Bastidor de laminación con accionamiento individual como componente de un grupo de bastidores de laminación de un tren de laminación de alambre de alta velocidad.
Bastidor de laminación (1) como componente de un grupo de bastidores de laminación (2) en un tren de laminación de alambre de alta velocidad,
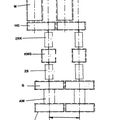
con al menos una pareja de rodillos o pareja de anillos de laminación (5) y con un árbol de accionamiento (7) conectado con el motor (6), caracterizado porque a cada bastidor de laminación (1) de este grupo de bastidores de laminación (2) está asociada exactamente una unidad de accionamiento propia, respectivamente, con un motor (6) y con un árbol de accionamiento (7) respectivo, y el motor (6), el árbol de accionamiento (7) y la al menos una pareja de rodillos o pareja de anillos de laminación (5) están dispuestos linealmente entre sí.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2010/006514.
Solicitante: SMS MEER GMBH.
Nacionalidad solicitante: Alemania.
Dirección: OHLERKIRCHWEG 66 41069 MONCHENGLADBACH ALEMANIA.
Inventor/es: KLINGEN, HERMANN-JOSEF, THEOBALD, FRANK, NERZAK, THOMAS, BULERT, SIEGMUND, BREUNUNG,DETLEF, SONNENSCHEIN,GUIDO, SCHELLSCHEIDT,FRIEDHELM.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21B35/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21B LAMINADO DE METALES (operaciones auxiliares en relación con el trabajo de los metales previstos en la clase B21, ver B21C; curvado por pasado entre rodillos B21D; fabricación de objetos particulares, p. ej. tornillos, ruedas, anillos, cilindros o bolas, por laminado B21H; soldadura por presión por medio de un laminado B23K 20/04). › B21B 35/00 Propulsión de los laminadores. › cada caja tiene su o sus propios motores.
PDF original: ES-2532474_T3.pdf
Fragmento de la descripción:
Bastidor de laminación con accionamiento individual como componente de un grupo de bastidores de laminación de un tren de laminación de alambre de alta velocidad.
1. Campo de la invención
La invención se refiere a un bastidor de laminación como componente de un grupos de bastidores de laminación de un tren de laminación de alambre de alta velocidad, con al menos una pared de rodillos y una pareja de anillos de laminación y con un árbol de accionamiento conectado con un motor.
2. Estado de la técnica
Los bastidores de laminación del tipo en cuestión se disponen normalmente por bloques unos detrás de los otros y provocan modificaciones de la sección transversal, que experimenta el material de laminación de forma sucesiva bajo la acción de al menos dos rodillos o anillos de laminación, respectivamente, en un bastidor de laminación en los grupos de bastidores de laminación. En el campo de trenes de laminación de alambre de alta velocidad, se transporta el alambre de laminación durante el paso a través de los bloques de laminación de acabado de los trenes de laminación de alambre y sobre todo durante la salida desde el último bastidor de laminación a velocidades de laminación final de más de 60 m/seg., con preferencia en el intervalo de hasta 130 m/seg.
En general, los trenes de laminación de alambre de alta velocidad están constituidos por una pluralidad de bastidores de laminación individuales dispuestos unos detrás de los otros, que conjuntamente o de forma dividida dan como resultado un tren de desbaste (roughing mil) , un tren intermedio (intemediate mil) y un tren de laminación de acabado (finishing mil) , dado el caso empleando un bloque de laminación de acabado previo (pre-finisher) entre el tren intermedio y el tren de laminación de acabado. El tren de laminación de acabado comprende de nuevo normalmente un bloque de laminación de acabado previo así un bloque de laminación de acabado, opcionalmente con unidad conectada a continuación para le conformación (sizing) final. La presente invención se refiere al tren de laminación de acabado mencionado anteriormente en un tren de laminación de alambre de alta velocidad, así como al bloque de laminación de acabado previo, al bloque de laminación de acabado así como, dado el caso, la unidad de dimensionado (sizing) conectada a continuación.
