Alimentador de largueros para máquinas para fabricar tapas de palets hechos de madera o similares con uso altamente versátil.
Un alimentador (1) de largueros para máquinas para fabricar tapas de palets hechos de madera o similares,
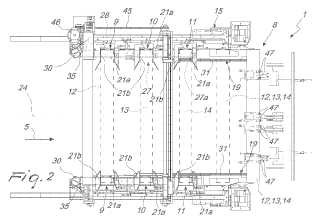
que comprende medios de guía y avance (2) que definen una primera superficie de descanso (3) para largueros (4) que están mutuamente dispuestos los unos junto a los otros, dichos medios de guía y avance (2) siendo activables con el fin de activar el avance de dichos largueros (4) a lo largo de dicha orientación de avance (5) 5 a al menos una estación de emparejado (8) que comprende:
- al menos tres depósitos (9, 10, 11), cada uno adaptado para soportar una pluralidad de largueros (12, 13, 14) que están mutuamente apilados a lo largo de una orientación sustancialmente vertical (5); dichos tres depósitos (9, 10, 11) estando mutuamente espaciados;
- una estación de espera (15) para la disposición de los largueros (12, 13, 14) de dichos depósitos (9, 10, 10 11) dicha estación de espera (15) estando dispuesta en o directamente corriente abajo del último depósito (11) de dichos depósitos (9, 10, 11) en la dirección de avance de los largueros (4, 12, 13, 14) a lo largo de dicha orientación de avance (5);
- medios (16) para la extracción individual de dichos largueros (12, 13, 14) del correspondiente depósito (9, 10, 11) para su colocación sobre una segunda superficie de descanso (17) dispuesta por encima de dicha primera superficie de descanso (3);
- primeros medios (18) para el avance de los largueros (12, 13, 14) que llegan al menos de los depósitos (9, 10) dispuestos corriente arriba de dicho último depósito (11) a lo largo de dicha segunda superficie de descanso (17) a dicha estación de espera (15); caracterizado por el hecho de que largueros (4) que están mutuamente dispuestos los unos junto a los otros son longitudinales y paralelos a la orientación de avance, y por el hecho de que largueros (12, 13, 14) apilados a lo largo de una orientación vertical están orientados transversalmente a dicha orientación de avance, y por el hecho de que dichos depósitos (9, 10, 11) están espaciados a lo largo de dicha orientación de avance;
- segundos medios de avance (19), que pueden enganchar en cada instancia el larguero transversal (12, 13, 14) que está dispuesto en dicha estación de espera (15) para su avance a lo largo de dicha orientación de avance (5) desde dicha estación de espera (15) a dicha estación de emparejado (8) en la que, en cada instancia, un larguero transversal (12, 13, 14) es superpuesto sobre dichos largueros longitudinales (4);
dichos depósitos (9, 10, 11), dichos primeros medios de avance (18) y dichos segundos medios de avance (19) estando dispuestos por encima del plano de disposición de dichos largueros longitudinales (4) dispuestos sobre dicha primera superficie de descanso (3).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E11182441.
Solicitante: CORALI S.P.A..
Inventor/es: TROVENZI,GIUSEPPE, WEGHER,MARCO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23Q7/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23Q PARTES CONSTITUTIVAS, DISPOSITIVOS O ACCESORIOS DE MAQUINAS HERRAMIENTAS, p. ej. DISPOSITIVOS PARA COPIAR O CONTROLAR (herramientas del tipo utilizado en tornos o máquinas de agujerear B23B 27/00 ); MAQUINAS HERRAMIENTAS DE UTILIZACION GENERAL, CARACTERIZADAS POR LA ESTRUCTURA DE CIERTAS PARTES CONSTITUTIVAS O DISPOSITIVOS; COMBINACIONES O ASOCIACIONES DE MAQUINAS PARA TRABAJAR EL METAL NO DESTINADAS A UN TRABAJO EN PARTICULAR. › Dispositivos para la manipulación de piezas, especialmente combinados a las máquinas-herramientas o dispuestos en estas máquinas o especialmente concebidos para ser utilizados en relación con estas máquinas, p. ej. para el transporte, la carga, la colocación, la descarga, la selección (incorporados a los husillos de trabajo B23B 13/00, B23B 19/02; para tornos automáticos o semiautomáticos B23B 15/00).
