Airbag y proceso para su montaje.
Proceso para fabricar un airbag, que comprende:
1) aplicar una primera composición a un componente de airbag;
2) aplicar una segunda composición al mismo componente de airbag o a un componente de airbagdiferente; y
3) poner en contacto la primera composición y la segunda composición y formar una costura,comprendiendo la costura un primer material producido a partir de la primera composición y unsegundo material producido a partir de la segunda composición; estando el primer material situadohacia el interior del airbag, estando el segundo material situado hacia el exterior del airbag, yestando el primer material y el segundo material en contacto entre sí; caracterizado porque laprimera composición es una composición sellante endurecible, la segunda composición es unacomposición de fusión en caliente, el primer material es un sellante de costura (104) y el segundomaterial en un adhesivo de fusión en caliente (102, 106).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2007/021037.
Solicitante: DOW CORNING CORPORATION.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 2200 WEST SALZBURG ROAD MIDLAND, MICHIGAN 48686-0994 ESTADOS UNIDOS DE AMERICA.
Inventor/es: BE, ANH, LOWER, LOREN DALE, NELSON,ROBERT, BLACKWOOD,WILLIAM, STARKE,TODD.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B60R21/235 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B60 VEHICULOS EN GENERAL. › B60R VEHICULOS, EQUIPOS O PARTES DE VEHICULOS, NO PREVISTOS EN OTRO LUGAR (prevención, limitación o extinción de incendios especialmente adaptadas a los vehículos A62C 3/07). › B60R 21/00 Disposiciones o equipamientos sobre los vehículos para proteger a los ocupantes o a los peatones o para evitar ser dañados en caso de accidente o de otros riesgos de la circulación (cinturones o arneses de seguridad en los vehículos B60R 22/00; asientos construidos para proteger al ocupante de los efectos de las fuerzas de aceleración anormales, p. ej. asientos anticolisión o asientos de seguridad, B60N 2/42; disposiciones para absorber la energía en los volantes de dirección de vehículos B62D 1/11; disposiciones para absorber la energía en las columnas de dirección de vehículos B62D 1/19). › caracterizados por su material.
PDF original: ES-2406680_T3.pdf
Fragmento de la descripción:
Airbag y proceso para su montaje ANTECEDENTES
Campo Técnico El proceso y las composiciones aquí descritos son útiles para el montaje de airbags, los cuales son útiles en aplicaciones de vehículos.
Problema a Resolver
Los airbags convencionales están hechos de telas tejidas revestidas. Las piezas que forman el airbag y los parches del airbag se cosen entre sí para proporcionar suficiente resistencia mecánica. Estos airbags se pueden montar, por ejemplo, uniendo entre sí una primera pieza y una segunda pieza con un adhesivo de silicona aplicado en la periferia de las piezas y cosiendo después las piezas entre sí con una o más costuras de hilo de coser. Las costuras se realizan a través del adhesivo de silicona para proporcionar suficiente impermeabilidad al gas en el momento del despliegue del airbag. Estas propiedades conducen a un proceso relativamente largo y costoso para montar los airbags, requiriéndose múltiples pasos para sellar y realizar las costuras. En la industria del automóvil existe la necesidad de mejorar la eficiencia del proceso para montar los airbags manteniendo al mismo tiempo otras propiedades de éstos.
El documento US 5.399.402 se refiere a una composición de revestimiento para airbags. El documento US
5.909.895 da a conocer un airbag formado por una lámina cubierta y una lámina refuerzo de una película de resina termoplástica y laminado al menos en una zona de unión periférica exterior del mismo con una película de resina termoplástica. El documento EP 0 851 817 describe una bolsa de gas inflable que consiste en un material compuesto textil multicapa que comprende al menos una capa de un material textil y una capa de un material polimérico cuyo intervalo de fusión es inferior al intervalo de fusión del material textil. El documento JP 06-199198 se refiere a un airbag compuesto por telas base formadas por laminación de elastómeros termoplásticos sobre una superficie de tela de fibra sintética. El documento WO 99/14082 da a conocer una protección inflable unida por adhesivo y un método para su producción. El documento US 5.782.489 describe un airbag donde las costuras se unen utilizando una combinación de adhesivo y cosido. El documento EP 0 708 163 da a conocer una lámina adhesiva adecuada para coser con adhesivo telas y similares.
