Herramienta de repasado y procedimiento para el repasado de una herramienta de rectificar.
Herramienta de repasar con un cuerpo discoidal (27) simétrico en rotación,
con un eje axial de giro (S2) que actúa como eje de giro, que está limitado entre dos caras frontales axiales separadas entre sí (28, 28'), en cuyas zonas periféricas radialmente externas están constituidas zonas de repasado (29, 29') para una acción de repasado sobre una herramienta de rectificar (22, 22', 22") de una máquina de rectificado de engranajes, de manera que una primera zona de repasado (29') está constituida para el repasado de forma, en el que, la primera zona de repasado (29') recorre sobre la herramienta de rectificar (22, 22', 22"), una trayectoria de desplazamiento controlada para la generación de su contorno deseado, y una segunda zona de repasado (29) para el repasado de perfil, en el que la segunda zona de repasado (29) está constituida de manera correspondiente al contorno deseado de la herramienta de rectificar (22, 22', 22"), caracterizada por una constitución axialmente no simétrica de la herramienta de repasado, por la cual, la primera zona de repasado (29') está constituida solamente en una cara frontal (28') de las caras frontales y la segunda zona de repasado (29) está constituida solamente en la otra cara frontal (28), de manera que, por la mecanización de la herramienta de rectificar, de manera opcional con una de las caras frontales (28'), o la otra cara frontal (28), se puede llevar a cabo el proceso de forma o de perfil.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2009/006453.
Solicitante: GLEASON-PFAUTER, MASCHINENFABRIK GMBH.
Inventor/es: KOBIALKA,CLAUS.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23F23/12 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23F FABRICACION DE ENGRANAJES O DE CREMALLERAS (por estampado B21D; por laminado B21H; por forja o prensado B21K; por moldeo B22; dispositivos para copiar o controlar B23Q; máquinas o dispositivos para trabajar con muela o pulir en general B24B). › B23F 23/00 Accesorios o equipos combinados con las máquinas de hacer engranajes dispuestos en estas máquinas, o especialmente concebidos para ser incorporados a estas máquinas (accesorios o equipos no limitados a las máquinas de tallar engranajes B23Q; mecanismos de guiado de las herramientas, ver los grupos correspondientes en la fabricación de engranajes). › Otros dispositivos, p. ej. portaherramientas; Dispositivos de verificación para el control de las piezas que van a ser trabajadas en las máquinas de fabricación de dientes de engranaje.
PDF original: ES-2404828_T3.pdf
Fragmento de la descripción:
Herramienta de repasado y procedimiento para el repasado de una herramienta de rectificar.
La invención se refiere a una herramienta de repasado que puede ser utilizada en una máquina de rectificado de engranajes, que presenta un armazón estacionario de la máquina, una primera unidad desplazable linealmente con respecto al bastidor de la máquina a lo largo de un primer eje de desplazamiento lineal, con una unidad de desplazamiento basculante dispuesta con capacidad de basculación en la unidad de desplazamiento lineal alrededor de un eje de basculación ortogonal al primer eje de desplazamiento lineal y un husillo de herramientas, que puede ser accionado de forma giratoria en la primera unidad de desplazamiento basculante alrededor del eje de la herramienta ortogonal al primer eje de desplazamiento en basculación, así como, un procedimiento para el repasado de una herramienta de rectificado con utilización de dicha herramienta de repasado.
Las máquinas de rectificado de engranajes de este tipo, están destinadas a la mecanización fina del dentado de una pieza, con utilización de una herramienta de rectificado, en las que se puede tratar, por ejemplo, de una muela de rectificar o de una muela sin fin de rectificar. La herramienta de rectificar presenta desgaste por su acción de mecanización en la pieza a trabajar. Por lo tanto, después de un determinado número de procesos de mecanización, debe ser repasada. Mediante dicho repaso, se reconstruye la geometría necesaria de la herramienta de rectificar y, simultáneamente, se afila la superficie de la herramienta de rectificar.