- B23Q7/10 B23Q […] › B23Q 7/00 Dispositivos para la manipulación de piezas, especialmente combinados a las máquinas-herramientas o dispuestos en estas máquinas o especialmente concebidos para ser utilizados en relación con estas máquinas, p. ej. para el transporte, la carga, la colocación, la descarga, la selección (incorporados a los husillos de trabajo B23B 13/00, B23B 19/02; para tornos automáticos o semiautomáticos B23B 15/00). › por medio de depósitos.
- B27F7/00 B […] › B27 TRABAJO O CONSERVACION DE LA MADERA O DE MATERIALES SIMILARES; MAQUINAS PARA CLAVAR, GRAPAR O COSER EN GENERAL. › B27F COLAS DE MILANO; ESPIGAS; MORTAJADORAS PARA MADERA O MATERIALES SIMILARES; MAQUINAS DE CLAVAR, DE GRAPAR O DE UNIR (herramientas manuales para clavar o grapar B25C; fabricación de cajas, arcas o cofres de madera B27M 3/34; medios de ensamblaje para elementos de construcción en general, p. ej. clavijas utilizadas en la construcción de edificios, E04B 1/38; elementos de ensamblaje en general, p. ej. clavijas en general, F16B). › Clavado o grapado (grapadoras quirúrgicas A61B 17/068; herramientas manuales para clavar B25C 1/00; herramientas portátiles para grapar que utilizan la fuerza muscular, herramientas manuales para grapar que utilizan un motor B25C 5/00 ); Elementos clavados o grapados.
- B27M3/00 B27 […] › B27M TRABAJO DE LA MADERA NO PREVISTO EN LAS SUBCLASES B27B - B27L; FABRICACION DE ARTICULOS PARTICULARES DE MADERA. › Fabricación o restauración de artículos particulares semiacabados o acabados (características de los dispositivos de copiado B23Q; fabricación del contrachapado o de las hojas de madera para el chapado, conformación del contrachapado de las hojas de madera para el chapado con vistas a la formación de artículos B27D; de partes interiores para el contrachapado B27D 1/06; máquinas para clavar o grapar en general B27F 7/00; fabricación de elementos para la tonelería o la fabricación de ruedas B27H).
- B65G57/00 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65G DISPOSITIVOS DE TRANSPORTE O ALMACENAJE, p. ej. TRANSPORTADORES PARA CARGAR O BASCULAR, SISTEMAS TRANSPORTADORES PARA TALLERES O TRANSPORTADORES NEUMATICOS DE TUBOS (embalajes B65B; manipulación de material delgado o filiforme, p. ej. hojas de papel o fibras B65H; grúas B66C; aparatos de elevación o arrastre,p. ej. montacargas, B66D; dispositivos para elevar o bajar mercancías para carga y descarga, p. ej. carretillas elevadoras, B66F 9/00; vaciado de botellas, jarras, latas, barricas, barriles o contendores similares, no previstos en otro lugar, B67C 9/00; distribución o trasvase de líquidos B67D; llenado o descarga de contenedores para gases licuados, solidificados o comprimidos F17C; sistemas de conducción para fluídos F17D). › Apilado de objetos (B65G 60/00 tiene prioridad; alimentación, apilado de hojas B65H).
PDF original: ES-2448316_T3.pdf
Fragmento de la descripción:
Alimentador de largueros para máquinas para fabricar tapas de palets hechos de madera o similares con uso altamente versátil.
