Procedimiento de estiramiento transversal de una banda de material.
Método para el estiramiento transversal de una banda de película orientada longitudinalmente o no orientada hecha a partir de plástico termoplástico,
en donde una película estirada longitudinalmente o no estirada (6) se introduce en un bastidor de estiramiento transversal, en donde el bastidor de estiramiento transversal incluye campos calentadores (1), campos de estiramiento (2) y campos de fijación (3), y la película (8) es sujetada al inicio del primer campo calentador en ambos bordes (4) por las pinzas (7) de una cadena de pinzas y se calienta en los campos calentadores (1) a una temperatura de estiramiento transversal T Q, y la película (8) se estira en los campos de estiramiento posteriores (2) mediante la guía divergente (en forma de V) de la cadena de pinzas en dirección transversal y se somete a una temperatura TF en los campos de fijación (3), en donde TQ >TF, en donde las zonas limítrofes (5) de la película (8) se calientan o aíslan térmicamente en los campos de estiramiento (2) y/o en los campos de fijación (3) de manera tal que las zonas limítrofes (5) de la película (8) tienen una mayor temperatura que la mitad de la banda de película (6) durante el estiramiento y/o la fijación transversal.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2006/004313.
Solicitante: TREOFAN GERMANY GMBH & CO.KG.
Nacionalidad solicitante: Alemania.
Dirección: BERGSTRASSE 66539 NEUNKIRCHEN ALEMANIA.
Inventor/es: HANSOHN, ROBERT, WINTRICH,LEO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C35/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 35/00 Calentamiento, enfriamiento o endurecimiento, p. ej. reticulación, vulcanización; Aparatos a este efecto (moldes con medios de calentamiento o de enfriamiento incorporados B29C 33/02; dispositivos para el endurecimiento de prótesis dentales de materia plástica A61C 13/14; antes del moldeo B29B 13/00). › Calentamiento o endurecimiento, p. ej. reticulación o vulcanización (vulcanización en frío B29C 35/18).
- B29C55/08 B29C […] › B29C 55/00 Conformación por estirado, p. ej. estirado a través de una matriz; Aparatos a este efecto (B29C 61/08 tiene prioridad). › transversal a la dirección de alimentación.
PDF original: ES-2317518_T3.pdf
Fragmento de la descripción:
La presente invención se relaciona con un método para estirar una banda de material en una dirección transversal.
Las películas orientadas biaxialmente se conocen en el estado de la técnica y se utilizan en muchas aplicaciones diferentes. En particular, se han desarrollado en años recientes películas de polipropileno biaxialmente orientadas, que se encogen a un mayor o menor grado en una u otra dirección a altas temperaturas. Las características de encogimiento dependen de la composición de las capas individuales y de las condiciones durante la fabricación de la película. En particular, las temperaturas durante el estiramiento, los factores de estiramiento y la fijación posterior son decisivos. Debido a la variedad de condiciones, las características de encogimiento de una película biaxialmente orientada pueden variar dentro de una amplia gama.
Para algunas aplicaciones es particularmente deseable que las películas tengan un mayor encogimiento en sólo una dirección, mientras que al mismo tiempo el encogimiento en las otras direcciones debería ser tan bajo como sea posible. Para otras aplicaciones, se prefiere que las películas tengan un encogimiento en ambas direcciones. Películas encogidas de este tipo pueden hacerse a partir de polímeros termoplásticos ampliamente diferentes, por ejemplo poliolefina, como polipropileno o polietileno, o a partir de poliésteres alifáticos o aromáticos, etc.
La fabricación de tales películas encogidas a partir de polipropileno es básicamente implementada en la práctica sin mayores dificultades. De conformidad con los métodos de fabricación usuales (método de película plana) , los polímeros de las capas individuales primero se funden en un extrusor y los materiales fundidos se extruyen a través de una boquilla plana. La película fundida formada se enfría en un rodillo tomador, se solidifica y se estira posteriormente biaxialmente. El estiramiento en dirección longitudinal mediante rodillos que van a velocidades diferentes generalmente se lleva a cabo en primer lugar. Posteriormente se lleva a cabo la orientación en dirección transversal en un bastidor de estiramiento transversal (bastidor Stenter) , y finalmente el fijado. Este estiramiento biaxial garantiza propiedades de uso importantes como resistencia mecánica, rigidez, transparencia, perfil de espesor uniforme, etc.
