Procedimiento y aparato para el mantenimiento automático de un cabezal de soplete de soldadura.
Un procedimiento para el mantenimiento automático de un cabezal de soplete (12) que comprende por lomenos una punta de contacto (20) y una boquilla (26) que rodea a la por lo menos una punta de contacto (20),
dichoprocedimiento comprendiendo las etapas de:
- la limpieza libre de contacto de dicho cabezal de soplete (12) en un estado montado de dicha por lo menosuna punta de contacto (20) y dicha boquilla (26),
- la aplicación de un agente de tratamiento del cabezal de soplete (42) a por lo menos una parte de lassuperficies de dicha por lo menos una punta de contacto (20) y dicha boquilla (26);
en el que dicho agente de tratamiento del cabezal de soplete (42) es pulverizado sobre dicha por lo menos unapunta de contacto (20) y dicha boquilla (26), en una dirección sustancialmente horizontal;
caracterizado porque dicho cabezal de soplete (12) es girado alrededor de su eje (A) durante la operación depulverización, el eje (A) del cabezal de soplete (12) extendiéndose en la dirección horizontal durante la operación depulverización.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08011051.
Solicitante: HENKEL AG & CO. KGAA.
Inventor/es: KEIM,KARL-HEINRICH, SCHLUMPP,GÜNTER, KOK,DOUWE M.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B08B5/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B08 LIMPIEZA. › B08B LIMPIEZA EN GENERAL; PREVENCION DE LA SUCIEDAD EN GENERAL (cepillos A46; dispositivos para limpieza del hogar o análogos A47L; separación de partículas sólidas de líquidos o gases B01D; separación de sólidos B03, B07; pulverización o aplicación de líquidos u otros materiales fluidos sobre superficies en general B05; dispositivos de limpieza para transportadores B65G 45/10; operaciones combinadas de lavado, llenado y cierre de botellas B67C 7/00; inhibición de la corrosión o de la incrustación en general C23; limpieza de calles, de vías férreas, de playas o de terrenos E01H; partes constitutivas, detalles o accesorios de piscinas para nadar o para chapotear especialmente adaptados a la limpieza E04H 4/16; protección contra las cargas electrostáticas o supresión de estas cargas H05F). › B08B 5/00 Limpieza mediante procedimientos que implican la utilización de una corriente de aire o de gas (B08B 6/00, B08B 9/00 tienen prioridad). › Limpieza producida por la fuerza de chorros, p. ej. el insuflado de cavidades.
- B08B7/02 B08B […] › B08B 7/00 Limpieza por métodos no previstos en una sola subclase o en un solo grupo de la presente subclase. › por deformación, batido o vibración de la superficie que se va a limpiar.
- B08B9/00 B08B […] › Limpieza de objetos huecos por métodos o con aparatos especialmente adaptados a este efecto (B08B 3/12, B08B 6/00 tienen prioridad).
- B23K9/32 B […] › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 9/00 Soldadura o corte por arco voltaico (soldadura eléctrica por escoria B23K 25/00; transformadores de soldadura H01F; generadores de soldadura H02K). › Accesorios (conexiones a tierra H01R).
PDF original: ES-2423030_T3.pdf
Fragmento de la descripción:
Procedimiento y aparato para el mantenimiento automático de un cabezal de soplete de soldadura
La se refiere a un procedimiento para el mantenimiento automático de un cabezal de soplete según la parte del preámbulo de la reivindicación 1.
La invención se refiere globalmente al campo técnico de la soldadura de metal por arco bajo gas, por ejemplo la soldadura MIG/MAG (bajo un gas inerte, soldadura MIG, o bajo un gas activo, soldadura MAG) y en particular a un procedimiento y un aparato para el mantenimiento automático de un cabezal de soplete de un soplete de soldadura utilizado en este campo técnico.
