HERRAMIENTAS DE CURADO PARA EVITAR EL "EFECTO DE SOMBRERO MEXICANO" EN LARGUERILLOS CON FORMA DE "T" Y PERFILES DE RETENCIÓN USADOS EN LOS MISMOS.
Herramientas de curado para evitar el "efecto de sombrero mexicano" en larguerillos con forma de "T" y perfiles de retención usados en los mismos.
El angular de aleación invar para fabricar larguerillos con forma de "T" curado sobre una superficie curada que minimiza el "efecto de sombrero mexicano" sufrido tradicionalmente por este tipo de larguerillos. Los angulares de aleación invar objeto de la invención tienen un área más grande en su pie, por lo que el peso del angular de aleación invar en esta zona evita la tendencia de los angulares de aleación invar a girar, que es la causa del efecto mencionado.
La forma del pie del angular de aleación invar de la presente invención permite el uso de un perfil de retención del pie de larguerillo que se coloca fácilmente en su posición de trabajo, ahorrando tiempo y dinero durante el proceso de fabricación.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201032009.
Solicitante: AIRBUS OPERATIONS, S.L.
Nacionalidad solicitante: España.
Inventor/es: GARCIA GARCIA,AQUILINO, SANCHEZ FERNANDEZ,JULIAN, LÓPEZ PÉREZ,Federico, BARRADO ALONSO,Roberto.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C70/44 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 70/00 Conformación de materiales compuestos, es decir, materiales plásticos con refuerzos, cargas o partes preformadas, p. ej. inserciones. › mediante presión isostática, p. ej. moldeo por diferencia de presión, moldeo con bomba de vacío, moldeo en autoclave o moldeo con caucho expandible.
Fragmento de la descripción:
Herramientas de curado para evitar el “efecto de sombrero mexicano” en larguerillos con forma de “T” y perfiles de retención usados en los mismos.
OBJETO DE LA INVENCIÓN
Un objeto de la presente invención es proporcionar un método para fabricar larguerillos con forma de “T” para construir estructuras de aeronaves que reducen el tiempo de montaje, el trabajo y las dificultades, especialmente cuando los larguerillos se tienen que ensamblar con otras piezas.
El objeto principal de la presente invención es minimizar un efecto conocido como el “efecto de sombrero mexicano” experimentado por los larguerillos con forma de “T”. Esto significa minimizar el hecho de que el espesor del larguerillo se hace más pequeño que el espesor nominal en el extremo del alma de larguerillo y mayor que el espesor nominal en el extremo del pie de larguerillo.
Por lo tanto, un objeto adicional de la invención es evitar el uso de suplementos sólidos cuando otra pieza se va a ensamblar en el pie de larguerillo.
Un objeto adicional de la presente invención es describir una herramienta de curado usada para eliminar el efecto mencionado anteriormente.
Por último, otro objeto de la presente invención es facilitar la colocación del perfil de retención.
ANTECEDENTES DE LA INVENCIÓN
En la construcción de aeronaves, un larguerillo, larguero o rigidizador es una tira fabricada de fibra de carbono. Los diversos larguerillos se coencolan sobre una superficie curada para construir una parte de la aeronave (por ejemplo alas, HTP, etc.) .
Un tipo muy común de larguerillos son los que tienen una sección transversal con forma de “T” que define un alma de larguerillo y un pie de larguerillo.
Normalmente, un método para fabricar un larguerillo con forma de “T” para una aeronave comprende una primera etapa de conformado en caliente de los laminados para conseguir geometrías de semi-larguerillos con una sección transversal con forma de “L” y una segunda etapa para colocar juntos dos semi-larguerillos conformados en caliente para conseguir un larguerillo con forma de “T”. Después, el larguerillo con forma de “T” se une conjuntamente sobre una capa superficial curada con una línea adhesiva entre el larguerillo y la capa superficial curada.
También se conoce bien en la industria aeronáutica que dichos métodos comprenden una tercera etapa, que es un ciclo de curado, en el que las herramientas de curado, preferiblemente angulares de aleación invar de aproximadamente 90º, se colocan siguiendo el contorno del larguerillo con forma de “T” conformado en caliente dentro de una bolsa de vacío durante el ciclo de curado. Debe indicarse que los ángulos de invar son de un filo de 90º cuando la capa superficial en la que los larguerillos se unen conjuntamente es una capa superficial plana. Sin embargo, cuando la superficie curada es curva, entonces el ángulo entre el pie y el alma de un larguerillo varía ligeramente, haciendo de este modo que el ángulo de los angulares de invar no sea de 90º.
