Procedimiento y dispositivo para el control de la calidad de cintas superconductoras.
Procedimiento para el control de la calidad de cintas superconductoras con respecto a la intensidad de corrientecrítica máxima admisible de la cinta,
presentando la cinta una longitud 1, con las etapas:
a) refrigeración de una sección de la cinta superconductora a una temperatura a la que esta sección de cinta sehace superconductora, ascendiendo la longitud de la cinta a un múltiplo de la longitud de la sección de cinta,
b) generación de una corriente de transporte eléctrica en la sección de cinta superconductora en direcciónlongitudinal de la cinta con contactado con una disposición de contacto, que presenta contactos de alimentacióny descarga eléctricos separados en dirección longitudinal de la cinta, para generar entre los mismos la corrientede transporte mediante un equipo de generación de corriente de transporte,
c) disposición de una disposición de medición sensible con respecto a la corriente de transporte en la cinta y/o elequipo de generación de corriente de transporte,
d) movimiento continuo de al menos una parte de la cinta en dirección longitudinal de la cinta a través del tramode contacto y/o a través del tramo de medición con contactado eléctrico de la cinta movida para la generación deuna corriente de transporte que avanza a través de la cinta en dirección longitudinal de la cinta,
e) registro de una magnitud de medición física a base de la corriente de transporte generada con respecto altramo de medición mediante los contactos de medición durante el movimiento de al menos una parte de la cintaa través del tramo de medición, siendo la magnitud de medición física una medida de las propiedades detransporte eléctricas superconductoras de la sección de cinta o de una parte de la cinta, caracterizado porquela corriente de transporte se genera de forma regulada por tensión, regulándose la tensión que genera lacorriente de transporte a un valor constante o dependiendo del tiempo.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2010/061186.
Solicitante: BASF SE.
Nacionalidad solicitante: Alemania.
Dirección: 67056 LUDWIGSHAFEN ALEMANIA.
Inventor/es: BACKER,MICHAEL, WIEZORECK,JAN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- G01R33/12 FISICA. › G01 METROLOGIA; ENSAYOS. › G01R MEDIDA DE VARIABLES ELECTRICAS; MEDIDA DE VARIABLES MAGNETICAS (indicación de la sintonización de circuitos resonantes H03J 3/12). › G01R 33/00 Dispositivos o aparatos para la medida de valores magnéticos. › Medida de propiedades magnéticas de artículos o muestras de sólidos o de fluidos (en los que interviene la resonancia magnética G01R 33/20).
PDF original: ES-2436565_T3.pdf
Fragmento de la descripción:
Procedimiento y dispositivo para el control de la calidad de cintas superconductoras La invención se refiere a un procedimiento para el control de la calidad de cintas superconductoras, particularmente de cintas superconductoras de alta temperatura (HTS) , con respecto a la intensidad de corriente crítica máxima admisible. Además, la invención se refiere a un dispositivo para llevar a cabo el procedimiento mencionado.
La corriente de transporte crítica Ic es uno de los parámetros más importantes de materiales superconductores de alta temperatura para aplicaciones técnicas industriales. En este caso, la corriente de transporte crítica indica la corriente máxima a la que un elemento eléctrico todavía es superconductor, a intensidades mayores de corriente de transporte decae por completo la superconducción y, debido a la resistencia eléctrica aumentada por ello del circuito de conducción de corriente, el elemento se inutiliza, pudiendo conducir la generación de calor asociada a esto también a una destrucción del respectivo elemento. Por tanto, para el empleo técnico de elementos o componentes electrotécnicos superconductores es necesario que los mismos sean superconductores al menos con una corriente de transporte crítica Ic mínima (mín) dependiendo del respectivo caso de aplicación.