El bloque de laminación de acabado previo y el bloque de laminación de acabado empleados en tales trenes de laminación de alambre están constituidos normalmente por una serie de bastidores de laminación individuales dispuestos unos detrás de los otros, por los dispositivos de regulación asociados éstos para los intersticios de laminación así como por las armaduras de laminación para la conducción del material de laminación. Los bastidores de laminación individuales están dispuestos en este caso con preferencia sobre un bastidor de base común y los rodillos de estos bastidores, con preferencia en forma de anillos de laminación, están dispuestos la mayoría de las veces en voladizo sobre parejas de árboles de soporte. Las parejas de árboles de soporte son accionadas de nuevo a través de accionamientos dispuestos en común sobre el bastidor de base formados por combinaciones de ruedas dentadas rectas y ruedas dentadas cónicas sobre árboles longitudinales dispuestos a ambos lados de la serie de bastidores.
Tales disposiciones de bastidores de laminación se describen de forma ejemplar en los documentos DE 199 19 778 A1, DE 19800201 A1, DE 196 25 811 A1, DE 102 61632B4 y DE 3 109644A1.
Los bastidores de cada uno de los bloques se disponen en este caso normalmente en forma de V (los bastidores de laminación están dispuestos en forma de V entre sí y todos los bastidores de laminación están inclinados bajo un ángulo predeterminado con respecto al nivel del suelo del centro metalúrgico) o, en cambio, en forma de H-V (los bastidores de laminación están dispuestos en forma de V entre sí, estando dispuesta una mitad horizontal paralelamente al nivel del suelo del centro metalúrgico y la otra mitad vertical perpendicularmente al nivel del suelo del centro metalúrgico) alternando con desplazamiento angular predeterminado, de tal manera que los bastidores de laminación con numeración de paso impar se extienden hacia un primer lado del bloque de laminación y los bastidores de laminación con numeración de paso par se extiende hacia un segundo lado del bloque de laminación, o a la inversa.
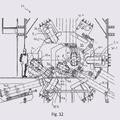
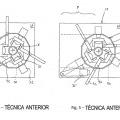
Los árboles longitudinales dispuestos a ambos lados de un bloque de laminación de este tipo son accionados de nuevo a través de un engranaje de distribución común con un motor común o con varios motores conectados en serie. El accionamiento de los bastidores de laminación individuales es provocado finalmente a través de un accionamiento de las parejas de árboles de soporte y finalmente de los rodillos o anillos de laminación sobre engranajes asociados a los árboles de soporte, dispuestos en común en el bastidor de base, que están formados por combinaciones de ruedas dentadas rectas y ruedas dentadas cónicas, de manera que necesariamente engranajes o árboles de accionamiento no lineales y acodados están dispuestos entre los árboles longitudinales y los rodillos o anillos de laminación individuales de cada bastidor de laminación. Una vista esquemática de tales accionamientos utilizados en el estado de la técnica se representa en la figura 1. A partir de ello se deduce que el pandeo en la unidad de engranaje de accionamiento se realiza en el espacio sobre dos ángulos normalmente de 90º o bien
45º .
Los bloques de laminación de acabado previo o bloques de laminación de acabado de este tipo de construcción están constituidos por 2, 4, 6, 8 ó 10 bastidores. En función de la calidad del material a producir se emplean en una salida de alambre también combinaciones de bloques de laminación, como por ejemplo 6 + 4 u 8 + 4 bastidores. Pero cada uno de estos bloques posee engranajes de distribución separados para la conexión en los árboles longitudinales.
Las modificaciones de la sección transversal, que experimenta el material de laminación sucesivamente en los bastidores, están fijadas totalmente en este caso a través del concepto de accionamiento y la sistemática de engranaje necesaria. Una modificación de la reducción de la sección transversal requiere en este caso el empleo de engranajes de conmutación costosos o la modificación o bien la sustitución de multiplicaciones de engranajes individuales. Debido a la multiplicación establecida de cada sistema de engranaje, para cada modificación del diámetro de salida del alambre es necesaria una modificación correspondiente de las secciones transversales de entrada y de transición del calibre de los rodillos de todos los bastidores, lo que condiciona el cambio costoso de todos los anillos de laminación o una reserva amplia y complicada de rodillos. Esto conduce a tiempos de transformación más o menos largos en el bastidor, mientras que sus zonas conectadas también delante o detrás del tren de laminación de alambre deben permanecen paradas.