Para la operación de repasado, se conocen dos principios de procedimiento, a saber, el repaso de forma y el repaso de perfil. En el repaso de forma, la herramienta de repasado recorre sobre la herramienta de rectificado a repasar, una trayectoria de desplazamiento controlada y genera de esta manera el contorno deseado de la herramienta de rectificar. En el repaso del perfil, la herramienta de repasado está construida de manera correspondiente a la geometría deseada de la herramienta de rectificar.
Una máquina de fresado de engranajes por rodillos, conocida (EP 0 614 406 B1) , presenta un armazón desplazable horizontalmente en dirección longitudinal sobre el bastidor de la máquina, con un carro guiado con posibilidad de desplazamiento vertical sobre cuyo lado libre alejado del armazón está dispuesto un soporte con capacidad de basculación alrededor de un eje de basculación horizonal para un husillo helicoidal, cuyo eje de giro se extiende ortogonalmente al eje de basculación del soporte. El problema del repaso de la herramienta de rectificado no existe en esta máquina de fresado de engranajes por rodillos. Los documentos DE 196 24 842 A1, DE 196 19 401 C1 y EP 0 432 579 A1, muestran de modo correspondiente herramientas de repasado con simetría axial, cuya geometría radial difiere de una forma cónica regular. El documento DE 33 20 042 A1 da a conocer un procedimiento de rectificado de ruedas dentadas con epicicloides, utilizando solamente una herramienta de rectificar. El documento DE 297 17 193 U1 da a conocer un procedimiento de repaso.
Una herramienta de repasado apropiada para conseguir el objetivo de la invención es fabricada con las características indicadas en la reivindicación 1.
De acuerdo con el procedimiento, se prevé en una operación de repasado con la herramienta de repasado de acuerdo con la invención, en especial, en una máquina de rectificar engranajes cuyo husillo de repasado en una segunda unidad con desplazamiento basculante dispuesta con capacidad de basculación alrededor de un eje basculación paralelo al segundo eje de desplazamiento lineal en la segunda unidad de desplazamiento lineal, en el que el ajuste de ángulo de basculación del husillo de repasado dotado de la herramienta de repasado, es ajustado con relación al segundo eje de desplazamiento en basculación con un valor fijo adaptado a la herramienta de rectificado dispuesta en el husillo de la herramienta y la herramienta de repasado es llevada a establecer contacto con la herramienta de rectificado, de acuerdo con el procedimiento de repaso deseado.
De este modo, es posible con esta máquina de rectificado de engranajes y el procedimiento de repaso realizado en la misma, repasar herramientas de rectificado de diferentes tipos, por ejemplo, muelas de rectificar sin fin o muelas de rectificar de disco, de acuerdo con el correspondiente procedimiento de repaso deseado, por ejemplo, repaso de perfil o repaso de forma.
Además, mediante la disposición del eje de una máquina de rectificado de engranajes de este tipo se consigue una altura de fijación de la pieza especialmente reducida y, por lo tanto, una elevada rigidez del sistema.
Preferentemente, el primer eje de desplazamiento en basculación debe cortar el eje del husillo de la herramienta. En caso de que esta exigencia no es cumplimentada de manera exacta, ello puede ser tenido en cuenta, mediante una corrección por software en el control. En todo caso, la desviación debe ser reducida. Preferentemente, el punto de cruce de los dos ejes mencionados, debe estar localizado en una zona cuya extensión es menor de 0, 1 mm.
El segundo eje de desplazamiento lineal y el segundo eje de desplazamiento en basculación deben estar alineados entre sí en la mayor medida posible y deben cortar el eje del husillo de la herramienta. Si esta condición no se cumple con exactitud, el campo de tolerancia para el punto de cruce de estos ejes, debe ser preferentemente menor de 5
Preferentemente se debe mantener también la perpendicularidad solicitada entre los diferentes ejes lo más precisa posible. Las eventuales desviaciones de la tolerancia pueden ser compensadas, no obstante, mediante el software de control.