En la producción industrial de cintas superconductoras que, por tanto, no se realiza en condiciones de laboratorio, se pueden producir en cierto grado en la cinta respectiva puntos defectuosos que limitan la corriente de transporte crítica. Estos puntos defectuosos pueden ser de diferente naturaleza, por ejemplo, durante la producción de cintas superconductoras mediante deposiciones reactivas químicas de los materiales debido a faltas de estequiometría locales, debido a reacciones incompletas localmente de los precursores empleados, irregularidades en las reacciones térmicas de descomposición o atemperado de los respectivos productos intermedios o finales, defectos locales durante el crecimiento epitáctico del material superconductor sobre el respectivo sustrato y similares. Tales puntos defectuosos pueden limitar la corriente de transporte crítica, de tal manera que la respectiva cinta se tenga que considerar, para el respectivo fin de aplicación, como deshecho o se puede emplear solo para exigencias técnicas menores. El control de la calidad de cintas superconductoras, en este caso, es particularmente relevante cuando estas cintas, para aplicaciones técnicas comerciales, presentan una gran longitud, por ejemplo, para la producción de bobinas superconductoras o líneas eléctricas de alimentación, pudiendo presentar estas cintas, sin más, una longitud de varios cientos de metros o varios kilómetros.
Además, el procedimiento de acuerdo con la invención debe ser adecuado para posibilitar un control de la calidad en cintas superconductoras producidas a gran escala para aplicaciones técnicas, de tal manera que el procedimiento sea adecuado para posibilitar el control de la calidad en un procedimiento de producción de cintas con una capacidad de producción de una instalación de varios kilómetros de cinta por día.
Por el documento EP 860 705 B1 son conocidos un procedimiento y un aparato para la medición del valor de corriente crítica de un hilo superconductor. El hilo superconductor está compuesto (de forma imaginaria) de múltiples secciones de hilo dispuestas longitudinalmente. Se predeterminan múltiples corrientes eléctricas de diferente intensidad de corriente, conduciendo con reiteración, respectivamente, una corriente de una intensidad de corriente respectivamente dada a través de la respectiva sección de cinta enfriada de forma superconductora y detectándose la tensión generada en la respectiva sección de hilo hasta que se hayan registrado todas las intensidades de corriente y las tensiones resultantes para esta sección de cinta. Estas mediciones se realizan con la sección de cinta dispuesta de forma estacionaria en el tramo de medición. Entonces se realiza a continuación un avance de la cinta en la longitud de una sección para poder colocar de forma estacionaria la sección de cinta respectivamente posterior en el tramo de medición y poder examinarla mediante aplicación de las múltiples intensidades de corriente de diferente magnitud. Mediante exploración de toda la cinta, sección de cinta por sección de cinta, entonces se suman las tensiones individuales de las secciones de cinta que se han obtenido, respectivamente, mediante la misma corriente eléctrica I (m) para obtener una tensión sumada. Estas tensiones sumadas se establecen para cada corriente eléctrica de las múltiples corrientes eléctricas diferentes. Entonces, a continuación se puede calcular el valor de corriente crítica del hilo superconductor basándose en una tensión de diferencia.
El procedimiento de acuerdo con el documento EP 860 705 es adecuado para un examen de cintas superconductoras a escala de laboratorio, sin embargo, no para un control de la calidad en cuanto a la técnica de producción, en el que la velocidad de producción total de la cinta, que comprende la producción y el control de la calidad de la respectiva cinta, no se ha de limitar al menos sustancialmente por el control de la calidad. En este caso, la velocidad de la producción de cintas superconductoras puede conseguir, por ejemplo, mediante revestimiento químico reactivo con los correspondientes materiales de amortiguamiento y superconductores, sin más, capacidades en el intervalo de varios kilómetros por día por instalación. Una velocidad tan elevada durante el control de la calidad, sin embargo, no se puede realizar mediante un procedimiento según el documento EP 860 705 A1.