La presente invención hace referencia a un alimentador de largueros para máquinas para fabricar tapas de palets hechos de madera o similares, con un uso altamente versátil, según el preámbulo de la reivindicación 1.
Tal alimentador es conocido de US6058601A1.
Como es conocido, los palets de madera están constituidos generalmente por una superficie de carga, normalmente llamada “tapa”, que está constituida por dos capas de largueros dispuestos los unos junto a los otros y superpuestos de forma que los largueros de una capa estén paralelos entre sí y estén perpendiculares con los largueros de la otra capa y por pies o bloques, que están fijados debajo de la tapa para mantenerla elevada respecto de la superficie de descanso. Normalmente, tres hileras de bloques están provistas y cada una de las tres hileras está compuesta generalmente de tres bloques, que están mutuamente espaciados de forma que el palet pueda ser “sujetado” por dispositivos elevadores en cualquiera de sus cuatro lados. Normalmente, la tapa tiene una forma de plano rectangular y los tapones de las tres hileras están mutuamente conectados no sólo por la tapa sino también por tres largueros que están dispuestos paralelos a los lados más largos de la tapa y están clavados a la cara inferior de los tapones.
Palets de madera son montados en máquinas de clavar que son alimentadas con la tapa, fabricada en otra máquina, y con las tres hileras de bloques.
Máquinas para fabricar tapas de palets están compuestas sustancialmente por un alimentador de largueros y una estación de clavado y realizan el clavado de los largueros de la capa superior a los largueros de la capa inferior. Los largueros son alimentados a la estación de clavado y posicionados mutuamente por el alimentador, que los mueve a lo largo de una orientación de avance. Tales máquinas están divididas en dos tipos según la orientación de los largueros de la capa superior respecto de la orientación de avance: un primer tipo, en el que los largueros de la capa superior están orientados paralelos a la orientación de avance, y un segundo tipo, en el que los largueros de la capa superior están orientados transversalmente a la orientación de avance.
El primer tipo de máquina tiene una elevada productividad, puesto que con el fin de realizar el montaje de una tapa se requiere un número de recorridos de clavado igual al número de los largueros de la capa inferior, generalmente igual a tres y en cualquier caso inferior al número de largueros que componen la capa superior. Por otro lado, este tipo de máquinas sufre el inconveniente de requerir largos tiempos cuando hay cambios en la producción, es decir, cuando se requiere variar el tipo de tapa a ser fabricado, porque es necesario modificar la posición de los cabezales de clavado según la variación en posición de la capa superior de largueros, que son más numerosos que los largueros de la capa inferior.
El segundo tipo de máquina tiene una baja capacidad de producción pero es más flexible, puesto que requiere tiempos más cortos en cambios de producción. De hecho, en este tipo de máquina, con el fin de cambiar el tipo de tapa siendo fabricada, si la capa inferior está compuesta, como ocurre normalmente, por tres largueros dispuestos paralelos a la orientación de avance, es suficiente variar la posición de los cabezales de clavado exteriores, que trabajan cerca de los extremos de los largueros de la capa superior.
Por estas razones, las máquinas que pertenecen al segundo tipo descrito anteriormente están mejor adecuadas a la gestión automatizada del cambio de producción. Sin embargo, en tales máquinas, mientras que la posición de los cabezales de clavado puede ser cambiada de una manera relativamente simple, las operaciones para ajustar los elementos, constituidos generalmente por elementos de tracción por cadena, que mueven los largueros a lo largo de la orientación de avance siguen complicados.
Con el fin de superar esta dificultad, en años recientes varios tipos de alimentador a ser montado en máquinas del segundo tipo han sido propuestos.
