DISPOSITIVO DE AMARRE Y VOLTEO PARA MECANIZACIÓN DE PIEZAS PRISMÁTICAS.
Dispositivo de amarre y voleo para mecanización de piezas prismáticas.
Se describe un dispositivo de amarre y volteo de piezas prismáticas que tiene el propósito de facilitar el mecanizado de las mismas, por ejemplo mediante fresado, permitiendo el mecanizado sobre todas y cada una de sus caras por medio de un mecanismo de volteo que incorpora, el cual permite amarrar y voltear la pieza para su mecanizado.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200931007.
Solicitante: UNIVERSIDAD DE ZARAGOZA..
Nacionalidad solicitante: España.
Inventor/es: MARIN ZURDO,JOSE JAVIER, HUERTAS TALON,JOSE LUIS, VALDIVIA CALVO,FRANCISCO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23Q3/06 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23Q PARTES CONSTITUTIVAS, DISPOSITIVOS O ACCESORIOS DE MAQUINAS HERRAMIENTAS, p. ej. DISPOSITIVOS PARA COPIAR O CONTROLAR (herramientas del tipo utilizado en tornos o máquinas de agujerear B23B 27/00 ); MAQUINAS HERRAMIENTAS DE UTILIZACION GENERAL, CARACTERIZADAS POR LA ESTRUCTURA DE CIERTAS PARTES CONSTITUTIVAS O DISPOSITIVOS; COMBINACIONES O ASOCIACIONES DE MAQUINAS PARA TRABAJAR EL METAL NO DESTINADAS A UN TRABAJO EN PARTICULAR. › B23Q 3/00 Dispositivos que permiten mantener, soportar o posicionar las piezas o las herramientas, pudiendo normalmente ser desmontados estos dispositivos de la máquina (mesas de trabajo u otras piezas, p. ej. platos, que no incorporan de forma habitual los medios para sujetar la pieza B23Q 1/00; control automático de la posición B23Q 15/00; cabezas portaherramientas rotativas para máquinas de tornear B23B 3/24, B23B 3/26; porta-herramientas sin accionamiento B23B 29/00; características generales de las torretas B23B 29/24; herramientas o útiles de banco para fijar, unir, desenganchar o mantener B25B). › Medios de fijación de la pieza.
Descripción:
Dispositivo de amarre y volteo para mecanización de piezas prismáticas. Objeto de la invención
La presente invención se refiere a un dispositivo de amarre para mecanizado de piezas prismáticas por todas sus caras y en todos sus ángulos.
El objeto de la invención consiste en un dispositivo de amarre y volteo que permite trabajar una cara de la pieza a mecanizar y su volteo para seguir mecanizando otras caras paralelas al eje de giro. Antecedentes de la invención Para el fresado de piezas prismáticas por todas sus caras es preciso realizar el volteo de las mismas para posicionarlas frente a la herramienta.
Lo anterior se puede realizar con dispositivos divisores y platos de amarre, tanto de control numérico como manuales, pero se debe desperdiciar una cantidad de material de la pieza en bruto o bien utilizar un utillaje intermedio entre la pieza y el amarre. También es habitual apoyar el extremo contrario de la pieza mediante un contrapunto, lo que limita la rigidez en uno de los extremos y, por tanto, el esfuerzo que puede realizar la herramienta sobre la pieza. Además, los dispositivos de control numérico representan una inversión alta y lo dispositivos manuales no permiten la automatización. Descripción de la invención
El dispositivo objeto de la invención permite sujetar la pieza con un único amarre, dejando prácticamente libre las superficies de la pieza y permitiendo que la herramienta pueda acceder sin impedimentos a las zonas a mecanizar.
Se trata de un dispositivo en el que la fuerza de un cilindro neumático u oleohidráulico se multiplica mediante un mecanismo de cuña y/o palanca para sujetar firmemente la pieza a mecanizar. El mecanismo de cuña, accionado por el cilindro neumático u oleohidráulico, empuja ligeramente uno de los extremos de la palanca que provoca que el otro extremo presione firmemente sobre la pieza a trabajar quedando ésta perfectamente fijada para su mecanizado.
