Procedimiento de calibración en una máquina de tratamiento de elementos en placa.
Procedimiento de calibración para la detección de una marca de referencia (12) impresa en elementos en placas (10) en el seno de una máquina (1) de tratamiento que comprende un introductor (20) para situar estos elementos en placa (10) en una pluralidad de órganos de cogida (31) de un transportador (30) que les transporta en desplazamiento sincronizado a estaciones sucesivas (3,
4, 5), estando provisto el citado introductor (20) de un dispositivo de fijación (21), siendo gobernado el citado introductor (20) por una unidad de control (40) que gobierna igualmente al menos un dispositivo de iluminación y al menos un sensor (7), caracterizado porque consiste en
- seleccionar un elemento en placa (10) entre un lote de elementos en placa (10) que haya que tratar,
- activar el dispositivo de fijación (21) para hacer el citado elemento en placa (10) solidario del introductor (20),
- gobernar el introductor (20) de tal manera que éste efectúa una sucesión de vaivenes con el citado elemento en placa (10), - gobernar el dispositivo de iluminación y el sensor (7) de tal modo que durante cada vaivén:
- el dispositivo de iluminación someta a la marca de referencia (12) impresa en el citado elemento en placa (10) a una iluminación diferente, y
- el sensor (7) efectúe una medición correspondiente, de modo que se obtenga una sucesión de mediciones
- determinar, en función de la citada sucesión de mediciones obtenida, los parámetros de iluminación calibrada que serán utilizados durante el tratamiento del conjunto del lote de elementos en placa (10).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2009/008284.
Solicitante: BOBST MEX SA.
Nacionalidad solicitante: Suiza.
Dirección: Route de Faraz 3 1031 Mex SUIZA.
Inventor/es: KALBFUSS,JEAN-MICHEL.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65H5/10 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65H MANIPULACION DE MATERIALES DELGADOS O FILIFORMES, p. ej. HOJAS, BANDAS, CABLES. › B65H 5/00 Transferencia de artículos sacados de las pilas; Alimentación de artículos a las máquinas (mecanismos o elementos idénticos para la libertad o progresión de artículos a la salida de las máquinas B65H 29/00; recirculación de artículos B65H 85/00). › Pinzas de movimiento oscilante o alternativo.
- B65H9/20 B65H […] › B65H 9/00 Posicionado o artículo, p. ej. orientación; Dispositivos con este fin. › Asistencia por indicadores fotoeléctricos, sonoros o neumáticos.
PDF original: ES-2410565_T3.pdf
Fragmento de la descripción:
Procedimiento de calibración en una máquina de tratamiento de elementos en placa La presente invención tiene por objeto un procedimiento de calibración en una máquina de tratamiento de elementos en placa, así como una máquina de tratamiento de elementos en placa que pone en práctica el citado procedimiento.
Tales máquinas son utilizadas especialmente en la industria de la impresión y del envasado, por ejemplo para la confección de cajas de cartón a partir de elementos en placa tales como hojas de cartón preimpresas. En una estación de introducción, estas hojas son retiradas de una pila situada aguas arriba de la máquina, y a continuación son situadas por un introductor en barras de pinzas montadas a intervalos regulares en un tren de cadenas sin fin subsiguiente. Este último permite transportar las hojas a las diferentes estaciones de tratamiento posteriores de la máquina. Típicamente, tales estaciones están dedicadas al recorte de las hojas, a la eyección de los residuos de recorte y a la recepción en pila de estas hojas.
En un desplazamiento sincronizado, el tren de cadenas se desplaza y se detiene periódicamente de modo que, durante cada desplazamiento, todas las barras de pinzas en cooperación con una hoja pasan de una estación a la estación aguas abajo adyacente. Si se desea obtener una impresión o un conformado de calidad, el posicionamiento de las hojas en el seno de las diferentes estaciones sucesivas es una operación primordial. En el caso del recorte de una hoja impresa, se comprenderá que el posicionamiento de la hoja en la estación de recorte debe ser preciso. En efecto, conviene vigilar que las herramientas que sirven para el recorte, por ejemplo la forma de recortar de una prensa de platina, estén en perfecta correspondencia con la impresión que se ha hecho previamente sobre la hoja.