Las zonas de repaso de la herramienta de repasado están recubiertas, de manera conocida, con un medio de pulido fijado al cuerpo de la herramienta de repasado. El recubrimiento puede tener lugar, según un procedimiento, positivo o negativo. Estos medios de pulido conocidos son, por ejemplo, corundum en sus diferentes versiones, nitruro de boro (CBN) o diamante.
En la siguiente descripción se explicará de manera más detallada la invención en base a un ejemplo de realización haciendo referencia a los dibujos, en los que se muestran:
La figura 1, una vista en perspectiva de una máquina de rectificado de engranajes, de la que se ha desmontado el cuerpo envolvente,
La figura 2, una vista en detalle de una disposición de los husillos visibles también en la figura 1, para una herramienta de rectificado y una herramienta de repasado, y
La figura 3, muestra una vista de la parte posterior de la máquina de rectificado de engranajes con su cuerpo envolvente y un cambiador de herramientas dispuesto en la misma,
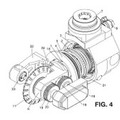
Las figuras 4 (a) y 4 (b) , una representación esquemática del repasado de un perfil de un husillo de rectificado de
engranajes, o bien el repaso de forma de una muela de perfilado.
De acuerdo con la figura 1, una máquina de rectificado de engranajes presenta un armazón de base -1- de la máquina, que presenta básicamente la forma de un rectángulo plano y alargado, cuyo eje longitudinal se extiende paralelamente a un plano de base previsto para la colocación de la máquina de rectificado de engranajes, cuya cara lateral mayor constituye la cara inferior dirigida hacia el plano de base, y cuya otra cara lateral mayor -2- dispuesta en oposición constituye la cara superior. Sobre la cara superior -2- están dispuestas guías lineales -3-, -4- que se extienden, según el eje longitudinal del rectángulo, sobre las que se apoya un bastidor -5- desplazable a lo largo de un cuarto eje lineal de desplazamiento -X1- paralelo al eje del rectángulo. El desplazamiento del bastidor -5- a lo largo del cuarto eje de desplazamiento lineal -X1-, tiene lugar mediante un dispositivo de accionamiento lineal -6-.
Las guías lineales -3-, -4-, se extienden aproximadamente sobre la mitad izquierda del armazón -1- de base de la máquina, en su mitad izquierda. Cerca del extremo derecho mostrado en la figura 1 de las guías lineales -3-, -4-, sobre la cara superior -2- del armazón -1- de base de la máquina, está dispuesta una unidad de accionamiento en giro -7- desplazable en giro, alrededor de un eje de giro -C1- de la pieza a trabajar, que es ortogonal a la cara superior -2-. Sobre la misma, se fija una rueda dentada a rectificar que forma la pieza a trabajar, y que es controlada en giro alrededor de su eje de acuerdo con las necesidades del proceso de rectificado.
Sobre la zona extrema de la derecha de la figura 1, del armazón -1- de base de la máquina se eleva una columna ortogonal a la cara superior -2-... [Seguir leyendo]
Reivindicaciones:
1. Herramienta de repasar con un cuerpo discoidal (27) simétrico en rotación, con un eje axial de giro (S2) que actúa como eje de giro, que está limitado entre dos caras frontales axiales separadas entre sí (28, 28’) , en cuyas zonas periféricas radialmente externas están constituidas zonas de repasado (29, 29’) para una acción de repasado sobre una herramienta de rectificar (22, 22’, 22”) de una máquina de rectificado de engranajes, de manera que una primera zona de repasado (29’) está constituida para el repasado de forma, en el que, la primera zona de repasado (29’) recorre sobre la herramienta de rectificar (22, 22’, 22”) , una trayectoria de desplazamiento controlada para la generación de su contorno deseado, y una segunda zona de repasado (29) para el repasado de perfil, en el que la segunda zona de repasado (29) está constituida de manera correspondiente al contorno deseado de la herramienta de rectificar (22, 22’, 22”) , caracterizada por una constitución axialmente no simétrica de la herramienta de repasado, por la cual, la primera zona de repasado (29’) está constituida solamente en una cara frontal (28’) de las caras frontales y la segunda zona de repasado (29) está constituida solamente en la otra cara frontal (28) , de manera que, por la mecanización de la herramienta de rectificar, de manera opcional con una de las caras frontales (28’) , o la otra cara frontal (28) , se puede llevar a cabo el proceso de forma o de perfil.
