Procedimiento para el ajuste de la posición de un cilindro en un soporte de laminador de un laminador y sistema formado por un laminador y un puesto de calibrado para la realización del procedimiento.
Procedimiento para el ajuste de la posición (z0) de al menos un cilindro (2,
3, 4) en un soporte de laminador (1) deun laminador, alojando el soporte de laminador (1) al menos una caja de laminación (5) con un número de cilindros(2, 3, 4), estando dispuesto cada cilindro (2, 3, 4) en un mecanismo de regulación de cilindros (6, 7, 8) y estandoprevistos medios (9) que solicitan los mecanismos de regulación de cilindros (6, 5 7, 8) para la regulación de loscilindros (2, 3, 4) respecto a la caja de laminación (5),
caracterizado por que
el procedimiento presenta las siguientes etapas:
a) disposición de al menos una caja de laminación (10) con sus cilindros (2, 3, 4) en un puesto de calibrado;
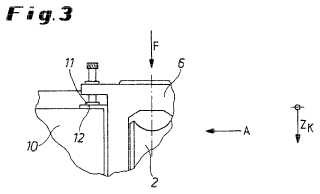
b) solicitación del mecanismo de regulación de cilindros (6, 7, 8) con una fuerza (F) en una dirección deregulación (z), de modo que el cilindro (2, 3, 4) aprieta con un punto de contacto (11) definido contra unasuperficie de contacto (12) de la caja de laminación (10) del puesto de calibrado y medición del calibre real (13)del cilindro (2, 3, 4) en esta posición (A);
c) determinación del valor de desviación (Δz) en la dirección de regulación (z) entre la posición (A) según laetapa b) y la posición del cilindro para conseguir un calibre ideal (z0);
d) instalación de la caja de laminación junto con el cilindro (2, 3, 4) del puesto de calibrado en el soporte delaminador (1) del laminador y solicitación del mecanismo de regulación de cilindros (6, 7, 8) con una fuerza (F)en la dirección de regulación (z), de modo que el cilindro (2, 3, 4) aprieta con un punto de contacto (11) definidocontra una superficie de contacto (14) de la caja de laminación (5) instalada en el soporte de laminador (1) dellaminador;
e) ajuste del mecanismo de regulación de cilindros (6, 7, 8) en contra de la dirección de regulación (z) lo quecorresponde al valor de desviación (Δz) y comienzo del servicio de laminación en el laminador con el ajuste (z0)así obtenido del mecanismo de regulación de cilindros (6, 7, 8) y del cilindro (2, 3, 4) para la caja de laminación(5) lista para el servicio.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E10003812.
Solicitante: SMS MEER GMBH.
Nacionalidad solicitante: Alemania.
Dirección: OHLERKIRCHWEG 66 41069 MONCHENGLADBACH ALEMANIA.
Inventor/es: TERHART,MATTHIAS, SUBANOVIC,JOVO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21B31/20 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21B LAMINADO DE METALES (operaciones auxiliares en relación con el trabajo de los metales previstos en la clase B21, ver B21C; curvado por pasado entre rodillos B21D; fabricación de objetos particulares, p. ej. tornillos, ruedas, anillos, cilindros o bolas, por laminado B21H; soldadura por presión por medio de un laminado B23K 20/04). › B21B 31/00 Estructura de las cajas de laminadores; Montaje, regulación o cambio de cilindros, de los soportes de cilindros o de los chasis. › desplazamiento de los cilindros perpendicularmente a su eje.
- B21B38/10 B21B […] › B21B 38/00 Métodos y dispositivos de medida especialmente adaptados a laminadores, p. ej. detección de la posición, inspección del producto. › para medida de la separación de los cilindros, p. ej. indicadores de pase.
PDF original: ES-2399501_T3.pdf
Fragmento de la descripción:
Procedimiento para el ajuste de la posición de un cilindro en un soporte de laminador de un laminador y sistema formado por un laminador y un puesto de calibrado para la realización del procedimiento.
La invención se refiere a un procedimiento para el ajuste de la posición de al menos un cilindro en un soporte de laminador de un laminador, alojando el soporte de laminador al menos una caja de laminación con un número de cilindros, estando dispuesto cada cilindro en un mecanismo de regulación de cilindros y estando previstos medios que solicitan los mecanismos de regulación de cilindros para la regulación de los cilindros respecto a la caja de laminación. Además, la invención se refiere a un sistema formado por un laminador y un puesto de calibrado según el preámbulo de la reivindicación 7.
