Procedimiento de diseño y de mecanizado de una lente oftálmica, procedimiento de fabricación de una lente biselada y lentes correspondientes.
Procedimiento de diseño y de mecanizado de una lente oftálmica,
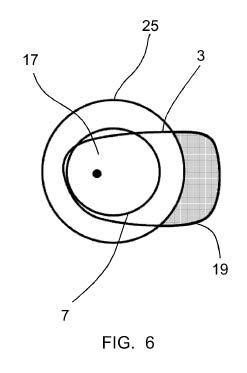
procedimiento de fabricación de una lente biselada y lentes correspondientes. Procedimiento de diseño de una lente oftálmica en el que se define una zona central (5) con un perímetro central (3) coincidente con el perímetro de una montura, se define una línea temporal (11) que divide la zona central en unas zonas nasal, con un perímetro útil (15), y temporal, y se determina una prescripción para un usuario. La línea temporal está fuera de un cono (7) de 30º de apertura, cuyo vértice está en el centro de rotación del ojo del usuario y cuyo eje es el eje óptico. El espesor de la lente se optimiza en función del espesor del perímetro de la zona nasal. Posteriormente se define una zona de transición (21) que se extiende entre el perímetro útil y el perímetro externo (27) de la lente.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201231983.
Solicitante: INDO INTERNACIONAL S.A..
Nacionalidad solicitante: España.
Inventor/es: VEGAS CABALLERO,JAVIER, CHAMADOIRA HERMIDA,SARA, CASANELLAS PEÑALVER,GLORIA, ARTÚS COLOMER,Pau, ESPÍNOLA ESTEPA,Manel, LARA RODRÍGUEZ,Alberto.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- G02C7/04 FISICA. › G02 OPTICA. › G02C GAFAS; GAFAS DE SOL O GAFAS PROTECTORAS EN LA MEDIDA EN QUE SUS CARACTERISTICAS SON LAS MISMAS QUE LAS DE LAS GAFAS; LENTES DE CONTACTO. › G02C 7/00 Piezas ópticas (caracterizadas por el material de que están hechas G02B 1/00). › Lentes de contacto para los ojos.
Fragmento de la descripción:
Procedimiento de diseño y de mecanizado de una lente oftálmica, procedimiento de fabricación de una lente biselada y lentes correspondientes Campo de la invención La invención se refiere a un procedimiento de diseño de una lente oftálmica que tiene una cara cóncava y una cara convexa y un perímetro externo, donde el perímetro externo tiene un espesor dentro de un rango preestablecido. La invención también se refiere a un procedimiento de mecanizado de una lente oftálmica así como a un procedimiento de fabricación de una lente biselada.
La invención también se refiere a unas lentes oftálmicas acabadas.
En la presente descripción y reivindicaciones se ha empleado la nomenclatura de la norma ISO 13666, en la que se establecen las siguientes definiciones:
- lente semiterminada (en inglés: semifinished lens blank) : pieza de material preformado que sólo tiene una superficie óptica acabada,
- lente acabada (en inglés: finished lens) : lente cuyos dos lados tienen las superficies ópticas finales, esta lente acabada puede estar biselada (para ajustar su perímetro a una determinada montura) o no.
En la presente descripción y reivindicaciones se considera que la expresión “lente acabada” se refiere siempre a la lente sin biselar. Para la lente biselada se emplea específicamente la expresión “lente acabada biselada”.
Estado de la técnica
Son conocidas diversas técnicas que permiten optimizar el espesor de las lentes oftálmicas. Así por ejemplo, en el documento ES P200900849 se describe un procedimiento para la optimización de lentes oftálmicas teniendo en cuenta la montura seleccionada por el usuario. En el documento ES P201031037 se describen unos procedimientos para la optimización de la distribución de aberraciones en lentes oftálmicas progresivas, teniendo también en cuenta la montura seleccionada por el usuario.
Sin embargo sigue existiendo la necesidad de técnicas que permitan la fabricación de lentes destinadas a ser montadas en monturas muy envolventes, en particular en el caso de lentes oftálmicas correctoras, es decir, que deban cumplir con alguna prescripción.
