Rueda de rectificado y herramienta de rectificado para rectificar herramientas que presentan un dentado para el mecanizado de precisión de una pieza de trabajo, en particular de una rueda dentada.
Rueda de rectificado para rectificar herramientas que presentan un dentado para el mecanizado de precisión de piezas de trabajo,
estando realizado en la rueda de rectificado (A) al menos un diente de rectificado (Z) que entra en contacto con la herramienta a rectificar durante el rectificado, caracterizada por que al menos el diente de rectificado (Z) está hecho de una material de diamante y por que el espesor (D) de la rueda de rectificado (A) en la zona del diente de rectificado (Z) que engrana con la herramienta a rectificar está limitado a un máximo de 1,2 mm.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08105335.
Solicitante: PRAWEMA ANTRIEBSTECHNIK GMBH.
Nacionalidad solicitante: Alemania.
Dirección: HESSENRING 4 37269 ESCHWEGE/WERRA ALEMANIA.
Inventor/es: PREIS,JOSEF, SCHIEKE,JÖRG.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23F21/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23F FABRICACION DE ENGRANAJES O DE CREMALLERAS (por estampado B21D; por laminado B21H; por forja o prensado B21K; por moldeo B22; dispositivos para copiar o controlar B23Q; máquinas o dispositivos para trabajar con muela o pulir en general B24B). › B23F 21/00 Herramientas especialmente concebidas para ser utilizadas con máquinas que sirven para la fabricación de dientes de engranaje. › Discos de muela; Tornillo sin fin para el amolado (rectificación de muelas B24B; muelas en general B24D).
- B23F21/03 B23F 21/00 […] › Herramientas de acabado por bloques abrasivos.
- B23F23/12 B23F […] › B23F 23/00 Accesorios o equipos combinados con las máquinas de hacer engranajes dispuestos en estas máquinas, o especialmente concebidos para ser incorporados a estas máquinas (accesorios o equipos no limitados a las máquinas de tallar engranajes B23Q; mecanismos de guiado de las herramientas, ver los grupos correspondientes en la fabricación de engranajes). › Otros dispositivos, p. ej. portaherramientas; Dispositivos de verificación para el control de las piezas que van a ser trabajadas en las máquinas de fabricación de dientes de engranaje.
- B24B53/085 B […] › B24 TRABAJO CON MUELA; PULIDO. › B24B MAQUINAS, DISPOSITIVOS O PROCEDIMIENTOS PARA TRABAJAR CON MUELA O PARA PULIR (por electroerosión B23H; tratamiento por chorro abrasivo B24C; grabado o pulido electrolítico C25F 3/00 ); REAVIVACION O ACONDICIONAMIENTO DE SUPERFICIES ABRASIVAS; ALIMENTACION DE MAQUINAS CON MATERIALES DE RECTIFICAR, PULIR O ALISAR. › B24B 53/00 Dispositivos o medios para reavivar o acondicionar las superficies abrasivas. › para piezas que tienen un perfil ranurado p. ej. ruedas dentadas, árboles ranurados, tornillos o tornillos sin fin (B24B 53/09 tiene prioridad).
PDF original: ES-2528120_T3.pdf
Fragmento de la descripción:
Rueda de rectificado y herramienta de rectificado para rectificar herramientas que presentan un dentado para el mecanizado de precisión de una pieza de trabajo, en particular de una rueda dentada
La invención se refiere a una rueda de rectificado para rectificar herramientas que presentan un dentado para el mecanizado de precisión de piezas de trabajo, en particular de ruedas dentadas o de otros componentes que presentan un dentado, estando realizado en la rueda de rectificado al menos un diente de rectificado.
Además, la invención se refiere a una herramienta de rectificado para rectificar una herramienta para el mecanizado de precisión de una pieza de trabajo, que está compuesta por una rueda de rectificado de este tipo y un soporte que porta la rueda de rectificado.