De acuerdo con la invención, en tales sistemas de engranaje fijos, los diámetros de los anillos de laminación de una serie de calibres solamente se pueden desviar unos valores relativamente reducidos de aproximadamente +/-5 mm entre sí, puesto que de lo contrario no se puede ajustar de manera controlada la tracción longitudinal o bien la presión longitudinal de las ruedas de laminación de alambre. La modificación de la forma generación del alambre durante la transición a través del bloque de laminación de acabado es más bien fija y no se puede variar. Esto conduce en algunos tipos de material fácilmente a recalentamientos en el núcleo del material de laminación o a que se exceda la modificación de la forma límite del material. Por lo tanto, no es posible una adaptación de la aceptación de la sección transversal en cada pasada; de acuerdo con el estado actual de la técnica requeriría más bien en cada caso la utilización de un bloque de laminación de acabado previo o bloque de laminación de acabado con otras relaciones de multiplicación correspondientes por medio de engranajes de conmutación de toda la disposición de engranajes.
El sistema de engranaje mecánico posee de nuevo en virtud de la pluralidad de masas aptas para oscilación giratoria varias frecuencias de resonancia propia, que solamente podrían ser controladas con condiciones por un motor de accionamiento común con su momento de inercia de masas alto. Esto puede conducir a que un tren de laminación de alambre no pueda utilizar con seguridad funcional determinadas zonas de velocidad.
3. Cometido de la invención La invención tiene el cometido... [Seguir leyendo]
Reivindicaciones:
1. Bastidor de laminación (1) como componente de un grupo de bastidores de laminación (2) en un tren de laminación de alambre de alta velocidad, con al menos una pareja de rodillos o pareja de anillos de laminación (5) y con un árbol de accionamiento (7) conectado con el motor (6) , caracterizado porque a cada bastidor de laminación (1) de este grupo de bastidores de laminación (2) está asociada exactamente una unidad de accionamiento propia, respectivamente, con un motor (6) y con un árbol de accionamiento (7) respectivo, y el motor (6) , el árbol de accionamiento (7) y la al menos una pareja de rodillos o pareja de anillos de laminación (5) están dispuestos linealmente entre sí.
2. Bastidor de laminación (1) de acuerdo con la reivindicación 1, caracterizado porque forma parte de un bloque de laminación de acabado previo o bloque de laminación de acabado.
3. Bastidor de laminación (1) de acuerdo con una de las reivindicaciones anteriores, caracterizado porque el grupo de bastidores de laminación (2) comprende al menos 2, con preferencia 4, especialmente 6, de una manera muy especialmente preferida 8, de manera más preferida 10 bastidores de laminación (1) .
4. Bastidor de laminación (1) de acuerdo con una de las reivindicaciones anteriores, caracterizado porque los bastidores de laminación (1) del grupo de bastidores de laminación (2) están dispuestos alternando con desplazamiento angular predeterminado entre sí.
5. Bastidor de laminación (1) de acuerdo con la reivindicación 4, caracterizado porque los bastidores de laminación (1) del grupo de bastidores de laminación (2) están dispuestos en forma de V entre sí, siendo el desplazamiento angular con preferencia 90º +/-15º .
6. Bastidor de laminación (1) de acuerdo con una de las reivindicaciones anteriores, caracterizado porque el bastidor de laminación (1) está fijado bajo un ángulo predeterminado con respecto al nivel del suelo del centro metalúrgico (4) sobre un bloque de laminación (3) .