SUMARIO
Un proceso para montar un airbag comprende la formación de una costura que comprende al menos dos materiales diferentes.
BREVE DESCRIPCIÓN DE LAS FIGURAS
Figura 1: muestra un airbag preparado de acuerdo con los métodos de los ejemplos de referencia 1 y 2, incluyendo un cordón de un sellante para costuras 104 y un cordón de un adhesivo de fusión en caliente 102 entre dos piezas de tela revestida 100.
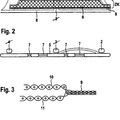
Figura 2: una realización alternativa de un airbag que incluye un segundo cordón de adhesivo de fusión en caliente 106.
Figuras 3-8: ejemplos de configuraciones alternativas de materiales en una costura.
DESCRIPCIÓN DETALLADA
Definiciones y Empleo de Términos Todas las cantidades, proporciones y porcentajes son en peso a no ser que se indique otra cosa. Para los fines de esta solicitud, los artículos ‘un’, ‘una’, ‘el’ y ‘la’ se refieren en cada caso a uno o más o a una o más. El término ‘airbag’ se refiere a un artículo inflable que se puede llenar con un gas, por ejemplo aire, y que es útil para proteger al ocupante de un vehículo en caso de un impacto.
Proceso para Montar un Airbag
Un proceso para formar una costura en un airbag implica al menos dos materiales diferentes. Los materiales se pueden diferenciar por su dureza, por su módulo o por ambos. Los materiales comprenden un sellante de costura y un adhesivo de fusión en caliente. Sin vincularse a una teoría particular, se considera que el material más cercano al exterior del airbag puede tener un módulo al menos un 0, 01% mayor que el del
material más cercano al interior del airbag; el material más cercano al exterior del airbag puede tener una dureza al menos un 0, 01% inferior a la dureza del material más cercano al interior del airbag; o los materiales pueden cumplir ambas condiciones.
Los materiales se ponen en contacto entre sí para formar la costura. Los materiales pueden tener diferentes configuraciones. Las Figuras 3-8 muestran diferentes configuraciones para los materiales, por ejemplo, cuando se utiliza un sellante de costura y un adhesivo de fusión en caliente. Por ejemplo, un cordón uniforme continuo de sellante de costura 104 y un cordón uniforme continuo de adhesivo de fusión en caliente 102 se pueden yuxtaponer alrededor del perímetro de un airbag de modo que el cordón de sellante está en el interior de un airbag y el cordón de adhesivo de fusión en caliente está en contacto con el sellante en el exterior del airbag, como muestran las Figuras 1 y 3. Alternativamente, el cordón de sellante de costura 104 y el cordón de adhesivo de fusión en caliente 102 pueden presentar forma cónica, de modo que existe más sellante de costura hacia el interior del airbag y más adhesivo de fusión en caliente hacia el exterior, como muestra la Figura 4. Alternativamente, el adhesivo de fusión en caliente 102 puede estar segmentado en formas independientes, como cordones o remaches (Figura 5) o cuadrados, paralelogramos (Figura 8) o trapezoides, con un cordón continuo de sellante de costura 102 como muestran las Figuras 5 y 8. Alternativamente, el sellante de costura 104 puede consistir en secciones triangulares discontinuas que rodean un cordón continuo en zigzag de adhesivo de fusión en caliente 102, como muestra la Figura 6. Alternativamente, tanto el sellante de costura 104 como el adhesivo de fusión en caliente 102 pueden ser discontinuos, como muestra la Figura 7. Sin vincularse a una teoría particular, se considera que un adhesivo de fusión en caliente discontinuo (por ejemplo configurado en formas independientes) con un sellante de costura continuo o discontinuo puede ofrecer la ventaja de una mejor capacidad de plegado en ciertos airbags en comparación con un airbag similar con un cordón continuo de adhesivo de fusión en caliente. Los expertos en la técnica observarán que se pueden utilizar configuraciones diferentes a las mostradas en las Figuras 3-8, o que las configuraciones mostradas en las Figuras 3-8 se pueden modificar aplicando dos composiciones a la superficie revestida de un componente del airbag en una configuración mostrada en una de las Figuras 3-8 y colocando después una segunda pieza de airbag sobre las composiciones en el proceso de montaje del airbag.