Las herramientas para el mecanizado de precisión a rectificar mediante una rueda de rectificado o herramienta de rectificado según la invención sirven por ejemplo para el afilado de precisión o el bruñido de piezas de trabajo, que son a su vez normalmente ruedas dentadas, cremalleras o componentes comparables.
Habitualmente, las herramientas para el mecanizado de precisión aquí en cuestión se fabrican como herramientas aglomeradas con cerámica o resina, en las que está realizado un dentado, cuya configuración corresponde a la forma del dentado a mecanizar.
Durante el mecanizado de precisión correspondiente se produce un desgaste en la herramienta para el mecanizado de precisión. Para garantizar que los elementos formados a generar mediante el mecanizado de precisión en la pieza de trabajo a mecanizar cumplan los requisitos exigidos de su precisión, las herramientas para el mecanizado de precisión deben rectificarse en intervalos determinados. Gracias al proceso de rectificado, la herramienta para el mecanizado de precisión pasa a un estado en el que está garantizada una precisión óptima del resultado de mecanizado realizándose al mismo tiempo un rendimiento de remoción de material elevado.
Para el rectificado de las herramientas para el mecanizado de precisión se usan habitualmente herramientas de rectificado, en las que está realizado el perfil de la herramienta a rectificar. Además, en la herramienta de rectificado pueden estar realizados elementos formados, que se necesitan para generar los cambios de geometría dado el caso necesarios en la herramienta a rectificar.
Durante el proceso de rectificado, se ponen en contacto la herramienta de rectificado y la herramienta para el mecanizado de precisión a rectificar y el perfil o la geometría de la herramienta de rectificado se transmite a la herramienta para el mecanizado de precisión a rectificar.
Un ejemplo para este procedimiento se conoce por el documento JP 09-057624 A. Para garantizar una remoción de material óptima durante el proceso de rectificado y al mismo tiempo la transferencia óptima de la forma de los dientes de la rueda de rectificado a la herramienta de bruñido a rectificar, con dentado interior y realizada de forma anular, en este estado de la técnica, la rueda de rectificado y la herramienta se posicionan de una forma determinada antes de comenzar el proceso de rectificado y se accionan a continuación mediante accionamientos respectivamente separados, aunque de marcha sincrónica, hasta que se alcance el resultado de rectificado deseado. La rueda de rectificado usada para este fin según el estado de la técnica descrito en el documento JP 09- 057624 A es más estrecha que la herramienta de bruñido a rectificar. No obstante, teniendo en cuenta el ángulo de cruce de los ejes con el que el eje de giro de la herramienta a rectificar y de la rueda de rectificado están orientados uno respecto al otro, la anchura del mismo está dimensionada de tal modo que los dientes de la herramienta a rectificar sean repasados en una vuelta respectivamente a lo largo de toda la anchura de sus flancos de diente por los dientes de la rueda de rectificado.
Para reforzar el efecto de corte de la herramienta de rectificado, la herramienta de rectificado se mueve en dispositivos del tipo anteriormente explicado además de realizar el movimiento de aproximación necesario para conformar la forma de diente respectivamente deseada (dirección X), habitualmente también de forma oscilante en dirección de su eje de giro (dirección Z). Puesto que la anchura de la rueda de rectificado corresponde aproximadamente a la anchura de la herramienta de bruñido y la rueda de rectificado respectivamente usada a la rueda dentada que ha de mecanizarse a precisión mediante la herramienta a rectificar, pueden realizarse en todo caso correcciones pequeñas de la línea de flancos mediante un cambio de los valores del ajuste de los ejes. De este modo, las desviaciones de perfiles y desviaciones de las líneas de flancos solo pueden compensarse en las máquinas convencionales porque se usa una rueda de rectificado concebida especialmente para la compensación de estos errores.