7. Bastidor de laminación (1) de acuerdo con la reivindicación 6, caracterizado porque el ángulo dado es 45º +/-15º .
8. Bastidor de laminación (1) de acuerdo con la reivindicación 6, caracterizado porque el ángulo predeterminado para la primera mitad de los bastidores de laminación (1) del grupo de bastidores de laminación (2) es 90º +/-15º y para la segunda mitad de los bastidores de laminación (1) del segundo grupo de bastidores de laminación (2) es 180º +/-15º .
9. Bastidor de laminación (1) de acuerdo con una de las reivindicaciones anteriores, caracterizado porque le están asociados al menos dos, con preferencia cuatro, rodillos o anillos de laminación (5) .
10. Bastidor de laminación (1) de acuerdo con una de las reivindicaciones anteriores, caracterizado porque el motor (6) es un motor eléctrico o hidromotor con preferencia regulable.
11. Bastidor de laminación (1) de acuerdo con una de las reivindicaciones anteriores, caracterizado porque al árbol de accionamiento (7) está asociado un engranaje de multiplicación (8) con preferencia integrado.
12. Bastidor de laminación (1) de acuerdo con una de las reivindicaciones 2 a 11, caracterizado porque los motores (6) de un grupo de bastidores de laminación (2) están conectados con preferencia con una instalación de control común (15) , en el que con preferencia la al menos una instalación de control (15) sincroniza el número de revoluciones con preferencia de cada bastidor de laminación (1) dinámicamente con el número de revoluciones de al menos un bastidor de laminación (1) adyacente.
13. Bastidor de laminación (1) de acuerdo con una de las reivindicaciones anteriores, caracterizado porque cada bastidor de laminación (1) presenta un sistema de cambio modular, que comprende al menos los rodillos o parejas de anillos de laminación (5) así como sus árboles de accionamiento (12) , dado el caso junto con un dispositivo de regulación para el intersticio de laminación entre los rodillos o parejas de anillos de laminación (5) , y porque con preferencia el dispositivo de ajuste comprende casquillos de excéntrica.
14. Bastidor de laminación (1) de acuerdo con una de las reivindicaciones anteriores, caracterizado porque es una parte de un bloque de alambre de alta velocidad.
15. Tren de laminación de alambre de alta velocidad, que comprende al menos dos bastidores de laminación (1) de acuerdo con una de las reivindicaciones 1 a 14.
Patentes similares o relacionadas:
Estación de laminación y proceso de laminado, del 11 de Enero de 2017, de PMP Industries S.p.A: Estación de laminación para acoplarse con un cartucho de laminación o soporte respectivo de una línea de laminación, dicho cartucho de […]
 Laminador para artículos largos, del 3 de Febrero de 2016, de SMS INNSE S.p.A: Laminador continuo para laminar un artículo que define un eje X de laminación, que comprende al menos dos estaciones de laminación dispuestas en […]
Laminador para artículos largos, del 3 de Febrero de 2016, de SMS INNSE S.p.A: Laminador continuo para laminar un artículo que define un eje X de laminación, que comprende al menos dos estaciones de laminación dispuestas en […]
 Laminador para artículos largos, del 9 de Julio de 2014, de SMS INNSE S.p.A: Laminador continuo para laminar un artículo que define un eje X de laminación, que comprende al menos dos estaciones de laminación […]
Laminador para artículos largos, del 9 de Julio de 2014, de SMS INNSE S.p.A: Laminador continuo para laminar un artículo que define un eje X de laminación, que comprende al menos dos estaciones de laminación […]
 DISPOSITIVO MOTRIZ PARA DISPOSITIVO DE LAMINACION, del 1 de Febrero de 2009, de SMS SIEMAG AG: Dispositivo motriz para un dispositivo de laminación, que está constituido, al menos, por un motor de accionamiento (M), por un reductor principal (HG), […]
DISPOSITIVO MOTRIZ PARA DISPOSITIVO DE LAMINACION, del 1 de Febrero de 2009, de SMS SIEMAG AG: Dispositivo motriz para un dispositivo de laminación, que está constituido, al menos, por un motor de accionamiento (M), por un reductor principal (HG), […]