Un proceso para montar un airbag comprende:
1) aplicar una primera composición a un componente del airbag; 2) aplicar una segunda composición al mismo componente del airbag o a un componente del airbag diferente; y 3) poner en contacto la primera composición y la segunda composición y formar una costura.
La costura comprende un primer material hecho de la primera composición y un segundo material hecho de la segunda composición. El primer material se dispone hacia el interior del airbag, el segundo material se dispone hacia el exterior del airbag, estando en contacto entre sí el primer y el segundo material, siendo la primera composición una composición sellante endurecible, la segunda composición una composición de fusión en caliente, y siendo el primer material un sellante de costura y el segundo material un adhesivo de fusión en caliente.
El proceso también puede comprender opcionalmente la aplicación de un promotor de adhesión, como el ingrediente (V) descrito más abajo, al componente de airbag antes de aplicar las composiciones. El promotor de adhesión se puede aplicar por cualquier medio conveniente, por ejemplo disolviendo o dispersando el promotor de adhesión en un disolvente, como el ingrediente (VII) descrito más abajo, para formar una solución y poniendo después en contacto con la solución al menos una superficie del componente sobre el que se aplicarán una o las dos composiciones. La aplicación de la solución se puede llevar a cabo, por ejemplo, por pulverización, inmersión o a brocha.
Las composiciones se pueden aplicar al componente de airbag por cualquier medio conveniente, por ejemplo por extrusión. Las composiciones se pueden aplicar simultáneamente o de forma secuencial en cualquier orden. Alternativamente, cuando se aplica una composición sellante endurecible y una composición de fusión en caliente al mismo componente de airbag en el paso 1) , primero se puede aplicar la composición sellante endurecible y después se puede aplicar la composición de fusión en caliente en contacto con la composición sellante endurecible o separada una pequeña distancia de la composición... [Seguir leyendo]
Reivindicaciones:
1. Proceso para fabricar un airbag, que comprende:
1) aplicar una primera composición a un componente de airbag;
2) aplicar una segunda composición al mismo componente de airbag o a un componente de airbag diferente; y
3) poner en contacto la primera composición y la segunda composición y formar una costura, comprendiendo la costura un primer material producido a partir de la primera composición y un segundo material producido a partir de la segunda composición; estando el primer material situado hacia el interior del airbag, estando el segundo material situado hacia el exterior del airbag, y estando el primer material y el segundo material en contacto entre sí; caracterizado porque la primera composición es una composición sellante endurecible, la segunda composición es una composición de fusión en caliente, el primer material es un sellante de costura (104) y el segundo material en un adhesivo de fusión en caliente (102, 106) .
2. Proceso según la reivindicación 1, caracterizado porque la composición de fusión en caliente se enfría para formar el adhesivo de fusión en caliente.
3. Proceso según la reivindicación 1, caracterizado porque la composición de fusión en caliente se endurece para formar el adhesivo de fusión en caliente (102, 106) .
4. Proceso según la reivindicación 1, caracterizado porque el paso 2) se lleva a cabo mediante extrusión de un cordón de la composición de fusión en caliente junto a un cordón de la composición sellante endurecible, y el proceso comprende adicionalmente el endurecimiento de la composición de fusión en caliente.
5. Proceso según la reivindicación 1, caracterizado porque la composición de fusión en caliente se aplica en un patrón segmentado y se enfría antes del paso 3) .
6. Proceso según la reivindicación 1, caracterizado porque la composición sellante endurecible es una composición de poliorganosiloxano endurecible por reacción de hidrosililación.