Sumario de la invención La invención tiene por objeto superar estos inconvenientes. Esta finalidad se consigue mediante un procedimiento de diseño de una lente oftálmica del tipo indicado al principio caracterizado porque comprende las etapas de:
[a.i] toma de datos fisiológicos y de prescripción de la corrección óptica de un usuario,
[a.ii] selección de una montura, toma de datos de dicha montura, incluyendo los datos del perímetro de dicha montura, y toma de datos de posicionamiento de la lente respecto del ojo de usuario, teniendo en cuenta la montura seleccionada,
[b] definición de una zona central que tiene un perímetro central que coincide con el perímetro de una montura determinada preestablecida,
[c] definición de una línea temporal que divide la zona central en una zona nasal y una zona temporal, donde la línea temporal está fuera de la intersección de la cara convexa con un cono con un ángulo de apertura de por lo menos 30º, cuyo vértice está en el centro de rotación del ojo del usuario y cuyo eje se corresponde con el eje óptico,
[d] definición de un perímetro útil formado mediante la combinación de la parte nasal del perímetro central y la línea temporal, y de una zona útil delimitada por el perímetro útil,
[e] establecimiento de unos valores de espesores admisibles para el perímetro central,
[f] definición de una superficie a mecanizar en una de las caras cóncava y convexa, de manera que la cara cóncava y la cara convexa, conjuntamente, sean tales que cumplan con una prescripción oftálmica determinada preestablecida en la zona útil,
[g] posicionado de la superficie a mecanizar, dispuesta en una de las caras cóncava y convexa, respecto de la otra de las caras cóncava y convexa, de manera que la superficie a mecanizar y su posicionado respecto de la otra de las caras cóncava y convexa determina el espesor de la lente a lo largo del perímetro útil de la zona útil, donde todos y cada uno de los puntos de la parte nasal del perímetro central tienen un espesor que cumple con los valores de espesores admisibles,
[h] definición de una zona de transición con una superficie de transición que se extiende entre el perímetro útil de la zona útil y el perímetro externo, donde la superficie de transición se extiende como una continuación de la superficie a mecanizar y se extiende hasta el perímetro externo, y donde la superficie de transición es continua y su derivada es continua en todos sus puntos, incluyendo la línea de unión entre la superficie de transición y la superficie a mecanizar, y donde la superficie de transición cumple con los valores de espesores admisibles de la etapa [e] anterior en los puntos de la parte temporal del perímetro central.
Efectivamente, en una lente muy envolvente hay una parte de la misma, en la zona temporal, que realmente no es usada por el usuario. Sin embargo, con las técnicas de diseño conocidas, esta parte no utilizada puede ser la causante de espesores elevados, bien en la propia zona temporal, especialmente en el propio borde de la lente (en el caso de lentes negativas) o bien en el centro de la lente (en el caso de lentes positivas) . Efectivamente, el procedimiento descrito en ES P200900849 emplea la montura como referencia, por lo que, en el caso de monturas muy envolventes, la optimización realizada puede no ser suficiente como para obtener resultados satisfactorios. Sin embargo, con el procedimiento de acuerdo con la invención no se emplea simplemente la montura como referencia sino que se tiene en cuenta el que en las lentes suele haber una zona no empleada por el usuario, y que esta zona es particularmente grande en las monturas muy envolventes. Por ello, se divide la zona central (que es la que quedará comprendida dentro de la montura) en una zona nasal y una zona temporal mediante una línea temporal. Esta división se hace teniendo en cuenta que la parte de la lente que es realmente empleada por el usuario esté en la zona nasal. Para ello se intercepta la cara convexa de la lente con un cono con un ángulo de apertura de por lo menos 30º, cuyo vértice está en el centro de rotación del ojo del usuario y cuyo eje se corresponde con el eje óptico. Efectivamente, usualmente un usuario gira la cabeza si debe desviar la mirada más de 30º, o, dicho de otro modo, usualmente emplea un campo de visión de 30º o menos. Por ello, la zona temporal debe incluir por lo menos este campo de visión. Una vez delimitada la zona útil, se observa que el resto de la lente, incluso la parte de la lente que queda dentro de la montura, pero en la zona temporal, es una parte de la lente cuyas propiedades ópticas (en el sentido de cumplir con una determinada prescripción) ya no son relevantes. Por lo tanto, se puede optimizar el grosor de la lente teniendo en cuenta este hecho, o sea, optimizando el espesor de la lente teniendo en cuenta que, si bien todos los puntos del perímetro central deben cumplir con unos determinados requisitos de espesor determinados, los correspondientes a la zona temporal son parte de una superficie que no tiene por qué cumplir con unos requisitos derivados de una determinada prescripción. Esta superficie de transición debe ser simplemente una continuación de la superficie a mecanizar, debe ser continua y de derivada continua en todos sus puntos, incluyendo la línea de unión entre la superficie de transición y la superficie a mecanizar, y debe cumplir con los valores de espesores admisibles de la etapa [e] anterior en los puntos de la parte temporal del perímetro central.