Partiendo del estado de la técnica anteriormente explicado, la invención tiene el objetivo de crear una rueda de rectificado y una herramienta de rectificado equipada con una rueda de rectificado de este tipo que permitan de forma sencilla un mecanizado de rectificado de alta precisión ofreciendo posibilidades de corrección óptimas con un esfuerzo minimizado.
Respecto a la rueda de rectificado, este objetivo se consigue según la invención, por que una rueda de rectificado tiene las características indicadas en la reivindicación 1. En las reivindicaciones dependientes de la reivindicación 1 se indican configuraciones ventajosas de la rueda de rectificado según la invención.
Respecto a la herramienta de rectificado, el objetivo anteriormente indicado se consigue según la invención, por que una herramienta de rectificado de este tipo está realizada según la reivindicación 10. En las reivindicaciones dependientes de la reivindicación 10 se indican configuraciones ventajosas de la rueda de rectificado según la invención.
La invención está basada en la idea de usar para el mecanizado de rectificado una rueda de rectificado hecha al menos en la zona de sus dientes que entran en contacto con la herramienta a rectificar, aunque preferiblemente por completo, de un material de diamante, que al menos en la zona en la que entra en contacto con la herramienta a mecanizar tenga un espesor minimizado.
Para realizar esta idea en la práctica, la invención prevé que en una rueda de rectificado según la invención el espesor en la zona del diente de rectificado correspondiente, que entra respectivamente en contacto con la herramienta a rectificar, esté limitado a un máximo de 1,2 mm.
Una herramienta de rectificado según la invención comprende, por consiguiente, una rueda de rectificado realizada según la invención y un soporte en el que está fijada la rueda de rectificado según la invención.
Usándose para el rectificado de una herramienta para el mecanizado de precisión de ruedas dentadas con un filo indeterminado una rueda de rectificado muy estrecha en comparación con la anchura de la herramienta a rectificar, no solo pueden reducirse los costes de mecanizado y fabricación, sino que se consiguen también duraciones mejoradas de los rectificadores, gracias a una mejor utilización de las superficies de corte dotadas de diamantes de la herramienta de rectificado.
Gracias a que, al usar una rueda de rectificado según la invención, la anchura de la herramienta a rectificar es respectivamente un múltiplo más grande que la anchura de la rueda de rectificado, la rueda de rectificado puede moverse durante el proceso de rectificado cuando la rueda de rectificado está en contacto y la herramienta para el mecanizado de precisión ha de ser rectificada independientemente de la forma de los dientes a mecanizar respectivamente en un movimiento que puede controlarse en gran medida libremente a lo largo de los flancos de los dientes de la herramienta a rectificar. Por ejemplo en el caso de herramientas de dentados rectos o dentados inclinados, así como de herramientas dentadas de otra forma compleja, el ángulo respectivamente necesario de inclinación o la forma del diente a realizar respectivamente puede determinarse solo mediante el movimiento que realiza la rueda de rectificado en su recorrido a lo largo del flanco del diente, con el que está respectivamente en contacto.
Las restricciones en la conformación de la herramienta a rectificar que resultan en el estado de la técnica puesto que la forma de la rueda de rectificado y de la herramienta a mecanizar debe corresponderse necesariamente, ya no existen en el procedimiento según la invención. El procedimiento posible gracias a la configuración según la invención de una rueda de rectificado permite, por lo... [Seguir leyendo]
Reivindicaciones:
1. Rueda de rectificado para rectificar herramientas que presentan un dentado para el mecanizado de precisión de piezas de trabajo, estando realizado en la rueda de rectificado (A) al menos un diente de rectificado (Z) que entra en contacto con la herramienta a rectificar durante el rectificado, caracterizada por que al menos el diente de rectificado (Z) está hecho de una material de diamante y por que el espesor (D) de la rueda de rectificado (A) en la zona del diente de rectificado (Z) que engrana con la herramienta a rectificar está limitado a un máximo de 1,2 mm.
2. Rueda de rectificado de acuerdo con la reivindicación 1, caracterizada por que su espesor (D) está limitado a un máximo de 1,0 mm, al menos en la zona del diente de rectificado (Z).