Para la laminación de tubos y barras se usan cajas de laminación en las que están previstas varias disposiciones de cilindros, que alojan respectivamente un cilindro. Aquí, varios cilindros están dispuestos alrededor del eje del cilindro y envuelven sustancialmente toda la circunferencia del material a laminar. Los cilindros forman juntos el calibre de los cilindros. Los laminadores con cajas de laminación de este tipo se conocen, por ejemplo, por los documentos DE 103 16 650 B3, DE 10 2005 042 835 B3, DE 103 07 199 B3 y DE 200 05 700 U1.
Una realización preferible de los laminadores conocidos prevé que el ajuste de los cilindros y de sus cajas de laminación se realice en el exterior de la máquina (soporte de laminador) y que tras el montaje de los cilindros junto con las cajas de laminación ya sólo tiene lugar una regulación de cilindros en la máquina. Durante este proceso, cada cilindro puede ajustarse por separado en su caja de laminación.
En sistemas de dos cilindros es conocido juntar los cilindros para el ajuste de los cilindros, pretensarlos y calibrar de este modo el sistema. Partiendo de la posición así encontrada, los cilindros se desplazan a continuación para ajustar las aberturas entre cilindros deseadas definidas.
En sistemas de tres cilindros es conocido que las cajas de laminación se ajustan en el exterior de la máquina a una medida nominal. La máquina se calibra mediante un dispositivo de calibrado. Aquí es ventajoso usar el mismo dispositivo de calibrado para el calibrado de la máquina y para el calibrado del dispositivo de ajuste de la caja de laminación.
Respecto al procedimiento indicado en último lugar se han mostrado los siguientes inconvenientes: Las condiciones del entorno entre el dispositivo de ajuste de la caja de laminación y la máquina no son idénticas, puesto que, por un lado, todas las cadenas de medición presentan tolerancias y que, por otro lado, las condiciones pueden variar continuamente. El desgaste o suciedad pueden falsear, por ejemplo, el ajuste de los cilindros al calibre (ideal) necesario. Cuando la caja de laminación está dispuesta debido a suciedad, p.ej. algo más elevada en la máquina que en el dispositivo de ajuste, el posicionamiento de los cilindros se desvía lo que corresponde a este valor.
La consecuencia son pérdidas de calidad en el producto acabado de laminar.
Por lo tanto, la invención tiene el objetivo de crear un procedimiento del tipo indicado al principio con el que sea posible llegar de forma sencilla y rápida a un ajuste exacto de los cilindros al calibre (ideal) deseado, de modo que sea óptima la calidad del producto laminado, además de proponer un sistema correspondiente formado por un laminador y un puesto de calibrado, con el que pueda realizarse el procedimiento. De este modo debe garantizarse la reproducibilidad del ajuste de los cilindros y del mecanismo de regulación de cilindros, también teniéndose en cuenta magnitudes perturbadoras (desgaste, suciedad) .
Este objetivo se consigue según la invención porque el procedimiento presenta las siguientes etapas:
a) disposición de al menos una caja de laminación con sus cilindros en un puesto de calibrado;
b) solicitación del mecanismo de regulación de cilindros con una fuerza en una dirección de regulación, de modo que el cilindro aprieta con un punto de contacto definido contra una superficie de contacto de la caja de laminación del puesto de calibrado y medición del calibre real del cilindro en esta posición;
c) determinación del valor de desviación en la dirección de regulación entre la posición según la etapa y la posición del cilindro para conseguir un calibre ideal;
d) instalación de la caja de laminación junto con el cilindro del puesto de calibrado en el soporte de laminador del laminador y solicitación del mecanismo de regulación de cilindros con una fuerza en la dirección de regulación, de modo que el cilindro aprieta con un punto de contacto definido contra una superficie de contacto de la caja de laminación instalada en el soporte de laminador del laminador;
e) ajuste del mecanismo de regulación de cilindros en contra de la dirección de regulación lo que corresponde al valor de desviación y comienzo del servicio de laminación en el laminador con el ajuste así obtenido del mecanismo de regulación de cilindros y del cilindro para la caja de laminación lista para el servicio.