Además, en un control de la calidad en cuanto a la técnica de producción de cintas superconductoras se desea localizar lo más exactamente posible los puntos defectuosos que limitan la corriente de transporte crítica en la cinta, para poder arreglar por ello la cinta, por ejemplo, mediante aplicación de un material superconductor en la zona del respectivo punto defectuoso o mediante otras medidas adecuadas. Sin embargo, esto no es posible según el procedimiento del documento EP 860 705 A1, ya que aquí en todo caso se podría establecer si existe un punto
defectuoso relevante en una determinada sección de la cinta. Sin embargo, esta localización sería demasiado imprecisa, ya que entonces la medida de reparación tendría que incluir toda la sección de cinta afectada por el defecto. Por otro lado, en la práctica no es posible una localización más exacta reduciéndose la longitud de las secciones de cinta respectivamente examinadas, ya que entonces, para una localización lo suficientemente precisa del punto defectuoso, las secciones de cinta a examinar tendrían que presentar una longitud tan pequeña que la duración del examen de la cinta se alargaría de forma inaceptable.
El documento US 6.841.988 B1 describe un procedimiento y un dispositivo para la determinación de la intensidad de corriente crítica de materiales superconductores, transportándose una cinta superconductora a través de un campo magnético externo variable. Por ello es posible una medición sin contacto de un campo magnético que se induce, mediante el campo magnético externo, en la cinta superconductora. En esta medición sin contacto, la cinta superconductora se transporta de forma continua a través del tramo de medición. Mediante un procedimiento de este tipo, ciertamente se pueden establecer ciertos parámetros característicos relevantes de la cinta superconductora, sin embargo, un control de la calidad en vista a la corriente de transporte crítica de la cinta por ello no es posible, ya que las corrientes en remolino generadas en la cinta debido al campo magnético externo indican de forma solo muy indirecta puntos defectuosos. Por ello no es posible una afirmación en relación con la orientación de los puntos defectuosos con respecto a la dirección longitudinal de la cinta y, por tanto, una referencia inequívoca a una limitación de la corriente de transporte crítica.
La invención se basa en el objetivo de facilitar un procedimiento para el control de la calidad de cintas superconductoras, particularmente de cintas superconductoras de alta temperatura, con respecto a su aptitud para el uso técnico en relación con el transporte de corriente que posibilite una supervisión de la calidad en procedimientos de producción a gran escala y que, preferentemente con integración en un procedimiento de producción a gran escala, prácticamente no limite la velocidad de producción total de la producción de la cinta.
El objetivo se resuelve mediante un procedimiento de acuerdo con la reivindicación 1 con las características a) a e) así como facilitando un dispositivo... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para el control de la calidad de cintas superconductoras con respecto a la intensidad de corriente crítica máxima admisible de la cinta, presentando la cinta una longitud 1, con las etapas:
a) refrigeración de una sección de la cinta superconductora a una temperatura a la que esta sección de cinta se hace superconductora, ascendiendo la longitud de la cinta a un múltiplo de la longitud de la sección de cinta, b) generación de una corriente de transporte eléctrica en la sección de cinta superconductora en dirección longitudinal de la cinta con contactado con una disposición de contacto, que presenta contactos de alimentación y descarga eléctricos separados en dirección longitudinal de la cinta, para generar entre los mismos la corriente de transporte mediante un equipo de generación de corriente de transporte, c) disposición de una disposición de medición sensible con respecto a la corriente de transporte en la cinta y/o el equipo de generación de corriente de transporte, d) movimiento continuo de al menos una parte de la cinta en dirección longitudinal de la cinta a través del tramo de contacto y/o a través del tramo de medición con contactado eléctrico de la cinta movida para la generación de una corriente de transporte que avanza a través de la cinta en dirección longitudinal de la cinta, e) registro de una magnitud de medición física a base de la corriente de transporte generada con respecto al tramo de medición mediante los contactos de medición durante el movimiento de al menos una parte de la cinta a través del tramo de medición, siendo la magnitud de medición física una medida de las propiedades de transporte eléctricas superconductoras de la sección de cinta o de una parte de la cinta, caracterizado porque la corriente de transporte se genera de forma regulada por tensión, regulándose la tensión que genera la corriente de transporte a un valor constante o dependiendo del tiempo.