2. Herramienta, según la reivindicación 1, caracterizada porque, la primera zona de repasado (29’) constituida para el repasado de forma, está constituida de forma curvada, según una sección axial de la herramienta de repasado.
3. Herramienta de repasar, según la reivindicación 1 ó 2, caracterizada porque, en la sección axial de la herramienta de repasado, la segunda zona de repasado (29) constituida para el repasado de perfil, corresponde en una sección de la zona a repasar de la herramienta de rectificar.
4. Herramienta de repasar, según la reivindicación 1 a 3, caracterizada porque, las zonas de repasado (29, 29’) , están recubiertas con un medio de pulido unido al cuerpo (27) de la herramienta de repasado (23) .
5. Herramienta de repasar, según la reivindicación 1 a 3, caracterizada porque, en el cuerpo (27) de la herramienta de repasado (23) , está constituido un cubo (30) coaxial con respecto al eje axial (S2) de la herramienta, y que sirve para su fijación sobre un husillo de repasado (21) que puede ser accionado en giro.
6. Procedimiento para el repasado de una herramienta de rectificar con una herramienta de repasado, según una de las reivindicaciones 1 a 5.
7. Procedimiento, según la reivindicación 6, realizado en una máquina de rectificar engranajes dotada de un armazón de base de la máquina (1) , una primera unidad de desplazamiento lineal (15) , desplazable sobre el armazón de base de la máquina (1) , a lo largo de un primer eje de desplazamiento lineal (Z1) , una primera unidad de desplazamiento basculante (17) , dispuesta de modo basculante, con respecto a un primer eje de desplazamiento en basculación (A1) ortogonal al primer eje de desplazamiento lineal (Z1) en la primera unidad de desplazamiento lineal (15) , y un husillo de herramientas (18) dispuesto de forma accionable en giro, en la primera unidad de desplazamiento basculante (17) alrededor del eje del husillo de herramientas (B1) ortogonal al primer eje de desplazamiento basculante (A1) , de manera que en la primera unidad de desplazamiento lineal (15) está dispuesta, una segunda unidad de desplazamiento lineal (19) desplazable a lo largo de un segundo eje de desplazamiento lineal (Z2) , sobre la que está dispuesto un husillo de repasado (21) accionable en giro, sobre un eje del husillo de repasado (S2) ortogonal al segundo eje de desplazamiento lineal (Z2) y el eje de repasado (21) , está soportado en una segunda unidad de desplazamiento basculante (20) dispuesta con capacidad de basculación con respecto a un segundo eje de desplazamiento en basculación (C2) paralelo al segundo eje de desplazamiento lineal (Z2) , de manera que, el ajuste de la posición angular del husillo de repasado, dotado de una herramienta de repasar (23) , en relación con el segundo eje de basculación (C2) , es ajustado a un valor fijo adecuado a una herramienta de rectificar
(22) dispuesta en el husillo de herramientas (18) , y la herramienta de repasado (23) con la herramienta de rectificar
(22) es puesta en acción, según el procedimiento de repasado deseado.
8. Procedimiento, según la reivindicación 7, caracterizado porque la relación entre el régimen de giro del husillo de repasado (21) sobre el eje (S2) del husillo de repasado y el régimen de giro del husillo de herramientas (18) sobre el eje (B1) del husillo de herramientas es ajustado a un valor fijo, y el desplazamiento a lo largo del segundo y tercero ejes de desplazamiento lineal (Z2, Y1) es controlado de acuerdo con un procedimiento de repasado de perfil.