Los cilindros se usan aquí preferiblemente para la fabricación de un tubo o de una barra. De forma especialmente 5 preferible, cooperan aquí tres cilindros para envolver la circunferencia esencial del material a laminar. Es ventajoso que los cilindros no tengan ningún acoplamiento mecánico.
La medición del calibre según la etapa b) arriba indicada se realiza preferiblemente de forma óptica.
El valor de la fuerza se elige de forma ventajosa idéntica en la etapa b) arriba indicada y en la etapa d) arriba indicada.
El sistema propuesto, formado por un laminador y un puesto de calibrado, presentando el laminador al menos un soporte de laminador para el alojamiento de cilindros dispuestos en una caja de laminación, presentando la caja de laminación medios para la regulación de los cilindros respecto al soporte de laminador y estando realizado el puesto de calibrado para el alojamiento de al menos una caja de laminación con sus mecanismos de regulación de cilindros y cilindros para la realización del procedimiento según la invención está caracterizado por que el mecanismo de regulación de cilindros presenta al menos un punto de contacto definido activo en la dirección de regulación, que coopera con una superficie de contacto en el soporte de laminador y con una superficie de contacto en el puesto de calibrado. El mecanismo de regulación de cilindros puede apretarse, por lo tanto, tanto en el puesto de calibrado como después de la instalación de la caja de laminación en el soporte de laminador del laminador contra el punto de contacto definido. El puesto de calibrado puede ser un soporte de laminador de un tipo de construcción habitual o un bastidor portante equipado con los elementos funcionales correspondientes, adecuado para el alojamiento de una caja de laminación o algo similar.
El puesto de calibrado tiene preferiblemente medios para la solicitación del mecanismo de regulación de cilindros, para apretar el punto de contacto del cilindro en la dirección de regulación con una fuerza contra la superficie de contacto en la caja de laminación del puesto de calibrado.
El puesto de calibrado puede presentar, además, medios, preferiblemente medios ópticos, para la medición del calibre real del cilindro en la caja de laminación del puesto de calibrado.
Preferiblemente están previstos tres cilindros que envuelven la circunferencia esencial del material a laminar.
El procedimiento de ajuste según la invención puede aplicarse especialmente en laminadores, en los que el ajuste de los cilindros se realiza conforme a lo previsto en el exterior de la máquina o del laminador y la regulación de los cilindros en el interior de la máquina. Aquí es preferible que cada cilindro pueda ajustarse individualmente. Preferiblemente no existe ningún acoplamiento mecánico entre los distintos cilindros.
El procedimiento propuesto garantiza de forma ventajosa una regulación reproducible de los distintos cilindros en el soporte de laminador. Según una idea esencial de la invención, se produce una fijación mecánica de la posición de calibrado en la caja de laminación, de modo que sea posible realizar de forma reproducible un desplazamiento a esta posición, independientemente del posicionamiento de la caja de laminación tanto el dispositivo de ajuste (puesto de calibrado) como en la máquina (soporte de laminador) en el laminador.