Globalmente, los sopletes de soldadura para soldadura de metal por arco bajo gas incluyen en su extremo distante un cabezal de soplete que comprende por lo menos una punta de contacto y una boquilla que rodea a la por lo menos una punta de contacto. Un alambre de soldadura es alimentado a través de un paso central de cada punta de contacto y sale del cabezal de soplete a través de un orificio de la boquilla. Gas es suministrado a través del espacio entre la por lo menos una punta de contacto y la boquilla y sale a través del orificio de la boquilla. Una alta tensión eléctrica se aplica a la punta de contacto y al alambre de soldadura. Cuando el alambre de soldadura se aproxima a la pieza de trabajo que se va a soldar, por ejemplo dos partes de una pieza de trabajo que se van a unir mediante soldadura, un circuito eléctrico se completa mediante un arco formado entre el alambre de soldadura y la pieza de trabajo. Este arco transporta corriente eléctrica la cual causa que el alambre de soldadura y una parte de la pieza de trabajo se fundan y las dos piezas de la pieza de trabajo se unan mediante soldadura. De ese modo, el alambre de soldadura se consume durante la soldadura y tiene que ser avanzado a través del paso de la punta de contacto a medida que continúa la operación de soldadura.
Debido al calentamiento muy rápido del alambre de soldadura y de la pieza de trabajo hasta temperaturas por encima de sus respectivos puntos de fusión, el alambre de soldadura fundido o las partes fundidas de la pieza de trabajo pueden salpicar y adherirse a la boquilla o a la por lo menos una punta de contacto del cabezal de soplete. El material de las salpicaduras de metal fundido puede tener varios efectos perjudiciales en la calidad de la soldadura, en particular en la calidad del cordón de soldadura. Por una parte, el material de las salpicaduras de metal fundido puede influir en el campo eléctrico del arco entre la punta de contacto y la pieza de trabajo de metal y por otra parte el material de las salpicaduras de metal fundido puede reducir el flujo de gas a través de la boquilla. Por lo tanto, es necesario un servicio de mantenimiento del cabezal de soplete de vez en cuando, en particular limpiar el cabezal de soplete del material de las salpicaduras de metal fundido que se adhiere. Antiguamente, esta operación de mantenimiento ha sido realizada manualmente por el personal de mantenimiento.
Últimamente, el documento WO – A – 2005/092554 ha propuesto un procedimiento y un aparato para el mantenimiento automático de un soplete de soldadura. El mantenimiento automático revelado en este documento implica el desmontaje del cabezal de soplete, en particular la extracción de la boquilla y limpiar mecánicamente los componentes del cabezal de soplete, por ejemplo mediante fresado. Como consecuencia, la operación de mantenimiento automático conocida consume tiempo debido a las etapas de desmontaje y de volver a montar implicadas. Adicionalmente, las características de la formación del arco del cabezal de soplete pueden estar influidas de forma perjudicial por la limpieza mecánica ya que existe el riesgo del cambio de la forma de los componentes del cabezal de soplete.
El documento WO – A – 2004/039528 revela un procedimiento según la parte del preámbulo de la reivindicación 1. En particular, este documento revela un procedimiento para la extracción libre de contacto de sustancias extrañas de un cabezal de soplete, en el que el cabezal de soplete se expone a un campo electromagnético generado por una bobina. Al mismo tiempo boquillas aplican un líquido de limpieza o de humedecimiento al cabezal de soplete de soldadura.
Los documentos EP – A – 0951945, DE – A – 10145168 y WO – A – 02/49794 se refieren a la limpieza de un cabezal de soplete, en lugar de la aplicación de un agente de tratamiento el cual puede permanecer en la superficie del cabezal de soplete.
Es por lo tanto un objeto de la presente invención mejorar el mantenimiento automático de un cabezal de soplete de un soplete de soldadura para que consuma menos tiempo y proporcione una reproducibilidad más elevada de las características del arco después de una pluralidad de operaciones de mantenimiento.