Un primer tipo de alimentador está provisto de una doble serie de elementos de tracción con controles independientes. Más particularmente, este tipo de alimentador comprende una primera serie de elementos de tracción para mover los largueros de la capa inferior, que están orientados paralelos a la orientación de avance y se llaman a continuación “largueros longitudinales” por razones de simplicidad, y una segunda serie de elementos de tracción para mover los largueros de la capa superior, que están orientados transversalmente a la orientación de avance y se llaman a continuación “largueros transversales” por razones de simplicidad. Los elementos de tracción de la segunda serie de elementos de tracción están dispuestos a distancias mutuamente fijadas a lo largo de respectivas cadenas y mueven cada larguero individual hasta la estación de clavado.
Estos alimentadores solucionan el problema del ajuste de los elementos de tracción, pero sufren el inconveniente de que no pueden ser utilizados para fabricar tapas de palet de tamaño pequeño (con un lado de menos de 800 mm) , porque las cadenas para mover los largueros transversales están dispuestas entre las guías que soportan los largueros longitudinales y por lo tanto limitan su posibilidad de mutuo acercamiento.
Otro inconveniente de estos alimentadores es que puesto que el avance de los largueros longitudinales se confía a un grupo de cadenas y puesto que el avance de los largueros transversales se confía a otro grupo de cadenas, pueden ocurrir elongaciones desiguales de las cadenas, lo que lleva a la formación de tapas poco precisas porque las distancias entre los largueros transversales son mutuamente diferentes.
Un segundo tipo de alimentadores está compuesto de elementos de tracción para mover los largueros longitudinales y un empujador con activación de tipo cremallera para mover los largueros transversales. Tales alimentadores están provistos de dos depósitos de largueros transversales desde los cuales, en cada instancia, un larguero transversal es extraído y dispuesto en una posición adecuada para ser llevado por el empujador de tipo cremallera. Tales alimentadores tienen la ventaja de permitir la fabricación de tapas de tamaño pequeño, porque los depósitos y el empujador de tipo cremallera no limitan la posibilidad de acercar mutuamente las guías a lo largo de las cuales los largueros longitudinales son estirados, pero sufren el inconveniente de que pueden proveer sólo dos tipos de larguero transversal: uno para cada uno de los dos depósitos. Por otro lado, la adición de un depósito con el fin de poder proveer tres tipos de largueros transversales requeriría un considerable aumento en el recorrido del empujador del tipo cremallera y de modo acorde un aumento considerable en las dimensiones de la máquina y/o un aumento sustancial en la velocidad del movimiento de los largueros, con problemas en cuanto a la precisión de la alimentación de largueros.
Un tercer tipo de alimentador está compuesto de elementos de tracción de tipo cadena para los largueros longitudinales y elementos de tracción de tipo cadena para los largueros transversales con tres depósitos para los largueros transversales. Los largueros transversales son alimentados, de los correspondientes depósitos, a los elementos de tracción de tipo cadena, los cuales, después de una primera porción de avance, abandonan los largueros, los cuales son empujados en la estación de clavado mediante empujadores dispuestos entre las guías a lo largo de las cuales los largueros longitudinales son movidos. Tales alimentadores sufren el inconveniente de no poder fabricar tapas de palet de tamaño pequeño (con un lado más pequeño que 800 mm) porque los empujadores limitan la posibilidad de acercar mutuamente las guías de los largueros longitudinales.