Por consiguiente, resulta la ventaja que está garantizado siempre el ajuste exacto del calibre en la... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para el ajuste de la posición (z0) de al menos un cilindro (2, 3, 4) en un soporte de laminador (1) de un laminador, alojando el soporte de laminador (1) al menos una caja de laminación (5) con un número de cilindros (2, 3, 4) , estando dispuesto cada cilindro (2, 3, 4) en un mecanismo de regulación de cilindros (6, 7, 8) y estando previstos medios (9) que solicitan los mecanismos de regulación de cilindros (6, 7, 8) para la regulación de los cilindros (2, 3, 4) respecto a la caja de laminación (5) ,
caracterizado por que el procedimiento presenta las siguientes etapas:
a) disposición de al menos una caja de laminación (10) con sus cilindros (2, 3, 4) en un puesto de calibrado; b) solicitación del mecanismo de regulación de cilindros (6, 7, 8) con una fuerza (F) en una dirección de regulación (z) , de modo que el cilindro (2, 3, 4) aprieta con un punto de contacto (11) definido contra una superficie de contacto (12) de la caja de laminación (10) del puesto de calibrado y medición del calibre real (13) del cilindro (2, 3, 4) en esta posición (A) ; c) determinación del valor de desviación (Lz) en la dirección de regulación (z) entre la posición (A) según la etapa b) y la posición del cilindro para conseguir un calibre ideal (z0) ; d) instalación de la caja de laminación junto con el cilindro (2, 3, 4) del puesto de calibrado en el soporte de laminador (1) del laminador y solicitación del mecanismo de regulación de cilindros (6, 7, 8) con una fuerza (F) en la dirección de regulación (z) , de modo que el cilindro (2, 3, 4) aprieta con un punto de contacto (11) definido contra una superficie de contacto (14) de la caja de laminación (5) instalada en el soporte de laminador (1) del laminador; e) ajuste del mecanismo de regulación de cilindros (6, 7, 8) en contra de la dirección de regulación (z) lo que corresponde al valor de desviación (Lz) y comienzo del servicio de laminación en el laminador con el ajuste (z0) así obtenido del mecanismo de regulación de cilindros (6, 7, 8) y del cilindro (2, 3, 4) para la caja de laminación (5) lista para el servicio.
2. Procedimiento según la reivindicación 1,
caracterizado por que los cilindros (2, 3, 4) se usan para la fabricación de un tubo o de una barra.
3. Procedimiento según la reivindicación 1 ó 2,
caracterizado por que cooperan tres cilindros (2, 3, 4) .
4. Procedimiento según la reivindicación 3,
caracterizado por que los cilindros (2, 3, 4) no tienen ningún acoplamiento mecánico.
5. Procedimiento según una de las reivindicaciones 1 a 4,
caracterizado por que la medición del calibre (13) según la etapa b) de la reivindicación 1 se realiza de forma óptica.
6. Procedimiento según una de las reivindicaciones 1 a 5,
caracterizado por que es idéntico el valor de la fuerza (F) de acuerdo con la etapa b) y de acuerdo con la etapa d) según la reivindicación 1.
7. Sistema, formado por un laminador y un puesto de calibrado, presentando el laminador al menos un soporte de laminador (1) para el alojamiento de cilindros (2, 3, 4) dispuestos en una caja de laminación (5) , presentando la caja de laminación (5) medios (9) para la regulación de los cilindros (2, 3, 4) respecto al soporte de laminador (1) y estando realizado el puesto de calibrado para el alojamiento de al menos una caja de laminación (10) con sus cilindros (2, 3, 4) y mecanismos de regulación de cilindros (6, 7, 8) para la realización del procedimiento según una de las reivindicaciones 1 a 6,
caracterizado por que el mecanismo de regulación de cilindros (6, 7, 8) presenta al menos un punto de contacto definido (11) activo en la dirección de regulación (z) , que coopera con una superficie de contacto (14) en el soporte de laminador (1) y con una superficie de contacto (12) en el puesto de calibrado.
8. Sistema según la reivindicación 7,
caracterizado por que el puesto de calibrado presenta medios para la solicitación de los mecanismos de regulación de cilindros (6, 7, 8) , para apretar el punto de contacto (11) del mecanismo de regulación de cilindros (6, 7, 8) en la dirección de regulación (z) con una fuerza (F) contra la superficie de contacto (12) en la caja de laminación (10) del puesto de calibrado.
9. Sistema según la reivindicación 7 u 8,
caracterizado por que el puesto de calibrado presenta, además, medios, preferiblemente medios ópticos, para la medición del calibre real
(13) del cilindro (2, 3, 4) en la caja de laminación (10) del puesto de calibrado.