2. Procedimiento de acuerdo con la reivindicación 1, caracterizado porque en la sección de cinta refrigerada se genera una corriente de transporte eléctrica en forma de una corriente alterna y/o una tensión alterna que genera una corriente alterna de transporte, cuya frecuencia preferentemente es mayor/igual al cociente de (i) la velocidad de cinta de la cinta movida y (ii) la longitud del tramo de medición en dirección longitudinal de la cinta que está asignado, respectivamente, a la sección de cinta dada y/o la longitud del tramo de contacto a lo largo del cual se genera la corriente de transporte.
3. Procedimiento de acuerdo con una de las reivindicaciones 1 o 2, caracterizado porque la corriente alterna de transporte eléctrica está superpuesta a la corriente de transporte constante o que cambia dependiendo del tiempo y porque la magnitud de medición física se registra basándose en la corriente de transporte superpuesta resultante.
4. Procedimiento de acuerdo con una de las reivindicaciones 1 a 3, caracterizado porque la frecuencia de la corriente alterna de transporte generada y/o de la tensión alterna que genera la misma se encuentra en el intervalo de aproximadamente 0, 2 a aproximadamente 200 Hz.
5. Procedimiento de acuerdo con una de las reivindicaciones 1 a 4, caracterizado porque la frecuencia de la corriente alterna de transporte generada y/o de la tensión alterna que genera la misma es un factor 1, 01 a 2.000 veces mayor que el cociente de (i) la velocidad de cinta de la cinta movida y (ii) la longitud del tramo de medición en dirección longitudinal de la cinta que está asignado, respectivamente, a la sección de cinta dada y/o la longitud del tramo de contacto a lo largo del cual se genera la corriente de transporte.
6. Procedimiento de acuerdo con una de las reivindicaciones 1 a 5, caracterizado porque se genera un campo magnético que atraviesa la cinta superconductora, a través del cual se estrangula la corriente de transporte a un corte transversal que es menor que el corte transversal geométrico de la capa superconductora, expuesta a corriente de transporte, de la cinta y porque la magnitud de medición física se registra en la zona de la cinta con corriente de transporte estrangulada.
7. Procedimiento de acuerdo con una de las reivindicaciones 1 a 6, caracterizado porque la magnitud de medición física se registra de forma continua durante el movimiento de la cinta a lo largo de una longitud que asciende a un múltiplo de la longitud de la sección de cinta.
8. Procedimiento de acuerdo con una de las reivindicaciones 1 a 7, caracterizado porque
(i) se aplican varios contactos eléctricos de la misma polaridad como contactos de alimentación simultáneamente con contactado eléctrico en la cinta para alimentar, para la generación de una corriente de transporte eléctrica en la cinta, varias subcorrientes en la cinta y/o
(ii) porque están previstas dos o más disposiciones de contacto para la generación, respectivamente, de una corriente de transporte en la cinta refrigerada de forma superconductora, mediante las cuales se generan corrientes de transporte independientes entre sí en la respectiva sección de cinta refrigerada y porque la magnitud de medición física se registra en las distintas zonas de la sección de cinta con asignación a las distintas corrientes de transporte.
9. Procedimiento de acuerdo con una de las reivindicaciones 1 a 8, caracterizado porque
(i) el procedimiento se lleva a cabo en la zona de transición del estado superconductor al no superconductor de
la cinta superconductora y/o (ii) porque el procedimiento se lleva a cabo en una cinta superconductora que presenta una capa superconductora que no está provista de una derivación eléctrica y/o que está compuesta, al menos parcialmente, de un material ferri-/ferromagnético.
