendija debería tener más del doble de la sección transversal de los orificios en la pieza de base.
La rendija existe entre el borde de los orificios y el dispositivo de transporte, sin embargo, particularmente, la rendija es tan grande como para que el dispositivo esté completamente distanciado de la cara posterior de la pieza de base.
Debido a que la pieza de base tiene, habitualmente, un espesor pequeño y la longitud de los orificios por medio de los cuales se sujetan los cerdámenes es, correspondientemente, corta, un paso de procedimiento ventajoso prevé que en el lado del dispositivo, antes de la inserción de los cerdámenes, esté posicionada en la cara anterior de la pieza de base una pieza de guía con agujeros pasantes. A través de los orificios, los cerdámenes son insertados en 45 los agujeros pasantes de la pieza de guía. Preferentemente, sin que sea obligatorio, los mechones, además de sobresalir de la cara anterior, incluso sobresalen de la pieza de guía.
Durante o después de equipar la pieza de base, los extremos delanteros de los mechones pueden contactar una pieza de presión perfilada para crear una superficie de cepillo perfilada. La superficie de cepillo es la cara anterior de 50 trabajo del cepillo, formada mediante los extremos de las cerdas. Esta pieza de presión puede ya existir al insertar y servir como tope o después de insertada ser apretada contra las cerdas, para que las mismas contacten la pieza de presión y copien la forma de la pieza de presión.
De acuerdo con una forma de realización preferente, se cortan los cerdámenes que se proyectan en la cara posterior
de los orificios de la pieza de base. De esta manera, las tolerancias de las diferentes longitudes... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la fabricación de cepillos (10) mediante un dispositivo, caracterizado por los pasos siguientes:
toma secuencial de cerdámenes (16) de una reserva de cerdas (44) , en la cual las cerdas están dispuestas empacadas paralelas,
transporte del cerdamen tomado (16) mediante un dispositivo de transporte (18) a una pieza de base (12) que forma una parte del cepillo terminado, que tiene orificios (14) para el alojamiento de cerdámenes (16) individuales, 10
inserción secuencial del cerdamen (16) en el orificio (14) asignado desde la cara posterior de la pieza de base (12) , estando previsto entre el dispositivo de transporte (18) y el orificio (14) una rendija (60) sin guía a través de la cual los cerdámenes (16) son insertados en el orificio (14) , y
fijación sin anclaje de los cerdámenes (16) a la pieza de base (12) .
2. Procedimiento según la reivindicación 1, caracterizado porque la pieza de base (12) para la inserción secuencial es movida en al menos dos sentidos, para alinear el orificio (14) a rellenar con el cerdamen (16) a insertar.
3. Procedimiento según la reivindicación 2, caracterizado porque la pieza de base (12) es movida utilizando un dispositivo de posicionamiento programable libremente de al menos dos ejes, en particular un robot industrial programable libremente, preferentemente de dos ejes.
4. Procedimiento según una de las reivindicaciones precedentes, caracterizado porque los cerdámenes (16) son transportadas secuencialmente mediante un descargador de cerdámenes hasta la posición definitiva desde la que son insertados, axialmente, en el orificio (14) a rellenar.
5. Procedimiento según una de las reivindicaciones precedentes, caracterizado porque durante la inserción se ejerce en el dispositivo de transporte (18) una presión exclusivamente axial sobre el cerdamen (16) . 30
6. Procedimiento según una de las reivindicaciones precedentes, caracterizado porque sobre la cara anterior de la pieza de base (12) se posiciona en el lado del dispositivo, antes de la inserción de los cerdámenes (16) , una pieza de guía (26) con orificios pasantes (28) , siendo los cerdámenes (16) insertados por medio de los orificios (14) en los orificios pasantes (28) tanto hasta que sobresalen, preferentemente, de la cara anterior de la pieza de guía (26) .
7. Procedimiento según una de las reivindicaciones precedentes, caracterizado porque durante o después de equipar la pieza de base (12) , los extremos del lado anterior de los mechones (16) pueden contactar una pieza de presión (32) perfilada para crear una superficie de cepillo perfilada.
8. Procedimiento según una de las reivindicaciones precedentes, caracterizado porque después de la inserción de los cerdámenes (16) , los mechones sobresalen de la cara posterior de los orificios (14) y son tronzados.
9. Procedimiento según la reivindicación 8, caracterizado porque el tronzado se produce mediante una herramienta calentada (70) , en particular una cuchilla caliente. 45
10. Procedimiento según las reivindicaciones 5 o 6, caracterizado porque para la fijación de los cerdámenes (16) los mismos son termofundidos y/o pegados en la cara trasera y/o los extremos embutidos en una masa de plástico inyectada.
11. Procedimiento según una de las reivindicaciones precedentes, caracterizado porque los cerdámenes (16) se separan de la reserva de cerdas (44) lateralmente al sentido longitudinal de las cerdas y son desplazados individualmente a los orificios (14) por medio del dispositivo de transporte (18) .