US-A-6058601 muestra un aparato para el montaje automático de paneles de cerca de una pluralidad de raíles de refuerzo longitudinales y una pluralidad de piquetes transversales, comprendiendo un transportador para soportar y mover los raíles en una dirección a lo largo de su longitud con los raíles en posiciones espaciadas transversalmente a través del transportador y una pluralidad de tolvas dispensadoras de raíles, cada una para recibir una pila de los raíles de refuerzo y dispuestas para dispensar los raíles uno a la vez sobre el transportador en relación espaciada en paralelo a lo largo del transportador. Una tolva dispensadora de piquetes dispensa piquetes... [Seguir leyendo]
Reivindicaciones:
1. Un alimentador (1) de largueros para máquinas para fabricar tapas de palets hechos de madera o similares, que comprende medios de guía y avance (2) que definen una primera superficie de descanso (3) para largueros (4) que están mutuamente dispuestos los unos junto a los otros, dichos medios de guía y avance (2) siendo activables con el fin de activar el avance de dichos largueros (4) a lo largo de dicha orientación de avance (5) a al menos una estación de emparejado (8) que comprende:
- al menos tres depósitos (9, 10, 11) , cada uno adaptado para soportar una pluralidad de largueros (12, 13, 14) que están mutuamente apilados a lo largo de una orientación sustancialmente vertical (5) ; dichos tres depósitos (9, 10, 11) estando mutuamente espaciados;
- una estación de espera (15) para la disposición de los largueros (12, 13, 14) de dichos depósitos (9, 10, 11) dicha estación de espera (15) estando dispuesta en o directamente corriente abajo del último depósito (11) de dichos depósitos (9, 10, 11) en la dirección de avance de los largueros (4, 12, 13, 14) a lo largo de dicha orientación de avance (5) ;
- medios (16) para la extracción individual de dichos largueros (12, 13, 14) del correspondiente depósito (9, 10, 11) para su colocación sobre una segunda superficie de descanso (17) dispuesta por encima de dicha primera superficie de descanso (3) ;
- primeros medios (18) para el avance de los largueros (12, 13, 14) que llegan al menos de los depósitos (9, 10) dispuestos corriente arriba de dicho último depósito (11) a lo largo de dicha segunda superficie de descanso (17) a dicha estación de espera (15) ; caracterizado por el hecho de que largueros (4) que están mutuamente dispuestos los unos junto a los otros son longitudinales y paralelos a la orientación de avance, y por el hecho de que largueros (12, 13, 14) apilados a lo largo de una orientación vertical están orientados transversalmente a dicha orientación de avance, y por el hecho de que dichos depósitos (9, 10, 11) están espaciados a lo largo de dicha orientación de avance;
- segundos medios de avance (19) , que pueden enganchar en cada instancia el larguero transversal (12, 13, 14) que está dispuesto en dicha estación de espera (15) para su avance a lo largo de dicha orientación de avance (5) desde dicha estación de espera (15) a dicha estación de emparejado (8) en la que, en cada instancia, un larguero transversal (12, 13, 14) es superpuesto sobre dichos largueros longitudinales (4) ;
dichos depósitos (9, 10, 11) , dichos primeros medios de avance (18) y dichos segundos medios de avance (19) estando dispuestos por encima del plano de disposición de dichos largueros longitudinales (4) dispuestos sobre dicha primera superficie de descanso (3) .
2. El alimentador (1) según la reivindicación 1, caracterizado por el hecho de que comprende además un programa preestablecido para activar dichos medios de extracción individual (16) con el fin de proveer en cada instancia un larguero transversal (12, 13, 14) a dichos primeros medios de avance (18) según el tipo de tapa de palet a ser fabricada.
3. El alimentador (1) según las reivindicaciones 1 y 2, caracterizado por el hecho de que cada uno de dichos depósitos (9, 10, 11) comprende un fondo sustancialmente horizontal (20) que se encuentra sobre un plano que está elevado respecto de dicha segunda superficie de descanso (17) , y paredes laterales (21a, 21b) , que se alzan desde dicho fondo (20) y delimitan un espacio que está adaptado para contener una pila de dichos largueros transversales (12, 13 , 14) ; cada uno de dichos depósitos (9, 10, 11) teniendo, en una de dicha paredes laterales (21a, 21b) , una abertura de extracción (22) que está dispuesta directamente encima de dicho fondo (20) y está orientada a lo largo de dicha orientación de avance; dichos medios de extracción individual (16) comprendiendo, para cada uno de dichos depósitos (9, 10, 11) , una placa (23) que está dispuesta en un plano sustancialmente horizontal directamente encima de dicho fondo (20) y puede moverse con un movimiento alternante a lo largo de dicha orientación de avance
(5) con el fin de empujar, fuera del correspondiente depósito (9, 10, 11) a través de dicha abertura de extracción (22) , el larguero transversal (12, 13, 14) que en cada instancia descansa sobre dicho fondo (20) .