En este procedimiento de fabricación, es esencial que se mantengan ciertas temperaturas cuando se enfría la película preliminar y cuando se estira longitudinalmente así como cuando se estira transversalmente y se fija. Por esta razón, deben proporcionare dispositivos para calentado y enfriamiento en todo el equipo, dispositivos mediante los cuales la película puede calentarse y enfriarse a la temperatura concreta tan uniforme como sea posible. Antes del estiramiento longitudinal, la película se calienta por ejemplo utilizando rodillos sobrecalentados; también es posible con una caja con aire caliente. Después del estiramiento longitudinal, la película se enfría de nuevo. A esto le sigue el recalentado a una temperatura de estiramiento transversal requerida. La película que se ha calentado de esta manera se suministra a campos de estiramiento y expande continuadamente mediante la guía divergente de la cadena de la pinza en la dirección de desplazamiento de la película. Para lograr un estiramiento de la película tan uniforme como sea posible, se mantiene una temperatura constante a través del ancho de la banda de película. A medida que pasa a través de los campos de estiramiento, la temperatura en dirección de desplazamiento de la película puede variar; en general, los últimos campos de estiramiento son algo más fríos que el área de alimentación (gradiente de temperatura negativo) . Este control de temperatura es favorable para el perfil desplazado de la película. Para mantener estas temperaturas durante el estiramiento transversal, esta parte del sistema de fabricación de película se rodea con aislamiento.
A partir de los documentos DE-A-2356743 y JP-A-2002361733 se conoce el calentamiento de las zonas de borde de una película a temperatura más alta que el centro antes de o durante, respectivamente, el estiramiento transversal.
El documento WO-A-9825754, en una realización, revela el uso de un inyector de aire caliente para calentar simultáneamente las zonas de borde de una película orientada biaxialmente durante la fijación.
El documento WO 98/25753 describe un método y un aparato para calentar una película, así como un dispositivo de medición para la medición de la temperatura de la película.
Se ha descubierto que también es básicamente posible fabricar una película según este método con las características de encogimiento requeridas, incluyendo el polipropileno. Dentro del marco de las investigaciones de la presente solicitud, se comprobó que los valores de encogimiento transversal no son constantes sobre el ancho de la película y que estas desviaciones conllevan problemas en ciertas aplicaciones. Frecuentemente, los valores de encogimiento transversal hacia los bordes son mayores que en el centro de la película. Esta distribución no uniforme del encogimiento sobre el ancho de la película (perfil de encogimiento transversal o perfil de bañera) necesita, por tanto, mejorarse.
Fue por ello un objeto de la presente invención proporcionar un método según el cual pudiera fabricarse una película orientada biaxialmente que tuviera un encogimiento transversal lo más uniforme posible a altas temperaturas sobre el ancho de la película. El método debe ser sencillo, económicamente eficiente y capaz de emplearse para diferentes materiales de película, en particular para películas de polipropileno biaxialmente estiradas. El método también debe ser flexiblemente adecuado para otros materiales de partida y diferentes velocidades de funcionamiento. Cualesquiera accesorios requeridos deben necesitar escaso mantenimiento y tener baja susceptibilidad a reparaciones.
Sorprendentemente, este objeto se logra mediante un método para el estiramiento transversal de una banda de película orientada longitudinalmente o no orientada (8) hecha a partir de plástico termoplástico, en la cual una película estirada longitudinalmente o no estirada (8) se introduce en un bastidor de estiramiento transversal, en donde el bastidor de estiramiento transversal incluye campos calentadores (1) , campos de estiramiento (2) y campos de fijación (3) , y la película (8) se sujeta al inicio del primer campo calentador por ambos bordes (4) por las pinzas (7) de una cadena de pinzas y calentada en los campos calentadores (1) (1) a una temperatura de estiramiento transversal TQ, y la película (8) se estira en los posteriores campos de estiramiento (2) mediante el guiado divergente (en forma de V) de la cadena de pinzas en dirección transversal, y se somete a una temperatura TF en los campos de fijación (3) , en donde TQ > TF, y en donde las zonas limítrofes (5) de la película se calientan o aíslan térmicamente en los campos de estiramiento (2) y/o en los campos de fijación (3) de manera tal que las zonas limítrofes (5) de la película tienen una temperatura mayor que el centro de la banda de película (6) durante el estiramiento y/o fijado transversal y en donde las zonas de borde (5) son directamente adyacentes a los bordes (4) , que están sujetos por las pinzas (7) , .
En el sentido de la presente invención, la dirección longitudinal es la dirección en la cual la banda de material corre durante la fabricación; a esta dirección también se la conoce como la dirección de funcionamiento de la máquina. En el sentido de la presente invención, la dirección transversal es aquella dirección que corre a un ángulo de 90º, es decir perpendicular a la dirección de funcionamiento de la máquina.