3. Rueda de rectificado de acuerdo con la reivindicación 2, caracterizada por que su espesor es de al menos 0,5 mm, al menos en la zona del diente de rectificado (Z).
4. Rueda de rectificado de acuerdo con una de las reivindicaciones anteriores, caracterizada por que está hecha por completo de material de diamante.
5. Rueda de rectificado de acuerdo con una de las reivindicaciones anteriores, caracterizada por que su espesor
(D) en ningún punto es superior a como en la zona del diente de rectificado (Z).
6. Rueda de rectificado de acuerdo con una de las reivindicaciones anteriores, caracterizada por que el material de diamante es diamante policristalino.
7. Rueda de rectificado de acuerdo con una de las reivindicaciones 1 a 5, caracterizada por que el material de diamante es un disco de diamante monocristalino de origen sintético.
8. Rueda de rectificado de acuerdo con una de las reivindicaciones anteriores, caracterizada por que en el filo cortante (E) del diente de rectificado (Z) está realizado un chaflán.
9. Rueda de rectificado de acuerdo con una de las reivindicaciones 1 a 7, caracterizada por que en el filo cortante
(E) del diente de rectificado (Z) está realizado un radio.
10. Rueda de rectificado de acuerdo con una de las reivindicaciones anteriores, caracterizada por que presenta varios dientes de rectificado (Z) dispuestos de forma regularmente distribuida a lo largo de su circunferencia en intervalos angulares iguales, cuyo espesor (D) está limitado en cada caso de la misma forma.
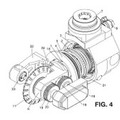
11. Herramienta de rectificado para rectificar herramientas que presentan un dentado para el mecanizado de precisión de piezas de trabajo, con una rueda de rectificado (A) realizada de acuerdo con una de las reivindicaciones 1 a 10 y un soporte (T) que porta la rueda de rectificado (A).
12. Herramienta de rectificado de acuerdo con la reivindicación 11, caracterizada por que el soporte (T) está realizado en forma de disco.
13. Herramienta de rectificado de acuerdo con la reivindicación 12, caracterizada por que el soporte (T) presenta la forma de un tronco cónico, cuya superficie base se asienta contra la rueda de rectificado (A).
14. Herramienta de rectificado de acuerdo con una de las reivindicaciones 11 a 13, caracterizada por que el material de diamante de la rueda de rectificado (A) se deposita desde la fase gaseosa sobre el soporte (T) como substrato policristalino de capa gruesa.
15. Herramienta de rectificado de acuerdo con una de las reivindicaciones 11 a 14, caracterizada por que la rueda de rectificado (A) está fijada mediante soldadura indirecta en el soporte (T).
16. Herramienta de rectificado de acuerdo con una de las reivindicaciones 11 a 15, caracterizada por que la rueda de rectificado (A) está compuesta por al menos dos discos (A1, A2) que corresponden a la forma de la rueda de rectificado (A) correspondiente, que están fijados uno encima del otro de forma conjunta en el soporte (T).
17. Herramienta de rectificado de acuerdo con la reivindicación 16, caracterizada por que los discos (A1, A2) están unidos uno fijamente al otro por unión material.
18. Herramienta de rectificado de acuerdo con una de las reivindicaciones 11 a 17, caracterizada por que la rueda de rectificado (A) está provista de muescas (N) en la zona de sus superficies de corte que entran en contacto con la herramienta a rectificar.
19. Herramienta de rectificado de acuerdo con una de las reivindicaciones 16 a 18, caracterizada por que en al menos uno de los discos (A1, A2) de los que está formada la rueda de rectificado (A) están conformadas muescas (N) en la zona de sus superficies de corte que entran en contacto con la herramienta a rectificar.