La línea temporal puede tener, en general, cualquier forma. Sin embargo, es preferible que tenga una forma de arco de circunferencia o que sea paralela al borde temporal de la zona central, que queda definido por la montura.
Preferentemente el cono tiene un ángulo de apertura mayor de 40º, preferentemente mayor de 50º. Efectivamente, si bien el ángulo de apertura de 30º es el que garantiza que queda en su interior el campo de visión normalmente utilizado por el usuario, sin embargo, unos ángulos mayores permiten incluir también el campo correspondiente a la visión periférica, lo que redundará en el confort del usuario.
Ventajosamente tras la etapa [g] se analiza si es posible desplazar la línea temporal en sentido temporal sin dejar de cumplir con los valores de espesores admisibles y, en caso afirmativo, se desplaza la línea temporal en sentido temporal. De hecho, en la etapa [g] se siguen dos criterios bastante diferentes en función de si la lente es una lente positiva o negativa (siguiéndose...
Reivindicaciones:
- Procedimiento de diseño de una lente oftálmica, que tiene una cara cóncava y una cara convexa y un perímetro externo (27) , donde dicho perímetro externo (27) tiene un espesor dentro de un rango preestablecido, caracterizado porque comprende las etapas de:
[a.i] toma de datos fisiológicos y de prescripción de la corrección óptica de un usuario,
[a.ii] selección de una montura, toma de datos de dicha montura, incluyendo los datos del perímetro de dicha montura, y toma de datos de posicionamiento de la lente respecto del ojo de usuario, teniendo en cuenta la montura seleccionada,
[b] definición de una zona central (5) que tiene un perímetro central (3) que coincide con el perímetro de una montura determinada preestablecida,
[c] definición de una línea temporal (11) que divide dicha zona central (5) en una zona nasal y una zona temporal, donde dicha línea temporal (11) está fuera de la intersección de dicha cara convexa con un cono (7) con un ángulo de apertura de por lo menos 30º, cuyo vértice está en el centro de rotación del ojo del usuario y cuyo eje se corresponde con el eje óptico,
[d] definición de un perímetro útil (15) formado mediante la combinación de la parte nasal (13) de dicho perímetro central
(3) y dicha línea temporal (11) , y de una zona útil (17) delimitada por dicho perímetro útil (15) ,
[e] establecimiento de unos valores de espesores admisibles para dicho perímetro central (3) ,
[f] definición de una superficie a mecanizar (29) en una de dichas caras cóncava y convexa, de manera que dicha cara cóncava y dicha cara convexa, conjuntamente, sean tales que cumplan con una prescripción oftálmica determinada preestablecida en dicha zona útil (17) ,
[g] posicionado de dicha superficie a mecanizar (29) , dispuesta en una de dichas caras cóncava y convexa, respecto de la otra de dichas caras cóncava y convexa, de manera que dicha superficie a mecanizar (29) y su posicionado respecto de la otra de dichas caras cóncava y convexa determina el espesor de la lente (1) a lo largo de dicho perímetro útil (15) de dicha zona útil (17) , donde todos y cada uno de los puntos de la parte nasal (13) de dicho perímetro central (3) tienen un espesor que cumple con dichos valores de espesores admisibles,
[h] definición de una zona de transición (21) con una superficie de transición (31) que se extiende entre dicho perímetro útil (15) de dicha zona útil (17) y dicho perímetro externo (27) , donde dicha superficie de transición (31) se extiende como una continuación de dicha superficie a mecanizar (29) y se extiende hasta dicho perímetro externo (27) , y donde dicha superficie de transición (31) es continua y su derivada es continua en todos sus puntos, incluyendo la línea de unión entre dicha superficie de transición (31) y dicha superficie a mecanizar (29) , y donde dicha superficie de transición (31) cumple con los valores de espesores admisibles de la etapa [e] anterior en los puntos de la parte temporal (19) de dicho perímetro central (3) .