12. Dispositivo para la fabricación de cepillos, en particular mediante un procedimiento según una de las 55 reivindicaciones precedentes, que comprende:
un almacén (42) con una reserva de cerdas (44) en la que las cerdas están dispuestas empacadas paralelas,
caracterizado porque 60 un dispositivo (48) para cerdámenes (16) que toma cerdámenes (16) de la reserva de cerdas (44) de manera secuencial lateralmente a su extensión longitudinal,
un dispositivo de transporte (18) para el transporte de los cerdámenes (16) individuales a una estación de 65 inserción, y
elementos por medio de los cuales los cerdámenes (16) se insertan en y atraviesan los orificios (14) de la pieza de base (12) de manera secuencial desde la cara posterior mediante el puenteo de una rendija (60) sin guía adyacente a la cara posterior de la pieza de base (12) .
13. Dispositivo según la reivindicación 12, caracterizado porque el dispositivo de transporte (18) mueve los mechones (16) a la estación de inserción a lo largo de una trayectoria lineal o curva.
14. Dispositivo según las reivindicaciones 12 o 13, caracterizado por un dispositivo de corte, mediante el cual son
tronzadas las cerdas sobresalientes de la cara posterior de la pieza de base (12) , en el cual el dispositivo de corte se mueve, en particular sin apoyo, transversalmente a las cerdas y tronza las mismas.
15. Dispositivo según la reivindicación 14, caracterizado porque el dispositivo de corte tiene una herramienta (70)
calentable mediante la cual se tronzan las cerdas. 15
16. Dispositivo según las reivindicaciones 12 a 15, caracterizado porque está prevista una estación de fijación para los cerdámenes (16) en la cual las cerdas son termosoldadas y/o pegadas entre sí y/o moldeadas de a mechones o en su totalidad.
17. Dispositivo según una de las reivindicaciones 12 a 16, caracterizado porque en el lado del dispositivo está prevista una pieza de guía (26) que puede llegar a la cara anterior de la pieza de base (12) y atraviesa estaciones junto con la pieza de base (12) .
18. Dispositivo según las reivindicaciones 12 a 17, caracterizado por una pieza de presión (32) perfilada que puede llegar a la pieza de base (12) y a los cerdámenes (16) , que contacta los cerdámenes (16) para el perfilado de la superficie de cepillo de la cara anterior, estando previsto, preferentemente, en la cara posterior una pieza de contrapresión (36) , de manera que los cerdámenes (16) están posicionados, axialmente, entre la pieza de presión (32) y la pieza de contrapresión (36) .
Patentes similares o relacionadas:
Método y dispositivo para fabricar cepillos, así como cepillo, del 1 de Abril de 2020, de GB Boucherie NV: Método para fabricar cepillos, caracterizado por las siguientes etapas: puesta a disposición de un soporte de cerdas que forma parte del cepillo terminado y que tiene […]
 Procedimiento y dispositivo para producir un limpiador interdental, del 25 de Diciembre de 2019, de SUNSTAR SUISSE SA: Dispositivo para producir un limpiador interdental que presenta un portador en forma de barra hecho de plástico, en el que se incrustan cerdas que sobresalen […]
Procedimiento y dispositivo para producir un limpiador interdental, del 25 de Diciembre de 2019, de SUNSTAR SUISSE SA: Dispositivo para producir un limpiador interdental que presenta un portador en forma de barra hecho de plástico, en el que se incrustan cerdas que sobresalen […]
Dispositivo y método para generar conjuntos de cerdas para cepillos, del 9 de Octubre de 2019, de GB Boucherie NV: Dispositivo para generar conjuntos de cerdas para cepillos, en particular cepillos de dientes, con un dispositivo de aislamiento de haces , que […]
Dispositivo para guarnecer un cepillo, del 3 de Abril de 2019, de Borghi S.P.A: Dispositivo para guarnecer cepillos para insertar y asegurar al menos un mechón de cerdas por medio de un lazo en una abertura de una […]
Paleta radial y método de fabricación de la misma, del 20 de Marzo de 2019, de STB Higuchi Co., Ltd: Una paleta radial en forma de disco que comprende: partes de paleta radiales que se forman extendiendo muchos materiales de […]
Punzonadora automática para fabricar cepillos, y método para fabricar cepillos automáticamente mediante punzonado, del 31 de Enero de 2018, de Borghi S.P.A: Una punzonadora automática para fabricar cepillos, que comprende: - una corredera conectada a un primer accionador , y móvil con […]
Máquina punzonadora automática para fabricar cepillos y método para fabricar automáticamente cepillos mediante punzonado, del 6 de Diciembre de 2017, de Borghi S.P.A: Una máquina punzonadora automática para fabricar cepillos, que comprende: - una corredera conectada a un primer accionador y que puede moverse con un movimiento […]
Método y dispositivo para la fabricación de cepillos, del 25 de Octubre de 2017, de GB Boucherie NV: Método para la fabricación de cepillos por medio de un dispositivo, caracterizado por los siguientes pasos: a) Proporcionar, ya sea, al menos una pieza de base […]