La patente CH 690.470 describe un dispositivo para asegurar la calidad de la producción de una prensa de fabricación de envases. Para hacer esto, este dispositivo comprende una cámara destinada a la lectura, por una parte de marcas de referencia ligadas a la impresión y, por otra, de una marca destinada a la referencia de la posición de recorte. Estas marcas de referencia están dispuestas en el desecho frontal de la hoja mantenido por la barra de pinzas. La marca de recorte es realizada por medio de un perforador solidario de las herramientas de corte. Este perforador practica un agujero en el desecho frontal de la hoja simultáneamente al recorte de esta última. Más aguas abajo, otro dispositivo permite marcar las hojas identificadas como defectuosas por la cámara, a saber las que presentan un desplazamiento fuera de tolerancias entre la impresión y el recorte.
La patente EP 1.044.908 se refiere a un dispositivo y a un procedimiento de posicionamiento de elementos en placa en una estación de introducción. A partir de un tablero cogido en una posición trasera de partida, este procedimiento consiste en activar medios de fijación de un elemento en placa al tablero, y después en mandar actuadores para permitir su desplazamiento hacia la parte delantera en función de la posición del elemento en placa sobre el tablero. Debido a esto, el borde frontal del elemento en placa es llevado, detenido y después soltado en una posición predeterminada en las pinzas de la barra de pinzas del dispositivo de transporte antes de que el tablero haya sido llevado finalmente a la posición de partida. A fin de poder desplazar el tablero hacia la parte delantera, si es necesario lateral u oblicuamente, una cantidad adecuada, medios optoelectrónicos leen las coordenadas de la posición del elemento en placa y calculan el desplazamiento necesario para poder situarlo lo mejor posible en la barra de pinzas.
Se denomina trabajo al tratamiento de un lote de elementos en placa idénticos, es decir de iguales dimensiones, compuestos del mismo material y que llevan las mismas impresiones. Cuando el operario efectúa un nuevo trabajo en la máquina, éste comienza por calibrar los sensores que sirven para detectar las diferentes marcas de referencia impresas sobre los elementos en placa. Esta operación necesita una especialización del operario, lleva tiempo y consume elementos en placa para proceder a los diferentes ensayos hasta la obtención de un resultado aceptable.
El objetivo de la presente invención es poner remedio a los inconvenientes antes citados de modo que se reduzca el tiempo de puesta en marcha de los nuevos trabajos, el consumo de los elementos en placa durante esta puesta en marcha, y se mejore la calidad obtenida.
A tal efecto, la presente invención tiene por objeto un procedimiento de calibración en una máquina de tratamiento, de acuerdo con lo que enuncia la reivindicación 1, y una máquina de tratamiento de elemento en placa que pone en práctica este procedimiento de acuerdo con lo que enuncia la reivindicación 5.
La invención se comprenderá mejor con el estudio de modos de realización, tomados a título en modo alguno limitativo, e ilustrados por las figuras anejas, en las cuales:
La figura 1 es una representación esquemática de un primer tipo de máquina de tratamiento por cuyo seno pasan de modo continuo elementos en placa transportados por barras de pinzas.
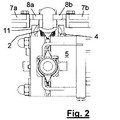
La figura 2 es una vista esquemática en planta del borde frontal de un elemento en placa en desplazamiento en dirección a una barra de pinzas con miras a ser cogido por esta última.
Las figuras 3 y 4 son representaciones esquemáticas de un segundo tipo de máquina de tratamiento por cuyo seno pasan de modo continuo elementos en placa transportados por barras de pinzas.
A fin de evitar cualquier confusión en la descripción que sigue, se definirán los términos aguas arriba y aguas abajo refiriéndose al sentido de desplazamiento de los elementos en placa, tal como está ilustrado por la flecha D en la figura 2. Estos elementos se desplazan de aguas arriba a aguas abajo, siguiendo generalmente el eje principal X de la máquina, en un movimiento sincronizado por paradas periódicas. Se precisará también que los adjetivos longitudinal y lateral se definen con respecto a este eje principal X. Los términos elementos en placa y hojas se considerarán como equivalentes, y concernirán tanto a elementos compuestos de cartón ondulado como de cartón plano o de cualquier otro material utilizado habitualmente en la industria del envasado.
La figura 1 muestra una vista esquemática de conjunto de una máquina de tratamiento 1 en el seno de la cual puede ser aplicado el procedimiento de la presente invención. Esta máquina comprende una serie de estaciones de tratamiento, entre las cuales se encontrarán típicamente una estación de introducción 2, seguida de una estación de recorte 3, de una estación de eyección de los residuos 4 y de una estación de recepción 5. El número y el tipo de estaciones de tratamiento pueden variar en función de la complejidad de las operaciones de conformado que haya que efectuar en los elementos en placa 10.