Para este propósito, según un aspecto de la invención, se provee un procedimiento para el mantenimiento automático de un cabezal de soplete según la reivindicación 1, que comprende por lo menos una punta de contacto y una boquilla que rodea a la por lo menos una punta de contacto, dicho procedimiento comprendiendo las etapas de una limpieza libre de contacto de dicho cabezal de soplete en un estado montado de dicha por lo menos una punta de contacto y dicha boquilla, la aplicación de un agente de tratamiento del cabezal de soplete a por lo menos 65 una parte de las superficies de dicha por lo menos una punta de contacto y dicha boquilla.
Puesto que según la invención, la por lo menos una punta de contacto y la boquilla del cabezal de soplete de soldadura se limpian en un estado montado se evitan las etapas de desmontaje y de volver a montar que consumen tiempo. Además, el cabezal de soplete de soldadura se limpia libre de contacto de modo que se puede evitar cualquier cambio perjudicial en la forma de los componentes del cabezal de soplete que influya de forma perjudicial
en las características de la formación del arco del mismo.
Para la etapa de limpieza libre de contacto del cabezal de soplete puede ser utilizado por lo menos uno de un dispositivo de limpieza magnético, un dispositivo de limpieza de aire comprimido y un dispositivo de limpieza ultrasónico. Por ejemplo, el material de las salpicaduras de metal fundido puede ser desprendido mediante un dispositivo de limpieza de aire comprimido o el dispositivo de limpieza ultrasónico y puede ser extraído por el dispositivo de limpieza magnético. Alternativamente el material de las salpicaduras de metal fundido se puede desprender y quitar utilizando únicamente el dispositivo de limpieza magnético. El dispositivo de limpieza magnético puede incluir por lo menos un conjunto electromagnético de tal forma que puedan ser generadas fuerzas magnéticas únicamente durante la limpieza. Además, variando la intensidad de la corriente eléctrica suministrada al por lo menos un conjunto electromagnético o al dispositivo de limpieza ultrasónico o variando la intensidad del chorro de aire expelido por el dispositivo de limpieza de aire comprimido, el material de las salpicaduras de metal fundido puede estar expuesto a vibraciones que faciliten el desprendimiento del material las salpicaduras de metal fundido de los componentes del cabezal de soplete.
A fin de evitar cualquier deposición del agente de tratamiento del cabezal de soplete sobre el alambre de soldadura el cual pueda influir perjudicialmente en la calidad de la costura de la soldadura, el alambre de soldadura, el cual para la soldadura es avanzado a través del paso de la por lo menos una punta de contacto, puede ser retraído en el interior de dicho pasaje antes de que se aplique dicho agente de tratamiento del cabezal de soplete.
Para la obtención de una deposición sustancialmente uniforme del agente de tratamiento del cabezal de soplete sobre los componentes del cabezal de soplete, el agente de tratamiento del cabezal de soplete es pulverizado sobre dicha por lo menos una punta de contacto y dicha boquilla.
A fin de evitar la obstrucción de los orificios de la entrada de gas de la boquilla o la acumulación de agente de tratamiento del cabezal de soplete alrededor del orificio de la boquilla, dicho agente de tratamiento del cabezal de soplete es pulverizado sobre dicha por lo menos una punta de contacto y dicha boquilla en una dirección sustancialmente horizontal.
A fin de mejorar la uniformidad de la deposición del agente de tratamiento del cabezal de soplete sobre los 35 componentes del cabezal de soplete, el cabezal de soplete es girado durante la operación de pulverización.