20. Herramienta de rectificado de acuerdo con la reivindicación 19, caracterizada por que en al menos dos de los
discos (A1, A2) de los que está compuesta la rueda de rectificado (A) están formadas muescas (N) en la zona de sus superficies de corte que entran en contracto con la herramienta a rectificar y por que las muescas (N) de un disco (A1) están dispuestos de forma desplazada respecto a las muescas (N) del otro disco (A2).
21. Uso de una herramienta de rectificado realizada de acuerdo con una de las la reivindicaciones 11 a 20 para
rectificar herramientas para el mecanizado de precisión de ruedas dentadas.
Patentes similares o relacionadas:
Cabezal de fresado para una máquina de tallar engranajes y procedimiento para producir engranajes, del 10 de Abril de 2019, de IMO HOLDING GMBH: Máquina de tallar engranajes para dotar a piezas de trabajo anulares de un engranaje en todo el perímetro de la pieza de trabajo anular o en un área parcial […]
Herramientas con dispositivo de información extraíble, del 19 de Diciembre de 2018, de Gleason Cutting Tools Corporation: Objeto material que comprende una herramienta para fabricar engranajes dotada de un conjunto extraíble que comprende una unidad para guardar […]
Máquina herramienta y procedimiento para la mecanización de una pieza de trabajo, del 9 de Abril de 2014, de DECKEL MAHO PFRONTEN GMBH: Máquina herramienta para la mecanización de una pieza de trabajo por medio de una o varias herramientas controladas con la ayuda de datos de control […]
Procedimiento para rectificar una herramienta destinada a mecanizar con precisión los dientes de una rueda dentada, del 15 de Enero de 2014, de PRAWEMA ANTRIEBSTECHNIK GMBH: Procedimiento para rectificar una herramienta destinada a mecanizar con precisión los dientes de una ruedadentada, que presenta un dentado […]
Procedimiento para rectificar una herramienta destinada a mecanizar con precisión los dientes de una rueda dentada, del 18 de Diciembre de 2013, de PRAWEMA ANTRIEBSTECHNIK GMBH: Procedimiento para corregir el ángulo de perfil de una rueda dentada con ayuda de una herramienta quepresenta un dentado que se engrana con los dientes de la rueda dentada […]
Procedimiento para rectificar una herramienta destinada a mecanizar con precisión los dientes de una rueda dentada, del 18 de Diciembre de 2013, de PRAWEMA ANTRIEBSTECHNIK GMBH: Procedimiento para corregir la línea de flanco de los dientes de una herramienta destinada a mecanizar conprecisión los dientes de una rueda dentada, que presenta un dentado […]
 DISPOSITIVO DE CORTE, del 14 de Noviembre de 2013, de FUNDACION TEKNIKER: Dispositivo de corte que comprende un cuerpo de acoplamiento, que permite acoplar el dispositivo en un equipo de mecanizado, y una herramienta […]
DISPOSITIVO DE CORTE, del 14 de Noviembre de 2013, de FUNDACION TEKNIKER: Dispositivo de corte que comprende un cuerpo de acoplamiento, que permite acoplar el dispositivo en un equipo de mecanizado, y una herramienta […]
 PROCEDIMIENTO, DISPOSITIVO Y SOFTWARE PARA EL AMOLADO PERFILADOR Y EL RECTIFICADO SIMULTANEO DE LA HERRAMIENTA AMOLADORA, del 1 de Marzo de 2009, de KLINGELNBERG AG: Sistema de amolado perfilador con un husillo de amolado para soportar en forma giratoria una muela abrasiva , un dispositivo para […]
PROCEDIMIENTO, DISPOSITIVO Y SOFTWARE PARA EL AMOLADO PERFILADOR Y EL RECTIFICADO SIMULTANEO DE LA HERRAMIENTA AMOLADORA, del 1 de Marzo de 2009, de KLINGELNBERG AG: Sistema de amolado perfilador con un husillo de amolado para soportar en forma giratoria una muela abrasiva , un dispositivo para […]