9. Procedimiento, según la reivindicación 7, caracterizado porque el ajuste del ángulo de basculación del husillo de repasado (21) con respecto al segundo eje de desplazamiento basculante (C2) es ajustado a un valor determinado por el diámetro de referencia de la herramienta de rectificar y el ajuste en ángulo del husillo de repasado (21) con respecto al eje (S2) del husillo de repasado y el desglosamiento a lo largo del tercer eje de desplazamiento lineal (Y1) son controlados con dependencia del ajuste de ángulo del husillo de herramientas (18) con relación al eje del husillo de herramientas (B1) , de acuerdo con un procedimiento de repasado de forma.
10. Procedimiento, según la reivindicación 9, caracterizado porque para una herramienta de rectificar libre de cruzamiento se controla adicionalmente el desplazamiento a lo largo del segundo eje de desplazamiento lineal (Z2) .
Patentes similares o relacionadas:
Cabezal de fresado para una máquina de tallar engranajes y procedimiento para producir engranajes, del 10 de Abril de 2019, de IMO HOLDING GMBH: Máquina de tallar engranajes para dotar a piezas de trabajo anulares de un engranaje en todo el perímetro de la pieza de trabajo anular o en un área parcial […]
Herramientas con dispositivo de información extraíble, del 19 de Diciembre de 2018, de Gleason Cutting Tools Corporation: Objeto material que comprende una herramienta para fabricar engranajes dotada de un conjunto extraíble que comprende una unidad para guardar […]
Rueda de rectificado y herramienta de rectificado para rectificar herramientas que presentan un dentado para el mecanizado de precisión de una pieza de trabajo, en particular de una rueda dentada, del 29 de Octubre de 2014, de PRAWEMA ANTRIEBSTECHNIK GMBH: Rueda de rectificado para rectificar herramientas que presentan un dentado para el mecanizado de precisión de piezas de trabajo, estando realizado en la rueda […]
Máquina herramienta y procedimiento para la mecanización de una pieza de trabajo, del 9 de Abril de 2014, de DECKEL MAHO PFRONTEN GMBH: Máquina herramienta para la mecanización de una pieza de trabajo por medio de una o varias herramientas controladas con la ayuda de datos de control […]
Procedimiento para rectificar una herramienta destinada a mecanizar con precisión los dientes de una rueda dentada, del 15 de Enero de 2014, de PRAWEMA ANTRIEBSTECHNIK GMBH: Procedimiento para rectificar una herramienta destinada a mecanizar con precisión los dientes de una ruedadentada, que presenta un dentado […]
Procedimiento para rectificar una herramienta destinada a mecanizar con precisión los dientes de una rueda dentada, del 18 de Diciembre de 2013, de PRAWEMA ANTRIEBSTECHNIK GMBH: Procedimiento para corregir la línea de flanco de los dientes de una herramienta destinada a mecanizar conprecisión los dientes de una rueda dentada, que presenta un dentado […]
Procedimiento para rectificar una herramienta destinada a mecanizar con precisión los dientes de una rueda dentada, del 18 de Diciembre de 2013, de PRAWEMA ANTRIEBSTECHNIK GMBH: Procedimiento para corregir el ángulo de perfil de una rueda dentada con ayuda de una herramienta quepresenta un dentado que se engrana con los dientes de la rueda dentada […]
 DISPOSITIVO DE CORTE, del 14 de Noviembre de 2013, de FUNDACION TEKNIKER: Dispositivo de corte que comprende un cuerpo de acoplamiento, que permite acoplar el dispositivo en un equipo de mecanizado, y una herramienta […]
DISPOSITIVO DE CORTE, del 14 de Noviembre de 2013, de FUNDACION TEKNIKER: Dispositivo de corte que comprende un cuerpo de acoplamiento, que permite acoplar el dispositivo en un equipo de mecanizado, y una herramienta […]