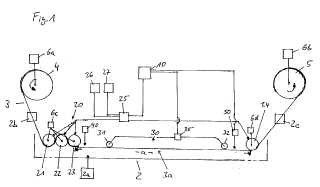
10. Dispositivo para llevar a cabo el procedimiento de acuerdo con una de las reivindicaciones 1 a 9 para el control de la calidad de cintas superconductoras con:
a) un tramo de refrigeración para la refrigeración de una sección de la cinta a una temperatura a la que esta sección de cinta se hace superconductora, ascendiendo la longitud de la cinta a un múltiplo de la longitud de la sección de cinta, b) una disposición de contacto que comprende varios contactos eléctricos para el contactado de la sección de cinta refrigerada, presentando los contactos eléctricos al menos un contacto de alimentación y al menos un contacto de descarga, que con configuración de un tramo de contacto están separados entre sí en dirección longitudinal de la cinta, c) un equipo para la generación de una corriente de transporte eléctrica en la sección de cinta contactada mediante el contacto de alimentación y descarga, estando prevista para la generación de la corriente de transporte una fuente de tensión regulable que está preparada para regular la tensión generadora de la corriente de transporte a un valor constante o dependiendo del tiempo, d) una disposición de medición para el registro de una magnitud física dependiente de la corriente de transporte que comprende, preferentemente, al menos dos contactos de medición que se pueden aplicar en la sección de cinta superconductora expuesta a la corriente de transporte, separados entre sí en dirección longitudinal de la cinta que están previstos en la disposición de contacto y que configuran un tramo de medición a lo largo de la longitud o una longitud parcial de la sección de cinta expuesta a la corriente de transporte, e) medios para mover al menos una parte de la cinta en dirección longitudinal de la cinta a través del tramo de contacto con contactado eléctrico continuo de la cinta movida, siendo los medios adecuados para generar una corriente de transporte que avanza a través de la cinta en dirección longitudinal de la cinta y f) medios para el registro de una magnitud de medición física basándose en la corriente de transporte generada en la sección de cinta mediante los contactos de medición durante un movimiento de al menos una parte de la cinta a través del tramo de medición, estando seleccionada la magnitud de medición física de tal manera que la misma posibilita una medida de las propiedades de transporte eléctricas superconductoras de la sección de cinta o de una parte de la cinta.
11. Dispositivo de acuerdo con la reivindicación 10, caracterizado porque
(i) los medios para mover la cinta presentan arrastradores que están configurados para el acoplamiento con cierre de fricción en la cinta o que se acoplan con cierre de fricción en la cinta para mover la misma a través del tramo de medición y/o para exponer la cinta durante su movimiento a una tensión previa definida y/o
(ii) porque la disposición de contacto eléctrica comprende varios contactos eléctricos de la misma polaridad que se pueden aplicar de forma simultánea con contactado eléctrico en la cinta para generar una o varias corrientes de transporte eléctricas independientes.
12. Dispositivo de acuerdo con una de las reivindicaciones 10 a 11, caracterizado porque la disposición de contacto presenta más de dos contactos de alimentación que están asignados, respectivamente, a un contacto de descarga común y porque los contactos están dispuestos de tal manera que al mismo tiempo en distintas zonas de la sección de cinta refrigerada se pueden generar varias corrientes de transporte de diferente intensidad de corriente y porque el equipo para el registro de la magnitud de medición física está configurado de tal manera que se puede registrar la magnitud de medición física en las distintas zonas de la sección de cinta con diferente intensidad de corriente de transporte con asignación a estas secciones de cinta.
13. Dispositivo de acuerdo con una de las reivindicaciones 10 a 12, caracterizado porque
(i) los medios para la generación de la corriente de transporte están configurados para generar una corriente de transporte constante o que cambia dependiendo del tiempo y/o
(ii) porque los medios para la generación de la corriente de transporte están configurados de tal manera que los mismos generan, en la sección de cinta refrigerada, una corriente de transporte en forma de una corriente alterna.
14. Dispositivo de acuerdo con una de las reivindicaciones 10 a 13, caracterizado porque los medios para la generación de la corriente de transporte están configurados de tal manera que en la cinta se puede generar una corriente de transporte en forma de una corriente alterna que, preferentemente, se puede generar en la misma sección de cinta al mismo tiempo que una corriente de transporte de intensidad de corriente de transporte constante
o que cambia de forma uniforme y porque los medios para el registro de la magnitud de medición física están configurados para registrar la magnitud de medición física resultante de la corriente alterna de transporte o de la corriente de transporte superpuesta.