Estos larguerillos con forma de “T”, que se forman con los métodos de fabricación tradicionales en los que los larguerillos sin curar se unen conjuntamente sobre superficies curadas con la herramienta de curado del larguerillo dentro de la bolsa de vacío, sufren el inconveniente del “efecto de sombrero mexicano” por el que el espesor del larguerillo se hace:
-más pequeño que el espesor nominal en el extremo del alma de larguerillo, y
-más grande que el espesor nominal en los extremos de los pies de larguerillo.
Una solución con la que se minimiza el “efecto de sombrero mexicano” explicado anteriormente es aumentar el área del angular de aleación invar cerca del pie de larguerillo.
Este aumento del área del angular de aleación invar cerca del pie de larguerillo permite cambiar la geometría del angular de aleación invar.
Cuando se realiza el ciclo de curado, los ángulos de aleación invar usados tienen en su parte superior una ranura en la que se coloca un perfil de retención. Este perfil de retención de la ranura superior se fabrica normalmente de silicona y sirve para detener el flujo de resina y adhesivo durante el ciclo de curado.
Los angulares de aleación invar usados durante el ciclo de curado tienen una primera ranura en la zona cerca del borde del pie de larguerillo. En esta primera ranura se coloca un perfil de retención que también se fabrica normalmente de silicona.
La forma del perfil de retención de la primera ranura depende de la forma del ángulo de aleación invar cerca del borde del pie de larguerillo.
La primera ranura tiene dos paredes verticales que delimitan la primera ranura mencionada y una parte superior. La primera pared de la primera ranura, que está en contacto directo con el larguerillo que se está curando, está separada de la superficie curada una distancia de aproximadamente 1, 5 mm. La segunda pared de la primera ranura que está en el extremo del angular de aleación invar está separada de la capa superficial una distancia de aproximadamente 1, 5 mm.
El perfil de retención tiene una primera parte que es plana y tiene un espesor que es igual a la distancia entre la primera pared de la primera ranura y la superficie curada. La anchura de esta primera parte es igual a la anchura de la primera pared de la primera ranura. Cuando el perfil de retención se coloca en su posición de trabajo, la primera parte se coloca bajo la primera pared de la primera ranura.
El perfil de retención tiene una segunda parte que tiene la misma forma que la primera ranura y tiene un espesor que es igual a la distancia entre la parte superior de la primera ranura y la superficie curada La anchura de esta segunda parte es igual a la anchura de la primera ranura. Cuando el perfil de retención se coloca en su posición de trabajo, esta segunda parte se coloca dentro de la primera ranura.
El perfil de retención tiene una tercera parte que es plana y tiene un espesor que es igual a la distancia entre la segunda pared de la primera ranura y la superficie curada. La anchura es esta tercera parte es igual a la anchura de la segunda pared de la primera ranura. Cuando el perfil de retención se coloca en su posición de trabajo, esta tercera parte se coloca bajo la segunda pared de la primera ranura.
El perfil de retención tiene una cuarta parte que puede tener diferentes formas. Esta cuarta parte se coloca fuera del angular de aleación invar cercano al lado externo de la segunda pared de la primera ranura. En la mayoría de los casos esta cuarta parte del perfil de retención tiene una forma triangular en la que el lado que está en contacto directo con la segunda pared de la primera ranura es vertical, el lado inferior es horizontal y el lado restante tiene aproximadamente 60º de inclinación.
Sin variar las medidas de la primera ranura, la distancia entre el extremo de la primera pared y el extremo de la segunda pared respecto a la superficie curada puede modificarse para cambiar el espesor del pie de larguerillo. Como se ha descrito anteriormente, la forma del perfil de retención depende de la forma del angular de aleación invar en el área cerca del borde del pie de larguerillo donde se coloca dicho perfil de retención.
Para aumentar el espesor del pie de larguerillo es posible aumentar la distancia desde el extremo de la primera pared y la segunda pared de la primera ranura hasta la capa superficial y el espesor del perfil de retención que se va a usar es igual a la distancia mencionada.
La forma del perfil de retención depende de la forma del angular de aleación invar en el área cerca del pie de larguerillo y debido a esa forma descrita anteriormente es difícil reemplazar el perfil de retención. El perfil de retención mencionado tiene que reemplazarse en cada ciclo de curado.
A partir de la técnica anterior se conocen diferentes métodos de fabricación de larguerillos con forma de “T” que minimizan el “efecto de sombrero mexicano”.