4. El alimentador (1) según una o más de las anteriores reivindicaciones, caracterizado por el hecho de que dichos medios de guía y avance (2) comprenden: canales (6) que están dispuestos en un plano sustancialmente horizontal y están orientados en paralelo a dicha orientación de avance (5) , y primeros transportadores con elementos de tracción (7) que pueden enganchar los largueros longitudinales (4) dispuestos en dichos canales (6) para su avance a lo largo de dichos canales (6) según dicha orientación de avance.
5. El alimentador (1) según una o más de las anteriores reivindicaciones, caracterizado por el hecho de que dichos primeros medios de avance (18) comprenden al menos un segundo transportador con elementos detracción
(27) que se extiende desde el primer depósito (9) de dichos depósitos (9, 10, 11) en la dirección de avance de los largueros (4, 12, 13, 14) a lo largo de dicha orientación de avance (5) , a dicha estación de espera (15) .
6. El alimentador (1) según una o más de las anteriores reivindicaciones, caracterizado por el hecho de que dichos primeros medios de avance (18) comprenden un par de segundos transportadores con elementos de tracción (27) que están mutuamente espaciados de forma transversal a dicha orientación de avance (5) y pueden enganchar los largueros transversales (12, 13, 14) cerca de sus extremos longitudinales.
7. El alimentador (1) según una o más de las anteriores reivindicaciones, caracterizado por el hecho de que dichos segundos medios de avance (19) comprenden al menos un empujador (31) que puede moverse a voluntad con un movimiento alternante a lo largo de dicha dirección de avance (5) desde dicha estación de espera (15) a dicha estación de emparejado (8) y viceversa.
8. El alimentador (1) según una o más de las anteriores reivindicaciones, caracterizado por el hecho de que dichos segundos medios de avance (19) comprenden un par de empujadores (31) que están mutuamente espaciados de forma transversal a dicha dirección de avance (5) y pueden enganchar en cada instancia un larguero transversal (12, 13, 14) que está dispuesto en dicha estación de espera (15) cerca de sus extremos longitudinales.
9. El alimentador (1) según una o más de las anteriores reivindicaciones, caracterizado por el hecho de que comprende medios (40) para ajustar la mutua distancia de los segundos transportadores con elementos de tracción
(27) de dicho par de segundo transportadores con elementos de tracción (27) y de los empujadores (31) de dicho par de empujadores (31) según la longitud de dichos largueros transversales (12, 13, 14) .
10. El alimentador (1) según una o más de las anteriores reivindicaciones, caracterizado por el hecho de que cada uno de dichos depósitos (9, 10, 11) está compuesto de dos mitades que están dispuestas en lados mutuamente opuestos respecto de un plano central vertical (24) , que está paralelo a dicha orientación de avance (5) ; dichas dos mitades siendo movibles hacia o alejándose de cada una según la longitud de dichos largueros transversales (12, 13, 14) .
11. El alimentador (1) según una o más de las anteriores reivindicaciones, caracterizado por el hecho de que dichos empujadores (31) definen una superficie de descanso intermedia (39) que soporta el larguero transversal (12, 13, 14) que está enganchado por dichos empujadores (31) durante al menos una parte en su movimiento desde dicha estación de espera (15) a dicha estación de emparejado (8) , dicha superficie de descanso intermedia (39) estando inclinada respecto de la horizontal para el descenso del larguero transversal (12, 13, 14) hacia una tercera superficie de descanso (50) que está dispuesta entre dicha segunda superficie de descanso (17) y dicha primera superficie de descanso (3) , con el movimiento de dichos empujadores (31) en la dirección opuesta respecto de dicha dirección de avance.