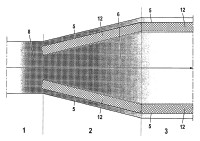
La Figura 1 muestra una vista en planta esquemática del estiramiento de una película en un bastidor de estiramiento transversal. El bastidor de estiramiento transversal incluye tres zonas, el campo calentador 1, el campo de estiramiento 2 y el campo de fijación 3. En círculos profesionales, los términos campos calentadores, campos de estiramiento y campos de fijación también se utilizan para indicar que el campo calentador, de estiramiento y de fijación en particular incluyen varias áreas o zonas. Cuando los bordes de la película 4 entran al campo calentador 1, son sujetados y guiados por las pinzas 7. Las zonas limítrofes 5 de la película son inmediatamente adyacentes a los bordes de película 4. El centro de la película es el área 6. Cuando la película 8 pasa a través del campo calentador 1, se calienta a una temperatura TQ. En el campo de estiramiento posterior 2, la película 8 se estira en dirección transversal mediante guiado... [Seguir leyendo]
Reivindicaciones:
1. Método para el estiramiento transversal de una banda de película orientada longitudinalmente o no orientada hecha a partir de plástico termoplástico, en donde una película estirada longitudinalmente o no estirada (6) se introduce en un bastidor de estiramiento transversal, en donde el bastidor de estiramiento transversal incluye campos calentadores (1) , campos de estiramiento (2) y campos de fijación (3) , y la película (8) es sujetada al inicio del primer campo calentador en ambos bordes (4) por las pinzas (7) de una cadena de pinzas y se calienta en los campos calentadores (1) a una temperatura de estiramiento transversal TQ, y la película (8) se estira en los campos de estiramiento posteriores (2) mediante la guía divergente (en forma de V) de la cadena de pinzas en dirección transversal y se somete a una temperatura TF en los campos de fijación (3) , en donde TQ > TF, en donde las zonas limítrofes (5) de la película (8) se calientan o aíslan térmicamente en los campos de estiramiento (2) y/o en los campos de fijación (3) de manera tal que las zonas limítrofes (5) de la película (8) tienen una mayor temperatura que la mitad de la banda de película (6) durante el estiramiento y/o la fijación transversal y en donde las zonas de borde (5) son directamente adyacentes a los bordes (4) , que están sujetos por las pinzas (7) .
2. El método de conformidad con la reivindicación 1, caracterizado porque el plástico termoplástico es un poliéster, polietileno, policarbonato, polipropileno, poliamida o un polímero de cicloolefina.
3. El método de conformidad con la reivindicación 1 ó 2, caracterizado porque las zonas limítrofes (5) en los campos de estiramiento (2) tienen una mayor temperatura que la mitad de la banda de película.
4. El método de conformidad con una de las reivindicaciones 1 ó 2, caracterizado porque las zonas limítrofes (5) en los campos de fijación (3) tienen una mayor temperatura que la mitad de la banda de película (6) .
5. El método de conformidad con una de las reivindicaciones 1 ó 2, caracterizado porque las zonas limítrofes (5) en los campos de estiramiento (2) y en los campos de fijación (3) tienen una mayor temperatura que la mitad de la banda de película (6) .
6. El método de conformidad con una de las reivindicaciones 1 a 3 ó 5, caracterizado porque en los campos de estiramiento (2) la temperatura de las zonas limítrofes (5) está entre 1 a 20 Kelvin por encima de la temperatura del área media de la banda de película (6) .
7. El método de conformidad con una de las reivindicaciones 1, 2, 4, ó 5, caracterizado porque en los campos de fijación (3) la temperatura de las zonas limítrofes (5) yace entre 1 a 20 Kelvin por encima de la temperatura del área media de la banda de película (6) .
8. El método de conformidad con una de las reivindicaciones 1 a 7, caracterizado porque la banda de película estirada longitudinalmente o no estirada (8) tiene un espesor de 2 a 2000 !m.
9. El método de conformidad con una de las reivindicaciones 1 a 8, caracterizado porque cada zona limítrofe (5) conforma del 5 al 25% del ancho de la banda de la banda de película cortada estirada biaxialmente (8) .
10. El método de conformidad con una de las reivindicaciones 1 a 9, caracterizado además porque la banda de película
(8) es una película de polipropileno estirada longitudinalmente.
11. El método de conformidad con la reivindicación 10, caracterizado porque la película de polipropileno tiene un ancho de banda de 5 a 10 m y cada zona limítrofe (5) tiene de 50 a 200 cm de ancho después del estiramiento transversal y después del recorte de los bordes no estirados.