A fin de facilitar la operación de pulverización, una dispersión de líquido la cual se atomiza mediante aire comprimido puede... [Seguir leyendo]
Reivindicaciones:
1. Un procedimiento para el mantenimiento automático de un cabezal de soplete (12) que comprende por lo menos una punta de contacto (20) y una boquilla (26) que rodea a la por lo menos una punta de contacto (20) , dicho 5 procedimiento comprendiendo las etapas de:
-la limpieza libre de contacto de dicho cabezal de soplete (12) en un estado montado de dicha por lo menos una punta de contacto (20) y dicha boquilla (26) ,
-la aplicación de un agente de tratamiento del cabezal de soplete (42) a por lo menos una parte de las superficies de dicha por lo menos una punta de contacto (20) y dicha boquilla (26) ;
en el que dicho agente de tratamiento del cabezal de soplete (42) es pulverizado sobre dicha por lo menos una punta de contacto (20) y dicha boquilla (26) , en una dirección sustancialmente horizontal;
caracterizado porque dicho cabezal de soplete (12) es girado alrededor de su eje (A) durante la operación de pulverización, el eje (A) del cabezal de soplete (12) extendiéndose en la dirección horizontal durante la operación de pulverización.
2. Un procedimiento según la reivindicación 1 en el que por lo menos uno de un dispositivo de limpieza magnético (36) , un dispositivo de limpieza de aire comprimido y un dispositivo de limpieza ultrasónico se utiliza para la limpieza libre de contacto de dicho cabezal de soplete (12) .
3. Un procedimiento según la reivindicación 1 o 2 en el que un alambre de soldadura (24) , el cual para la
soldadura es avanzado a través de un paso (22) de la por lo menos una punta de contacto (20) , es retraído en el interior de dicho paso (22) antes de que sea aplicado dicho agente de tratamiento del cabezal de soplete (42) .
4. Un procedimiento según cualquiera de las reivindicaciones 1 a 3 en el que dicho agente de tratamiento del cabezal de soplete (42) es una dispersión líquida la cual es atomizada mediante aire comprimido.
5. Un procedimiento según la reivindicación 4 en el que dicho agente de tratamiento del cabezal de soplete
(42) incluye entre aproximadamente un 5 y aproximadamente un 50 por ciento en peso de nitruro de boro, preferiblemente entre aproximadamente un 15 y aproximadamente un 20 por ciento en peso de nitruro de boro.
6. Un procedimiento según cualquiera de las reivindicaciones 1 a 5 en el que dicha operación de pulverización incluye por lo menos un primer intervalo de tiempo (T1) durante el cual el agente de tratamiento del cabezal de soplete (42) es aplicado al cabezal de soplete (12) y por lo menos un segundo intervalo de tiempo (T2) durante el cual el agente de tratamiento del cabezal de soplete (42) aplicado es secado, preferiblemente mediante la utilización de aire comprimido.
7. Un procedimiento según la reivindicación 6 en el que dicha operación de pulverización incluye una pluralidad de ciclos de intervalos de tiempo primero y segundo (T1, T2) .
8. Un procedimiento según cualquiera de las reivindicaciones 1 a 7 en el que únicamente la boquilla (26) y la
por lo menos una punta de contacto (20) del cabezal de soplete (12) están expuestas al agente de tratamiento del cabezal de soplete (42) pulverizado durante la operación de pulverización, mientras un recubrimiento (48) protege el resto del cabezal de soplete (12) contra un exceso de pulverización.
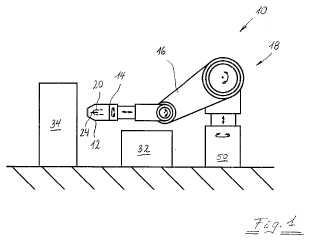
9. Un procedimiento según cualquiera de las reivindicaciones 1 a 8 en el que un dispositivo de robot (18) se utiliza para mover el cabezal de soplete (12) .
10. Un procedimiento según cualquiera de las reivindicaciones 1 a 9 en el que entre dos operaciones consecutivas de mantenimiento automático que incluye la limpieza libre de contacto y la aplicación del agente de tratamiento del cabezal de soplete (42) , dicho cabezal de soplete (12) se limpia libre de contacto por lo menos una
vez.