15. Dispositivo de acuerdo con una de las reivindicaciones 10 a 14, caracterizado porque los medios para la generación de la corriente de transporte en forma de una corriente alterna están configurados de tal manera que se puede generar una corriente alterna y/o una tensión alterna con una frecuencia en el intervalo de aproximadamente 0, 2 a aproximadamente 200 Hz.
Patentes similares o relacionadas:
 Sistema y método para monitorizar una microestructura de un objetivo de metal, del 27 de Noviembre de 2019, de THE UNIVERSITY OF MANCHESTER: Un sistema para monitorizar una microestructura de un objetivo de metal, que comprende:
una pluralidad de sensores (911, 912, 913, ... 91n) electromagnéticos […]
Sistema y método para monitorizar una microestructura de un objetivo de metal, del 27 de Noviembre de 2019, de THE UNIVERSITY OF MANCHESTER: Un sistema para monitorizar una microestructura de un objetivo de metal, que comprende:
una pluralidad de sensores (911, 912, 913, ... 91n) electromagnéticos […]
 Dispositivo de formación de imágenes de partículas magnéticas (MPI), del 30 de Octubre de 2019, de MASMEC S.p.A: Un dispositivo de Formación de Imágenes de Partículas Magnéticas, MPI, que comprende un primer sistema de control magnético configurado para generar un campo magnético dentro […]
Dispositivo de formación de imágenes de partículas magnéticas (MPI), del 30 de Octubre de 2019, de MASMEC S.p.A: Un dispositivo de Formación de Imágenes de Partículas Magnéticas, MPI, que comprende un primer sistema de control magnético configurado para generar un campo magnético dentro […]
Configuración y método de medición para medir una muestra, del 7 de Agosto de 2019, de Magnasense Technologies Oy: Configuración de medición, que incluye - una configuración de bobina dispuesta para crear un campo (B) magnético para medir una muestra que comprende […]
Mecanismo de bobina para detector magnético, del 23 de Abril de 2019, de LIFEASSAYS AB (PUBL): Dispositivo, que comprende un compartimento de muestra, una bobina y un brazo para la manipulación mecánica de un recipiente de muestra colocado […]
Dispositivo para la medición de partículas y procedimiento correspondiente, del 4 de Abril de 2018, de Magnasense Technologies Oy: Dispositivo para la medición cualitativa o cuantitativa de un analito marcado magnéticamente, cuyo dispositivo incluye una disposición […]
MÉTODO PARA EL ESTUDIO DE LA EVOLUCIÓN DE LAS PROPIEDADES MAGNÉTICAS Y ESTRUCTURALES DE MATERIALES MAGNÉTICOS BLANDOS AMORFOS Y NANOCRISTALINOS Y APARATO QUE EMPLEA DICHO MÉTODO, del 20 de Abril de 2017, de CONSEJO NACIONAL DE INVESTIGACIONES CIENTIFICAS Y TECNICAS (CONICET) (33.3%): Un dispositivo para el estudio de la evolución de las propiedades magnéticas y estructurales de materiales magnéticos blandos amorfos y nanocristalinos, estando el dispositivo […]
Procedimiento y dispositivo para determinar la propiedad magnética de un paquete de chapas, del 22 de Febrero de 2017, de VOESTALPINE STAHL GMBH: Dispositivo para determinar la propiedad magnética de un paquete de chapas con un núcleo ferromagnético , con un dispositivo excitador , que presenta una […]
Sistema de detección por micromagnetometría y procedimiento para detectar firmas magnéticas de materiales magnéticos, del 25 de Mayo de 2016, de Université de Montpellier: Sistema de micromagnetometría para detectar la presencia de cantidades muy pequeñas de partículas magnéticas hasta una partícula magnética individual o un objeto magnético […]