En la estación de introducción 2, estos elementos en placa están dispuestos en una pila 11, la cual se apoya especialmente contra una galga 6 que hace la función de tope frontal para estos elementos. Gracias al intersticio dejado en la parte inferior de la galga 6, estos elementos pueden ser retirados uno a uno de la parte inferior de una pila 11 por medio de un introductor 20. Este dispositivo permitirá introducir cada uno de ellos en un órgano de cogida 31 de un transportador 30, como se ve mejor en la figura 2. Este transportador está constituido generalmente por un tren de cadenas 32, entre cuyas cadenas están dispuestas una pluralidad de barras de pinzas, haciendo cada una la función de órgano de cogida 30 para el elemento en placa 10.
El tren de cadenas 32 se desplaza y se detiene periódicamente de modo que durante un desplazamiento, cada órgano de cogida 31 pasa de una estación a la estación aguas abajo adyacente. La posición de los topes de los órganos de cogida es dictada por un desplazamiento del tren de cadenas una distancia constante. Esta distancia corresponde al paso teórico de estos órganos en el tren de cadenas. Las estaciones de tratamiento 2, 3, 4 y 5 son fijas y están distanciadas este mismo paso de modo que en cada parada, los órganos de cogida 31 están en correspondencia con las herramientas de estas estaciones. Este tipo de máquina es utilizado generalmente para tratar elementos en placa de cartón ondulado.
La figura 2 representa, en una vista esquemática desde arriba, una porción aguas abajo de un elemento en placa 10 en desplazamiento en dirección a una barra de pinzas por el introductor 20. En el ejemplo de máquina de tratamiento representado en la Figura 2, el introductor 20 está provisto... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento de calibración para la detección de una marca de referencia (12) impresa en elementos en placas (10) en el seno de una máquina (1) de tratamiento que comprende un introductor (20) para situar estos elementos en placa (10) en una pluralidad de órganos de cogida (31) de un transportador (30) que les transporta en desplazamiento sincronizado a estaciones sucesivas (3, 4, 5) , estando provisto el citado introductor (20) de un dispositivo de fijación (21) , siendo gobernado el citado introductor (20) por una unidad de control (40) que gobierna igualmente al menos un dispositivo de iluminación y al menos un sensor (7) , caracterizado porque consiste en
- seleccionar un elemento en placa (10) entre un lote de elementos en placa (10) que haya que tratar,
- activar el dispositivo de fijación (21) para hacer el citado elemento en placa (10) solidario del introductor (20) ,
- gobernar el introductor (20) de tal manera que éste efectúa una sucesión de vaivenes con el citado elemento en placa (10) ,
- gobernar el dispositivo de iluminación y el sensor (7) de tal modo que durante cada vaivén:
- el dispositivo de iluminación someta a la marca de referencia (12) impresa en el citado elemento en placa (10) a una iluminación diferente, y
- el sensor (7) efectúe una medición correspondiente, de modo que se obtenga una sucesión de mediciones
- determinar, en función de la citada sucesión de mediciones obtenida, los parámetros de iluminación calibrada que serán utilizados durante el tratamiento del conjunto del lote de elementos en placa (10) .
2. Procedimiento de acuerdo con la reivindicación 1, caracterizado porque uno de los parámetros de iluminación calibrada es el carácter directo o indirecto de la iluminación.
3. Procedimiento de acuerdo con las reivindicaciones 1 o 2, caracterizado porque uno de los parámetros de iluminación calibrada es el color de la iluminación.
4. Procedimiento de acuerdo con una de las reivindicaciones precedentes, caracterizado porque uno de los parámetros de iluminación calibrada es la intensidad luminosa de la iluminación.
5. Máquina de tratamiento de elementos en placa que comprende:
- un introductor (20) provisto de un dispositivo de fijación (21) para situar estos elementos en placa (10) en una pluralidad de órganos de cogida (31) de un transportador (30) que transporta los citados elementos en placa en desplazamiento sincronizado a estaciones sucesivas (3, 4, 5) ;
- al menos un dispositivo de iluminación apto para iluminar una marca de referencia (12) impresa en un elemento en placa (10) fijado al citado introductor (20) por el citado dispositivo de fijación (21) ;
- al menos un sensor (7) apto para medir la intensidad luminosa reflejada por la superficie del elemento en placa (10) ;
- una unidad de control (40) que gobierna al citado introductor (20) , al citado dispositivo de iluminación y al citado sensor (7) ; caracterizada porque
- el dispositivo de iluminación es apto para generar iluminaciones diferentes,
- la unidad de control (40) es apta para
- gobernar el introductor (20) de tal manera que éste efectúe una sucesión de vaivenes con un elemento en placa (10) fijado por el dispositivo de fijación (21) ;
- gobernar el dispositivo de iluminación para seleccionar una iluminación,
- determinar una iluminación calibrada a partir de un conjunto de mediciones efectuadas por el sensor (7) .