Las superficies que permiten el deslizamiento de la cuña y el giro de la palanca pueden ser del tipo acero-bronce para disminuir el rozamiento y evitar el gripado, pero puede ser de cualquier otro tipo con características antifricción similares. Mientras que el material del resto de las piezas es acero duro, de esta forma se evita el gripado del conjunto de los elementos deslizantes en caso de pérdida de la grasa de la que se ha llenado la caja contenedora. La carcasa contenedora será, en función de las características de la máquina, de diferentes materiales (acero, aluminio o material plástico) .
El proceso de volteo se realiza mediante un actuador neumático de giro controlado bien a 180º, o con otro ángulo multiposición dentro de la circunferencia, si bien es posible que el actuador sea de naturaleza eléctrica u oleohidráulica, a lo que se añade una fijación mediante cilindros neumáticos y conos, en función de las posiciones angulares deseadas, para evitar el movimiento de la pieza al realizarse sobre ella los esfuerzos con la herramienta de corte.
Cuando el actuador de giro recibe energía por uno de los lados hace que las piezas que están solidarias al cilindro neumático de empuje giren a la posición regulada mediante unos topes final de carrera situados externamente al cilindro y regulables mediante el correspondiente tornillo. Una vez alcanzada la posición prevista los cilindros hacen que los conos se enclaven en la mordaza para asegurar la posición. La mordaza debe llevar los agujeros cónicos precisos para la posición angular predefinida y ajustada con los tornillos del cilindro de giro u otros dispositivos tales como actuadores hidráulicos, actuadores eléctricos. Los rodamientos cónicos garantizan la suavidad de funcionamiento y rigidez del conjunto. El retén ubicado en la parte anterior del rodamiento, garantiza la estanqueidad del conjunto.
Al contrario que otros dispositivos presentes en el estado de la técnica el dispositivo objeto de la invención deja totalmente libres las dos superficies a mecanizar y solamente es activado por energía neumática, hidráulica, eléctrica, según las necesidades, a través de electroválvulas, relés o autómatas por lo que es posible automatizar los movimientos utilizando el mismo control de la máquina herramienta y siendo capaz de soportar los esfuerzos del fresado. Asimismo, el dispositivo objeto de la invención evita que los cilindros de empuje transmitan el esfuerzo a los rodamientos de apoyo extremos, lo que favorece la rigidez del conjunto y su maniobrabilidad. Descripción de los dibujos
Para complementar la descripción que se está realizando y con objeto de ayudar a una mejor comprensión de las características de la invención, de acuerdo con un ejemplo preferente de realización práctica de la misma, se acompaña como parte integrante de dicha descripción, un juego de dibujos en los que se ha elegido el sistema de accionamiento neumático para todos los dispositivos, en donde con carácter ilustrativo y no limitativo, se ha representado lo siguiente:
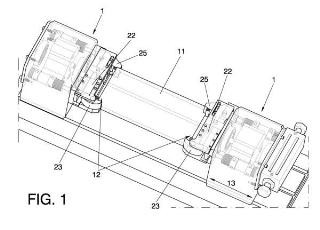
Figura 1. Muestra una vista en perspectiva del dispositivo montado.
Figura 2. Muestra un detalle en perspectiva de los mecanismos del dispositivo.
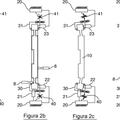
Figura 3.1-Muestra un esquema de la pieza antes del amarre.
Figura 3.2-Muestra un esquema de la pieza después del amarre. Realización preferente de la invención
A la vista de las figuras se describe a continuación un modo de realización preferente del dispositivo (1) de amarre y volteo objeto de esta invención, donde todos los elementos están alimentados por energía neumática en forma de aire comprimido.