– Procedimiento según la reivindicación 1, caracterizado porque dicho cono (7) tiene un ángulo de apertura mayor de 40º, preferentemente mayor de 50º.
– Procedimiento según una de las reivindicaciones 1 ó 2, caracterizado porque tras dicha etapa [g] se analiza si es posible desplazar dicha línea temporal (11) en sentido temporal sin dejar de cumplir con dichos valores de espesores admisibles y, en caso afirmativo, se desplaza dicha línea temporal (11) en dicho sentido temporal.
– Procedimiento según cualquiera de las reivindicaciones 1 a 3, caracterizado porque la zona de transición (22) comprendida entre dicha línea temporal (11) y dicho perímetro central (3) es calculada exigiéndosele que sea continua y con derivadas continuas, y que tenga en todos sus puntos un espesor dentro de un rango preestablecido.
– Procedimiento según cualquiera de las reivindicaciones 1 a 4, donde dicha lente (1) es una lente oftálmica progresiva, donde dicha lente comprende una zona de visión lejana (101) , una zona de visión lejana (103) y un corredor
(105) que se extiende entre dicha zona de visión lejana (101) y dicha zona de visión lejana (103) , donde entre dicha zona de visión lejana (101) y el borde superior de dicha lente se extiende una zona superior (107) y entre dicha zona de visión lejana (103) y el borde inferior de dicha lente se extiende una zona inferior (109) , caracterizado porque comprende una etapa de optimización de dicha lente que comprende las siguientes subetapas:
[i] cálculo de los valores objetivo de potencia y astigmatismo de prescripción para dicha zona de visión lejana (101) , dicha zona de visión lejana (103) y dicho corredor (105) , en función de dichos datos fisiológicos y de prescripción del usuario y, opcionalmente, de dichos datos de posicionamiento,
[ii] generación o selección de una lente prediseñada, donde dicha lente prediseñada tiene unos determinados valores de aberraciones laterales, preferentemente astigmatismo asociado a la progresión de potencia de la lente, en dichas zonas superior e inferior,
[iii] definición de una zona a optimizar (113) , definida a partir de dicho perímetro central (3) , y preferentemente consistente en dicha zona útil (17) , y una zona exterior (115) fuera de dicho perímetro central (3) , y ubicación de dicha zona a optimizar (113) en dicha lente, donde dicho perímetro central (3) divide dicha zona superior (107) en una zona superior exterior (119) y una zona superior interior (117) y dicha zona inferior (109) en una zona inferior exterior (123) y una zona inferior interior (121) ,
[iv] redistribución de por lo menos una de las aberraciones laterales de la lente, preferentemente de dicho astigmatismo asociado a la progresión de potencia, donde durante dicha redistribución se reparte dicha aberración lateral de la lente alrededor de dicha zona exterior (115) permitiendo que, en por lo menos una de dichas zonas superior exterior e inferior exterior, adopte unos valores superiores a los que tenía en dicha lente prediseñada.