12. El método de conformidad con una de las reivindicaciones 1 a 11, caracterizado porque elementos de calentamiento adicionales se disponen por encima de las dos zonas limítrofes (5) en los campos de estiramiento (2) y/o campos de fijación (3) .
13. El método de conformidad con una de las reivindicaciones 1 a 11, caracterizado porque placas de cubierta térmicamente aislantes adicionales (11) se disponen por encima de las dos zonas limítrofes (5) en el área de los campos de fijación (3) .
14. El método de conformidad con una o más de las reivindicaciones 1 a 11, caracterizado porque en el área de los campos de estiramiento (2) la temperatura se reduce en dirección del desplazamiento de la película (8) , y las placas de cubierta térmicamente aislantes (12) se equipan por encima de las dos zonas limítrofes (5) .
15. El método de conformidad con una o más de las reivindicaciones 1 a 11, caracterizado porque en el área de los campos de estiramiento (2) la temperatura aumenta en la dirección de desplazamiento de la película (8) , y las placas de cubierta térmicamente aislantes se disponen encima del área media de la banda de película (6) .
16. El método de conformidad con una o más de las reivindicaciones 1 a 15, caracterizado porque la película (8) se estira transversalmente mediante un factor de 2 a 12.
17. El método de conformidad con una o más de las reivindicaciones 1 a 15, caracterizado porque la película (8) es 5 una película de polipropileno y se estira transversalmente en un factor de 5 a 12.
18. El método de conformidad con una de las reivindicaciones 1 a 17, caracterizado porque la película tiene un estiramiento transversal de 3 – 25%.
19. El método de conformidad con una de las reivindicaciones 1 a 17, caracterizado además porque la película tiene un encogimiento transversal de 3 – 25% y los valores de encogimiento sobre el ancho de la banda de película no se desvían del valor de estiramiento en el área media de la película en más de ± 5%.
20. Método para la fabricación de una película con un encogimiento transversal del 3 al 25%, caracterizado porque la 15 película se ha estirado en dirección transversal utilizando un método de conformidad con una de las reivindicaciones 1 a 7.
Patentes similares o relacionadas:
Sistema de calentador para máquina de colocación de fibras, del 8 de Julio de 2020, de THE BOEING COMPANY: Maquina de colocacion de fibras automatica que comprende: una cabeza que comprende un rodillo compactador ; un calentador montado en la parte […]
PROCEDIMIENTO, DISPOSITIVO DE CONTROL Y PRODUCTO DE PROGRAMA INFORMÁTICO PARA EL CURADO DE UNA PIEZA DE COMPOSITE, del 18 de Junio de 2020, de UNIVERSIDADE DA CORUÑA: Se refiere a un procedimiento para el curado de una pieza de composite, estando el composite reforzado al menos en parte con fibras conductoras, estando al menos algunas […]
PROCEDIMIENTO, DISPOSITIVO DE CONTROL Y PRODUCTO DE PROGRAMA INFORMÁTICO PARA EL CURADO DE UNA PIEZA DE COMPOSITE, del 15 de Junio de 2020, de UNIVERSIDADE DA CORUÑA: Procedimiento, dispositivo de control y producto de programa informático para el curado de una pieza de composite. Se refiere a un procedimiento para el curado […]
Moldeo de materiales compuestos reforzados con fibras, del 22 de Abril de 2020, de HEXCEL HOLDING GMBH: Un método de fabricación de un artículo moldeado que comprende: a) proporcionar un material de moldeo que comprende un material de refuerzo fibroso, un primer material […]
Proceso de cocurado para la unión de estructuras de material compuesto, del 8 de Abril de 2020, de THE BOEING COMPANY: Un método para fabricar un ensamblaje de material compuesto, que incluye: disponer una pluralidad de primeras capas de material compuesto para formar una […]
Sistema y método para endurecer un sellante, del 25 de Marzo de 2020, de Airbus Operations GmbH: Sistema de endurecimiento para endurecer un sellante, especialmente en una estructura aerodinámica o una estructura de fuselaje de un avión […]
Aparato y procedimiento para la producción de embriones de espuma expandida, del 18 de Marzo de 2020, de DIAB INTERNATIONAL AB: Un procedimiento para producir un embrión espumable que tiene un volumen Vfinal usando moldeo por inyección, que comprende las etapas de: - proporcionar […]
Método para fabricar material compuesto, del 4 de Marzo de 2020, de Oy Lunawood Ltd: Un método para fabricar material compuesto, comprendiendo el método moler el material de madera hasta un tamaño de partícula de 0,8 mm o inferior, mezclar el material […]