Tal y como se observa en la figura 1 la pieza a sujetar (11) se encuentra referenciada por unos topes
(12) mientras que unas pestañas (13) realizan la referencia de la base, lo que limita ligeramente el espacio libre de una de las caras de la pieza (11) .
El proceso de amarre y fijación se realiza tal y como se muestra en las figura 3.1 y 3.2 donde a la izquierda se aprecia la pieza (24) antes de la fijación y a la derecha se puede observar cómo un mecanismo de cuña (21) , accionado por una cuña (22) , ha empujado ligeramente uno de los extremos de una palanca
(23) lo cual provoca que su otro extremo presione firmemente sobre la pieza (24) quedando ésta perfectamente fijada entre la palanca (23) móvil y un apoyo
(25) fijo para poder proceder a su mecanizado.
Las superficies que permiten el deslizamiento de la cuña (22) y el giro de la palanca (23) pueden ser del tipo acero-bronce para disminuir el rozamiento y
evitar el gripado, o de cualquier otro tipo de materiales con características de antifricción similares.
Para realizar el fresado de una pieza (11, 24) prismática, éste se debe realizar sobre cada una de las caras de dicha pieza (11, 24) para lo cual se amarra la pieza mediante el dispositivo (1) de amarre y volteo a una máquina de mecanizado, tal y como se ha descrito en el párrafo anterior. El volteo se realiza tal y como se observa en la figura 2, donde mediante el accionamiento de unos mecanismos que actúan sobre un actuador de giro (2) , haciendo que éste reciba aire por uno de sus lados accionando así unos acoples (3) solidarios a un cilindro actuador de empuje (4) para que dichos acoples (3) giren a la posición previamente regulada mediante unos topes final de carrera situados externamente al citado actuador de giro (2) , dichos topes son regulados previamente mediante unos tornillos (8) .
Una vez alcanzada la posición prevista, se procede al anclaje de la posición girada mediante el accionamiento de unos cilindros (5) que actúan para conseguir que unos conos (7) se desplacen y se enclaven en una mordaza (6) , asegurando así la posición girada. Para que se produzca este anclaje, la mordaza (6) dispone de unos agujeros cónicos dimensionados y dispuestos con gran precisión para poder determinar, mediante el acoplamiento de los conos (7) a dichos agujeros cónicos, la posición angular predefinida y ajustada con los tornillos (8) del actuador de giro (2) . El dispositivo (1) dispone de unos rodamientos cónicos
(9) que garantizan la suavidad de funcionamiento del mismo al voltear las piezas (11, 24) y a su vez dotan de una mayor rigidez al dispositivo (1) , mientras que un retén (10) asegura la estanqueidad del dispositivo
(1) evitando la entrada de suciedad y la salida del lubricante.
Reivindicaciones:
1. Dispositivo (1) de amarre y volteo para mecanización de piezas (11, 24) prismáticas caracterizado porque comprende:
-un actuador de giro (2) , encargado de hacer girar unos acoples (3) , solidarios a un actuador de empuje (4) , a una posición regulada mediante unos topes final de carrera situados externamente al cilindro neumático de giro (2) y regulables mediante tornillos (8) ,
-una mordaza (6) que comprende unos taladros cónicos dispuestos en una posición angular definida mediante los tornillos (8) acoplados al cilindro de giro (2) encargados de albergar unos conos (7) que determinan una posición al ser introducidos en los taladros cónicos de la mordaza (6) , y
-unos cilindros (5) que se encuentran ubicados a ambos lados del cilindro actuador de empuje (4) destinados a enclavar los conos (7) en la mordaza (6) fijando su posición al empujar dichos conos (7) .
2. Dispositivo (1) según reivindicación 1 caracterizado porque adicionalmente comprende unos rodamientos cónicos (9) que se encuentran ubicados en las bases del actuador de giro (2) destinados a facilitar el giro de dicho actuador de giro (2) .