6. Máquina de tratamiento de elementos en placa de acuerdo con la reivindicación 5, caracterizada porque el dispositivo de iluminación es apto para iluminar la citada marca de referencia (12) directa o indirectamente.
7. Máquina de tratamiento de elementos en placa de acuerdo con la reivindicación 6, caracterizada porque el dispositivo de iluminación comprende al menos dos fuentes de luz, una apta para iluminar directamente la citada marca de referencia (12) y la otra apta para iluminar indirectamente la citada marca de referencia (12) .
8. Máquina de tratamiento de elementos en placa de acuerdo con una de las reivindicaciones 5 a 7, caracterizada porque el dispositivo de iluminación es apto para iluminar la citada marca de referencia (12) según diferentes intensidades.
9. Máquina de tratamiento de elementos en placa de acuerdo con una de las reivindicaciones 5 a 8, caracterizada 5 porque el dispositivo de iluminación es apto para iluminar la citada marca de referencia (12) con diferentes colores.
10. Máquina de tratamiento de elementos en placa de acuerdo con la reivindicación 9, caracterizada porque el dispositivo de iluminación comprende una pluralidad de fuentes de luz.
11. Máquina de tratamiento de elementos en placa de acuerdo con una de las reivindicaciones 5 a 10, caracterizada porque el dispositivo de iluminación está integrado en el sensor (7) .
Patentes similares o relacionadas:
Un dispositivo de colocación en coincidencia o registrador, una máquina de procesamiento y un método para colocar elementos en forma de placa, del 19 de Febrero de 2020, de BOBST MEX SA: Un registrador para una máquina de procesamiento para procesar elementos en forma de placa que comprende: - un elemento […]
Aparato y procedimiento para separar y desplazar de forma repetida la bolsa de más arriba de una pila de bolsas, del 4 de Diciembre de 2019, de Premier Tech Technologies Ltée: Aparato para separar y desplazar repetidamente una bolsa de más arriba de una pila de bolsas que incluye una segunda bolsa de más arriba situada […]
Sistema de manipulación para manipular elementos planos apilables, del 13 de Noviembre de 2019, de BOBST GRENCHEN AG: Sistema de manipulación para manipular elementos planos apilables, en particular elementos de cartón, comprendiendo el sistema de manipulación : […]
Dispositivo de suministro de bolsas, del 10 de Julio de 2019, de TOYO JIDOKI CO., LTD.: Un dispositivo de suministro de bolsas , usado en una máquina rotatoria de embalaje de llenado de bolsas equipada con una pluralidad de parejas de agarradores intermitentemente […]
Dispositivo para la extracción de elementos en forma de plancha, particularmente de recortes de cartón, del 11 de Enero de 2017, de ROBERT BOSCH GMBH: Dispositivo para la extracción de elementos en forma de plancha , particularmente de recortes de cartón, comprendiendo - un dispositivo […]
Dispositivo de posicionamiento de un elemento en placa en una estación de introducción de una máquina de tratamiento, del 13 de Febrero de 2015, de BOBST MEX SA: Dispositivo de posicionamiento de un elemento en placa en una estación de introducción de una máquina de tratamiento del elemento […]
 DISPOSITIVO APLICADOR DE ELEMENTOS DE CIERRE PARA ENVASES DURANTE SU FABRICACIÓN EN CONTINUO, del 26 de Marzo de 2012, de VOLPAK, S.A.U: Dispositivo aplicador de elementos de cierre en envases durante su fabricación en continuo, que comprende un carro desplazable según un movimiento vertical […]
DISPOSITIVO APLICADOR DE ELEMENTOS DE CIERRE PARA ENVASES DURANTE SU FABRICACIÓN EN CONTINUO, del 26 de Marzo de 2012, de VOLPAK, S.A.U: Dispositivo aplicador de elementos de cierre en envases durante su fabricación en continuo, que comprende un carro desplazable según un movimiento vertical […]
DISPOSITIVO DE ALIMENTACION Y METODO DE ALIMENTACION., del 16 de Enero de 2007, de ABB AB: Un dispositivo de alimentación de hojas, para el desplazamiento individual de hojas metálicas de una pila de hojas a un lugar de […]