En la Solicitud de Patente Española Nº P201030940, el angular de aleación invar usado durante el ciclo de curado se corta en un área radial que elimina la parte de los angulares de aleación invar que cubren el pie de larguerillo para definir una pieza de aleación invar que no tenga pie. En ese documento se describen tres realizaciones. En la primera realización la bolsa de vacío se coloca directamente sobre la capa superficial libre del pie de larguerillo. En la segunda realización se dispone una almohadilla elastomérica sobre el pie de larguerillo...
Reivindicaciones:
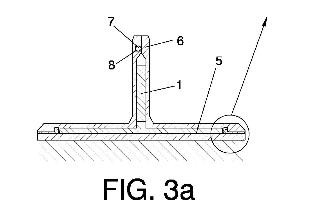
1. Angular de aleación invar para fabricar larguerillos con forma de “T” que tienen un alma de larguerillo (2) y un pie de larguerillo (3) y curado sobre una superficie curada (4) , en el que el ángulo de aleación invar tiene sobre su pie, cerca del borde del pie de larguerillo (3) , una segunda ranura (24) , y esta segunda ranura (24) tiene una primera pared de una segunda ranura (19) , una segunda pared de una segunda ranura (20) y una parte superior de una segunda ranura (21) en la que:
-la primera pared de la segunda ranura (19) está separada de la capa superficial una distancia entre 0, 3 mm y 0, 7 mm,
-la segunda pared de la segunda ranura (20) tiene una anchura entre 18 mm y 22 mm.
2. Angular de aleación invar de acuerdo con la reivindicación 1, en el que el ángulo de aleación invar comprende un segundo perfil de retención (18) que tiene:
-una primera parte de un segundo perfil de retención (22) que se coloca en la segunda ranura en su posición de trabajo, y que tiene la misma forma que la segunda ranura (24) ,
-una segunda parte de un segundo perfil de retención (23) , que se coloca entre el extremo de la segunda
pared de la segunda ranura (20) y la capa superficial (4) en su posición de trabajo, que es plana y tiene un espesor que el igual a la distancia entre la segunda pared de la segunda ranura (20) y la superficie curada (4) y cuya anchura es entre 18 mm y 22 mm.
3. Angular de aleación invar de acuerdo con la reivindicación 1, en el que la distancia entre el extremo de la segunda pared de la segunda ranura (20) y superficie curada (4) es entre 1 mm y 2 mm.
Patentes similares o relacionadas:
Procedimiento de depósito de un material intermedio que permite asegurar la cohesión de este último y material intermedio, del 1 de Julio de 2020, de HEXCEL REINFORCEMENTS: Procedimiento de depósito en continuo sobre una superficie de depósito de un material intermedio constituido por una capa unidireccional de fibras […]
Bolsa de vacío integralmente rígida, reutilizable y método de hacer la misma, del 3 de Junio de 2020, de THE BOEING COMPANY: Una bolsa de vacío para procesar una pieza , que comprende: un diafragma de bolsa elástico flexible generalmente plano adaptado para colocarse sobre la pieza […]
Procedimiento y aparato de conformación o formación de artículos, del 27 de Mayo de 2020, de GENTEX CORPORATION: Un procedimiento de conformación de un material de trabajo plano convirtiéndolo en un producto composite que presenta una forma final, comprendiendo el procedimiento: […]
Método para minimizar inconsistencias que aparecen sobre la superficie de un componente compuesto y una tira compuesta precurada, del 6 de Mayo de 2020, de THE BOEING COMPANY: Método para aplicar una tira compuesta precurada a un componente compuesto , comprendiendo la tira compuesta precurada una primera capa de material […]
Combinación de una pieza compuesta y un conducto de ventilación, y método de fabricación de una pieza compuesta, del 8 de Abril de 2020, de THE BOEING COMPANY: La combinación de una pieza compuesta y un conducto de ventilación para usar en una bolsa de vacío que procesa la pieza compuesta, en donde: el conducto […]
Procedimiento de realización de un panel de cobertura y de protección acústica para un vehículo automóvil, del 8 de Abril de 2020, de TREVES Products, Services & Innovation: Procedimiento de realización de un panel de cobertura y de protección acústica para un vehículo automóvil, dicho procedimiento que comprende las etapas siguientes: - […]
Método y aparato para el cocurado de revestimientos compuestos y refuerzos en un autoclave, del 25 de Marzo de 2020, de THE BOEING COMPANY: Aparato para endurecer en autoclave refuerzos compuestos contra un revestimiento compuesta, que comprende: un instrumento que tiene una superficie del instrumento […]
Herramienta de material compuesto que tiene integridad de vacío y método de fabricación de la misma, del 11 de Marzo de 2020, de THE BOEING COMPANY: Herramienta de material compuesto que tiene integridad de vacío, que comprende: un laminado de material compuesto que incluye una capa de barrera de material […]