3. Dispositivo (1) según reivindicación 1 caracterizado porque adicionalmente comprende un retén (10) que se encuentra ubicado en la parte anterior de uno de los rodamientos cónicos (9) encargado de evitar pérdidas de lubricante y la entrada de suciedad.
4. Dispositivo (1) según reivindicación 1 caracterizado porque adicionalmente comprende unos topes (12) destinados a servir como referencia de colocación de la pieza (11) para su mecanizado.
5. Dispositivo (1) según reivindicación 1 caracterizado porque adicionalmente comprende un mecanismo de cuña (21) encargado de empujar una cuña (22) que a su vez aplica presión en uno de los extremos de una palanca (23) que provoca que el otro extremo de dicha palanca (23) que se encuentra sobre la pieza (11, 24) presione firmemente sobre la pieza (11, 24) quedando ésta perfectamente fijada entre la palanca (23) y un apoyo (25) para su mecanizado.
6. Dispositivo (1) según cualquiera de las reivindicaciones anteriores caracterizado porque los actuadores (2, 4) se seleccionan de entre uno de los siguientes: actuador neumático, actuador olehidráulico, actuador hidráulico y actuador eléctrico.
Patentes similares o relacionadas:
Aprieto para mesas multi-perforadas, del 22 de Mayo de 2020, de INDUSTRIAS PIQUERAS, S.A.: 1. Aprieto para mesas multi-perforadas que poseen una pluralidad de orificios en su superficie, caracterizado por que comprende una barra […]
MORDAZA DE APRIETE, del 19 de Mayo de 2020, de INGENIERIA IRADI, S.L: 1. Mordaza de apriete para sujetar primeras piezas , caracterizada por que comprende: - un primer bastidor con: - una base para soportar la primera […]
Placa de producción de un implante dental y/o prótesis artificial, del 6 de Mayo de 2020, de Jade Finance S.A.R.L: Un conjunto de producción por impresión 3D de pilares de implante para implantes dentales, comprendiendo el conjunto, al menos un pilar que comprende un miembro de […]
SISTEMA Y MÉTODO PARA LA ESTAMPACIÓN DIGITAL DE MALETAS RÍGIDAS Y SEMIRRÍGIDAS, del 20 de Febrero de 2020, de FERRI SOLER,JUAN: La presente invención se refiere a un método y un sistema para estampar una maleta rígida o semirrígida, que comprende: unos medios de impresión digital […]
SISTEMA Y MÉTODO PARA LA ESTAMPACIÓN DIGITAL DE MALETAS RÍGIDAS Y SEMIRRÍGIDAS, del 14 de Febrero de 2020, de FERRI SOLER,JUAN: La presente invención se refiere a un método y un sistema para estampar una maleta rígida o semirrígida, que comprende: unos medios de impresión digital para estampar […]
Máquina de trabajo con dispositivo de sujeción, del 23 de Octubre de 2019, de Belotti S.p.A: Máquina de trabajo que comprende un cabezal de trabajo que tiene un husillo y que se puede mover en un espacio de trabajo xyz y que […]
 Dispositivo de sujeción de una pieza en bruto que se va a mecanizar, del 28 de Agosto de 2019, de Stelia Aerospace: Dispositivo de sujeción de una pieza en bruto que se va a mecanizar que comprende:
- un marco ,
- medios de agarre de dicha pieza que […]
Dispositivo de sujeción de una pieza en bruto que se va a mecanizar, del 28 de Agosto de 2019, de Stelia Aerospace: Dispositivo de sujeción de una pieza en bruto que se va a mecanizar que comprende:
- un marco ,
- medios de agarre de dicha pieza que […]
Placa modular para sujetar componentes, del 10 de Julio de 2019, de LUDWIG EHRHARDT GMBH: Placa modular para sujetar unos componentes , en particular para sujetar unas piezas de trabajo en un centro de mecanizado para el mecanizado […]