– Procedimiento de mecanizado de una lente oftálmica caracterizado porque incluye un procedimiento de diseño según cualquiera de las reivindicaciones 1 a 5, y una etapa de mecanizado de dicha superficie a mecanizar (29) y de dicha superficie de transición (31) .
– Procedimiento según la reivindicación 6, caracterizado porque comprende una etapa de ocultado total o parcial de aberraciones en la zona comprendida entre dicha línea temporal (11) y la parte temporal (19) de dicho perímetro central (3) .
– Procedimiento según la reivindicación 6, caracterizado porque comprende una etapa de inhabilitado total o parcial de la formación de imágenes en la zona comprendida entre dicha línea temporal (11) y la parte temporal (19) de dicho perímetro central (3) .
– Procedimiento según una de las reivindicaciones 7 u 8, caracterizado porque dicha etapa de ocultado de aberraciones o de inhabilitado de formación de imágenes es un no-pulido, un tintado, un recubrimiento, un esmerilado o una combinación de los anteriores aplicado en cualquiera de las dos caras de la lente (1) .
– Procedimiento según la reivindicación 9, caracterizado porque dicho esmerilado se realiza mediante la modificación de la superficie de la lente o de la superficie de un recubrimiento de dicha lente mediante una acción mecánica.
– Procedimiento según una de las reivindicaciones 7 u 8, caracterizado porque dicho ocultado de aberraciones o inhabilitado de formación de imágenes se realiza con la ablación superficial de dicha lente mediante impulsos generados con una fuente de energía colimada.
-– Procedimiento según una de las reivindicaciones 7 u 8, caracterizado porque dicho ocultado de aberraciones o inhabilitado de formación de imágenes se realiza con una modificación de las propiedades ópticas internas de dicha lente mediante impulsos generados con una fuente de energía colimada.
- Procedimiento según una de las reivindicaciones 7 u 8, caracterizado porque dicho ocultado de aberraciones o inhabilitado de formación de imágenes se realiza con la generación de cavidades en el interior de dicha lente mediante impulsos generados con un láser.
– Procedimiento de fabricación de una lente biselada, caracterizado porque comprende un procedimiento de fabricación de una lente oftálmica según cualquiera de las reivindicaciones 6 a 13, y una etapa de biselado según dicho perímetro central (3) .
– Lente oftálmica acabada que tiene una cara cóncava y una cara convexa y un perímetro externo (27) , donde dicho perímetro externo (27) tiene un espesor dentro de un rango preestablecido, caracterizada porque:
[a] tiene una zona útil (17) en la que dicha cara cóncava y dicha cara convexa son tales que cumplen con una prescripción oftálmica determinada preestablecida y donde una de dichas caras cóncava y convexa define una superficie mecanizada, donde dicha zona útil (17) tiene un perímetro útil (15) que está formado mediante la combinación de una parte nasal (13) de un perímetro central (3) , que coincide con el perímetro de una montura determinada preestablecida y que define una zona central (5) , y una línea temporal (11) , que divide dicha zona central (5) en una zona nasal y una zona temporal donde dicha línea temporal (11) está fuera de la intersección de dicha cara convexa con un cono (7) de 30º de apertura, cuyo vértice está en el centro de rotación del ojo del usuario y cuyo eje se corresponde con el eje óptico, y
[b] tiene una zona exterior (115) de transición (21) que une dicho perímetro útil (15) de dicha zona útil (17) con dicho perímetro externo (27) , donde dicha zona de transición (21) comprende una superficie de transición (31) que se extiende como una continuación de dicha superficie mecanizada y se extiende hasta dicho perímetro externo (27) , y donde dicha superficie de transición (31) es continua y su derivada es continua en todos sus puntos, incluyendo la línea de unión entre dicha superficie de transición (31) y dicha superficie mecanizada.
– Lente según la reivindicación 15, caracterizada porque tiene, adicionalmente, dicha zona comprendida entre dicha línea temporal (11) y la parte temporal (19) de dicho perímetro central (3) con las aberraciones ocultadas.