12. El alimentador (1) según una o más de las anteriores reivindicaciones, caracterizado por el hecho de que dichos empujadores (31) , en su movimiento hacia dicha estación de emparejado (8) , pueden enganchar mediante su extremo dirigido hacia dicha estación de emparejado (8) el larguero transversal (12, 13, 14) previamente depositado sobre dicha tercera superficie de descanso (50) para su avance hacia dicha estación de emparejado (8) .
13. El alimentador (1) según una o más de la anteriores reivindicaciones caracterizado por el hecho de que dichos empujadores (31) tienen un elemento de enganche (36) que puede enganchar el lado del larguero transversal (12, 13, 14) que está dispuesto en dicha estación de espera (15) y está dirigido alejándose de dicha estación de emparejado (8) con el avance de dichos empujadores (31) hacia dicha estación de emparejado (8) ; dicho elemento de enganche (36) siendo flexible con el fin de moverse más allá del larguero transversal (12, 13, 14) dispuesto en dicha estación de espera (15) con el movimiento de retorno de dichos empujadores (31) de dicha estación de emparejado (8) a dicha estación de espera (15) .
14. El alimentador (1) según una o más de las anteriores reivindicaciones, caracterizado por el hecho de que dichos medios de extracción individual (16) , dichos primeros medios de avance (18) , dichos segundos medios de avance (19) y dichos medios de ajuste (40) están conectados funcionalmente a un elemento de activación y control del tipo programable electrónico que está adaptado para activar dichos medios (16, 18, 19, 40) según programas preestablecidos según el tipo de tapa de palet a ser fabricada.
Patentes similares o relacionadas:
Máquina de clavado para ensamblar palés de madera o similares, del 6 de Mayo de 2020, de Storti, Giancarlo: Máquina de clavado para ensamblar palés de madera o similares que comprende por lo menos una estación de clavado y unos medios de avance […]
MÓDULO CONSTRUCTIVO PARA LA UTILIZACIÓN EN UN SISTEMA CONSTRUCTIVO MODULAR, del 23 de Abril de 2020, de MARINO, Cristian: Módulo constructivo para la utilización en un sistema constructivo modular, el cual mejora el acabado estético y facilita la operación y ensamble de los elementos […]
Elemento de barra, del 2 de Octubre de 2019, de Niederländer, Jörn: Procedimiento para la fabricación de un elemento de barra (1, 1') como elemento de construcción, en el que el elemento de barra (1, 1') está constituido por una pluralidad de […]
Procedimiento para mecanizar una pieza, del 7 de Junio de 2019, de HOMAG GmbH: Procedimiento para mecanizar una pieza , en particular para un perfil de hoja de un marco de hoja de ventana, en el que un primer mecanizado de la pieza tiene lugar […]
Dispositivo de unión y procedimiento para clavar piezas de trabajo de madera, del 24 de Abril de 2019, de Grossmann, Markus: Dispositivo de unión para clavar piezas de trabajo de madera para dar una pieza constructiva, pudiendo asignarse al dispositivo […]
Método para fabricar un elemento de construcción prefabricado, del 4 de Marzo de 2019, de STORA ENSO OYJ: Método para fabricar un elemento de construcción prefabricado que comprende las etapas de: - laminar un tronco en una labra para formar una chapa, en el que el espesor de […]
MÁQUINA PARA FABRICAR PALÉS, del 17 de Enero de 2019, de MANDRILADORA ALPESA, S.L: Comprende un alimentador giratorio configurado para recibir el primer cuerpo tubular y el segundo cuerpo tubular ; donde el primer cuerpo […]
Máquina de clavar, particularmente para montar rebordes de bobinas de madera para enrollar cables eléctricos, cables de acero, cuerdas, cables de fibra óptica o elementos de tipo cable en general, del 13 de Septiembre de 2017, de CORALI S.P.A.: Una máquina de clavar, particularmente para montar rebordes de bobinas de madera para enrollar cables eléctricos, cables de acero, cuerdas, cables […]