Patentes similares o relacionadas:
 Tren de laminación con un dispositivo para establecer el calibre de laminación o de guiado de las cajas de laminación o guiado dentro de un tren de laminación multicajas, del 24 de Noviembre de 2015, de SMS MEER GMBH: Tren de laminación con un conjunto de cajas de laminación y/o guiado que portan rodillos y/o guías a lo largo de una línea central y […]
Tren de laminación con un dispositivo para establecer el calibre de laminación o de guiado de las cajas de laminación o guiado dentro de un tren de laminación multicajas, del 24 de Noviembre de 2015, de SMS MEER GMBH: Tren de laminación con un conjunto de cajas de laminación y/o guiado que portan rodillos y/o guías a lo largo de una línea central y […]
 DISPOSITIVO PARA MEDIAR EL INTERSTICIO ENTRE CILINDROS, QUE ESTÁ COMPRENDIDO ENTRE LOS CILINDROS DE TRABAJO DE UNA CAJA DE LAMINACIÓN EN FRÍO O EN CALIENTE, del 27 de Mayo de 2011, de SMS SIEMAG AG: Dispositivo para llevar a cabo la medición de un intersticio entre cilindros , que está comprendido entre los cilindros de trabajo (1a; 1b) de una caja de […]
DISPOSITIVO PARA MEDIAR EL INTERSTICIO ENTRE CILINDROS, QUE ESTÁ COMPRENDIDO ENTRE LOS CILINDROS DE TRABAJO DE UNA CAJA DE LAMINACIÓN EN FRÍO O EN CALIENTE, del 27 de Mayo de 2011, de SMS SIEMAG AG: Dispositivo para llevar a cabo la medición de un intersticio entre cilindros , que está comprendido entre los cilindros de trabajo (1a; 1b) de una caja de […]
PROCEDIMIENTO PARA LA OPTIMIZACION DE LA CONFIGURACION DE BASTIDORES DE LAMINADORES DE CILINDROS MULTIPLES, EN PARTICULAR DE LAMINADORES DE TIPO CLUSTER., del 1 de Junio de 2005, de ABB SISTEMI INDUSTRIALI SPA: SE DESCRIBE UN PROCEDIMIENTO PARA UTILIZAR LA CONFIGURACION DE ALOJAMIENTOS DE TRENES DE LAMINACION DE RODILLOS MULTIPLES, PARTICULARMENTE LAMINADORES DEL […]
PROCEDIMIENTO PARA ESTABLECER Y DETERMINAR EL CENTRO DE CAJA H POSICIONES DE AJUSTE SOBRE CAJAS DE LAMINACION., del 16 de Marzo de 2005, de SMS SCHLOEMANN-SIEMAG AKTIENGESELLSCHAFT: Procedimiento y aparato para determinar el centro de un laminador y las posiciones de ajuste de cilindros. Las piezas distantes con dimensiones y […]
PROCEDIMIENTO PARA CONTROLAR LA DISTANCIA ENTRE LOS CILINDROS DE PARES DE CILINDROS Y MODO DE EMPLEO DEL PROCEDIMIENTO., del 1 de Diciembre de 2003, de MORGARDSHAMMAR AB: Un procedimiento para controlar la distancia entre los cilindros de los pares de cilindros en una línea de cilindros que incluye una pluralidad de unidades […]
LAMINADORES CON APRIETE HIDRAULICO., del 1 de Julio de 2003, de VAI CLECIM: Laminador que comprende un bastidor de soporte provisto de dos columnas distanciadas , determinando por lo menos dos cilindros superpuestos un entrehierro de paso del producto […]
CONFORMACION ENTRE DOS CILINDROS DE PRODUCTOS METALICOS DELGADOS., del , de USINOR THYSSEN STAHL AKTIENGESELLSCHAFT: EL DISPOSITIVO COMPRENDE DOS CILINDROS MANTENIDOS POR SOPORTES SOBRE U CHASIS Y, PARA CADA CILINDRO , MEDIOS DE MEDICION […]
 DISPOSITIVO Y METODO PARA ALINEAR LOS APARATOS DE ENTRADA Y LOS CANALES EN UNA CAJA DE LAMINACION, del 5 de Abril de 2010, de SIEMENS VAI METALS TECHNOLOGIES S.R.L.: Dispositivo para alinear los aparatos de entrada y los canales en una caja de laminación que incluye un instrumento de medición equipado con medios (22, F, 23) para detectar […]
DISPOSITIVO Y METODO PARA ALINEAR LOS APARATOS DE ENTRADA Y LOS CANALES EN UNA CAJA DE LAMINACION, del 5 de Abril de 2010, de SIEMENS VAI METALS TECHNOLOGIES S.R.L.: Dispositivo para alinear los aparatos de entrada y los canales en una caja de laminación que incluye un instrumento de medición equipado con medios (22, F, 23) para detectar […]