7. Proceso según la reivindicación 1, caracterizado porque la composición de fusión en caliente es una composición de poliorganosiloxano endurecible por reacción de condensación.
8. Proceso según la reivindicación 1, caracterizado porque adicionalmente comprende la aplicación de una segunda composición de fusión en caliente al componente de airbag después del paso 2) y antes del paso 3) .
9. Proceso según la reivindicación 1, caracterizado porque el primer material y el segundo material se diferencian en su dureza, en su módulo o en ambos.
10. Proceso según la reivindicación 1, caracterizado porque el componente de airbag se reviste con un caucho de silicona líquido.
11. Proceso según la reivindicación 1, caracterizado porque adicionalmente comprende la aplicación de un promotor de adhesión al componente de airbag antes de aplicar la primera composición y la segunda composición.
12. Proceso según la reivindicación 1, caracterizado porque el primer material o el segundo material o ambos se producen mediante un método que incluye la disposición del producto del paso 3) sobre un sustrato caliente.
13. Airbag producido mediante un proceso según cualquiera de las reivindicaciones 1 a 12.
Figura 1
Figura 2
Figura 3
Figura 4
Figura 5
Figura 6
Figura 7
Figura 8
Patentes similares o relacionadas:
Cojín de airbag de cortina, del 24 de Junio de 2020, de IHC Co., Ltd: Cojín de airbag de cortina que comprende paneles, una parte de costura sellada para conectar los paneles, una parte de cosido cosida junto con la parte de costura […]
Tejido base para airbag que apenas causa "tocar fondo" tras una colisión, del 17 de Abril de 2019, de TOYOBO CO., LTD.: Un tejido base no revestido para airbag, en el que un valor máximo de presión interna de una tela tejida, en la medición de la permeabilidad dinámica al aire a temperatura […]
Tejido recubierto para airbag, del 6 de Febrero de 2019, de TOYOBO CO., LTD.: Un tejido recubierto para un airbag que comprende una resina de silicona recubierta sobre una superficie del textil hecho de filamentos de fibras sintéticas, […]
Reciclaje de cojín neumático de seguridad a base de poliamida, del 11 de Octubre de 2017, de RHODIA OPERATIONS: Procedimiento de fabricación de una composición de poliamida que comprende al menos una etapa de mezcla en frío o en estado fundido de un material de poliamida con un […]
Tela revestida para airbag y proceso para producir la tela revestida para airbag, del 19 de Julio de 2017, de TOYOBO CO., LTD.: Una tela revestida para airbags realizada al aplicar 20 g/m2 o menos de una resina de silicona a al menos una superficie de un textil constituido por filamentos […]
Tela recubierta para airbag, del 19 de Abril de 2017, de TOYOBO CO., LTD.: Una tela recubierta para un airbag obtenida aplicando una resina de silicona sin disolvente polimerizable por adición sobre al menos una superficie de […]
Tela revestida para airbag y método para su fabricación, del 25 de Mayo de 2016, de TOYOBO CO., LTD.: Una tela revestida para airbag obtenida por aplicación de una resina de elastómero en al menos un lado de una tela tejida hecha de fibra sintética, caracterizada por que […]
 SACO DE AIRE Y PROCEDIMIENTO PARA FABRICAR UNA TELA PARA UN SACO DE AIRE, del 1 de Diciembre de 2009, de ITG AUTOMOTIVE SAFETY TEXTILES GMBH: Saco de aire, especialmente airbag lateral destinado a un sistema de retención de personas para un vehículo automóvil, con un canto superior para fijar el saco […]
SACO DE AIRE Y PROCEDIMIENTO PARA FABRICAR UNA TELA PARA UN SACO DE AIRE, del 1 de Diciembre de 2009, de ITG AUTOMOTIVE SAFETY TEXTILES GMBH: Saco de aire, especialmente airbag lateral destinado a un sistema de retención de personas para un vehículo automóvil, con un canto superior para fijar el saco […]