11. Un aparato (10) para el mantenimiento automático de un cabezal de soplete (12) que comprende por lo menos una punta de contacto (20) y una boquilla (26) que rodea a la por lo menos una punta de contacto (20) , preferiblemente mediante la utilización del procedimiento según cualquiera de las reivindicaciones 1 a 10, dicho aparato (10) comprendiendo:
-un primer dispositivo de mantenimiento (32) para la limpieza sin contacto del cabezal de soplete (12) en un estado montado de dicha por lo menos una punta de contacto (20) y dicha boquilla (26) ,
-un segundo dispositivo de mantenimiento (34) para la aplicación de un agente de tratamiento del cabezal de soplete (42) a por lo menos una parte de las superficies de dicha por lo menos una punta de contacto (20) y dicha boquilla (26) en una dirección horizontal y
-un conjunto de control (50) para iniciar el funcionamiento del primer dispositivo de mantenimiento (32) y el
segundo dispositivo de mantenimiento (34) , respectivamente, después de que el cabezal de soplete (12) haya sido 5 transferido a una posición de mantenimiento correspondiente,
caracterizado por que el segundo dispositivo de mantenimiento (34) está provisto de medios adecuados para la aplicación del agente de tratamiento del cabezal de soplete (42) a por lo menos dicha parte de las superficies de dicha por lo menos una punta de contacto (20) y dicha boquilla (26) , en la dirección sustancialmente horizontal,
cuando dicho cabezal de soplete (12) es girado alrededor de su eje (A) el cual se extiende en la dirección horizontal durante la operación de pulverización.
Patentes similares o relacionadas:
Procedimiento para eliminar el polvo en orificio de salida de sonido de altavoz, del 20 de Mayo de 2020, de Guangdong OPPO Mobile Telecommunications Corp., Ltd: Un procedimiento para eliminar el polvo en un orificio de salida de sonido de un altavoz , que comprende: leer un archivo de audio almacenado previamente […]
Procedimiento de tratamiento de piedras de balasto, del 25 de Marzo de 2020, de Sander, Kurt: Procedimiento de tratamiento de piedras de balasto para instalaciones de vías férreas o en la construcción de calzadas con un dispositivo que comprende un dispositivo […]
Limpieza ultrasónica de recipientes y tubos, del 22 de Enero de 2020, de DOMINION ENGINEERING, INC.: Un método para limpiar un recipiente que tiene depósitos en una superficie interior del mismo, que comprende: unir de manera removible […]
Procedimiento para favorecer el deslizamiento de al menos una gota sobre un soporte, del 8 de Enero de 2020, de Université de Lille: Procedimiento para favorecer el deslizamiento de al menos una gota sobre un soporte , procedimiento en el cual una onda de superficie ultrasonora es generada […]
Un aparato y método para limpiar agua de una ventana, del 1 de Enero de 2020, de EchoVista GmbH: Un aparato para limpiar las gotas de agua de una ventana usando uno o más modos seleccionados de operación del transductor, el aparato comprende: uno o […]
Procedimiento y montaje para retirar las deposiciones en un horno de fundición en suspensión, del 28 de Octubre de 2019, de Outotec (Finland) Oy: Un procedimiento para retirar deposiciones en un horno de fundición en suspensión que comprende una cámara de reacción que tiene una estructura de cámara de reacción […]
Método de operación de una mezcladora por lotes y mezcladora por lotes para llevar a cabo el método, del 30 de Enero de 2019, de Andritz Feed & Biofuel A/S: Un método para operar una mezcladora por lotes para producir un primer y segundo números de mezclas a partir de un primer y segundo números de lotes de […]
Procedimiento y dispositivo de soldeo con un dispositivo para limpiar una tobera de soldeo utilizando una fuente de sonido, del 24 de Septiembre de 2018, de SEHO SYSTEMTECHNIK GMBH: Procedimiento para limpiar una tobera de soldeo , en particular una tobera de soldeo al menos parcialmente estañada, caracterizado por que en fases de marcha en […]