– Lente según la reivindicación 16, caracterizada porque dicha zona con las aberraciones ocultas es una zona no pulida, tintada, recubierta, esmerilada o una combinación de las anteriores.
- Lente según cualquiera de las reivindicaciones 15 a 17, caracterizada porque es una lente progresiva, que comprende:
- una zona de visión lejana (101) , una zona de visión lejana (103) y un corredor (105) que se extiende entre dicha zona de visión lejana (101) y dicha zona de visión lejana (103) , donde entre dicha zona de visión lejana (101) y el borde superior de dicha lente se extiende una zona superior (107) y entre dicha zona de visión lejana (103) y el borde inferior de dicha lente se extiende una zona inferior (109) ,
- una zona a optimizar (113) , definida a partir de dicho perímetro central (3) , y preferentemente consistente en dicha
zona útil (17) , y una zona exterior (115) fuera de dicho perímetro central (3) , donde dicho perímetro central (3) divide dicha zona superior (107) en una zona superior exterior (119) y una zona superior interior (117) y dicha zona inferior
(109) en una zona inferior exterior (123) y una zona inferior interior (121) , donde en por lo menos una de dichas zonas superior exterior e inferior exterior tiene un astigmatismo asociado a la progresión de potencia de la lente superior a 0, 25 Dp
Patentes similares o relacionadas:
Lente multifocal, del 17 de Junio de 2020, de CARL ZEISS MEDITEC AG: Lente ocular multifocal difractiva, con un número n > 2 de potencias principales, que incluye una primera parte de lente que tiene al menos dos […]
HIDROGELES QUE COMPRENDEN UNA BASE NITROGENADA, del 22 de Abril de 2020, de UNIVERSIDADE DE SANTIAGO DE COMPOSTELA: La presente invención se refiere a hidrogeles acrílicos que comprenden una base nitrogenada seleccionada de entre citosina, adenina, guanina, […]
Lente trifocal difractiva, del 8 de Abril de 2020, de THE ARIZONA BOARD OF REGENTS, ON BEHALF OF THE UNIVERSITY OF ARIZONA: Una lente multifocal difractiva que comprende un elemento óptico que tiene una primera superficie óptica difractiva que tiene un perfil […]
Lente difractiva multifocal oftálmica, del 1 de Abril de 2020, de VSY Biyoteknoloji Ve Ilac Sanayi Anonim Sirketi: Lente multifocal oftálmica , que comprende, como mínimo, puntos focales para la visión de cerca, intermedia y de lejos, que tiene un cuerpo de lente […]
Lente oftálmica multifocal para usarse dentro o sobre el ojo, del 11 de Diciembre de 2019, de OPHTEC B.V.: Una lente multifocal oftálmica para usar en un ojo humano, la lente tiene una porción óptica con superficies anterior y posterior y un límite periférico circunferencial, […]
Lente de contacto estabilizada en rotación con comodidad mejorada y método de optimización, del 6 de Noviembre de 2019, de JOHNSON & JOHNSON VISION CARE, INC.: Un método para optimizar la estabilización de una lente de contacto, que comprende: definir un conjunto matricial de geometrías periféricas de […]
Lentes de hidrogel silicónico con superficies ricas en agua, del 23 de Octubre de 2019, de ALCON, INC: Una lente de contacto de hidrogel silicónico hidratada, que comprende: una capa interna de un material de hidrogel silicónico como material […]
 Moléculas difuncionales que contienen PEG para su uso en la inhibición de cataratas y presbicia, del 28 de Agosto de 2019, de THE UNIVERSITY OF MASSACHUSETTS: Una composición oftálmica que comprende una molécula difuncional, en la que la molécula difuncional es**Fórmula**
Moléculas difuncionales que contienen PEG para su uso en la inhibición de cataratas y presbicia, del 28 de Agosto de 2019, de THE UNIVERSITY OF MASSACHUSETTS: Una composición oftálmica que comprende una molécula difuncional, en la que la molécula difuncional es**Fórmula**