Procedimiento para abrir y dosificar material fibroso.
Procedimiento para abrir y dosificar material fibroso, siendo el material fibroso suministrado,
primeramente, por unainstalación de apertura y/o mezclado (I) a un abridor dosificador desde el que, a continuación, es entregado alalimentador de copos (IV) de una carda (V) u otra máquina de procesamiento, caracterizado porque en una primeraetapa de apertura (1) el material fibroso es procesado en el abridor dosificador (D) y alimentado sin intervención de unrecorrido neumático al pozo de alimentación de una segunda etapa de apertura (2) en la cual el material fibroso esprocesado con un mismo caudal, más fino que en la primera etapa de apertura (1), siendo mantenido el nivel dellenado en el segundo pozo de alimentación (20) más o menos constante mediante el suministro desde la primeraetapa de apertura (1).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08161609.
Solicitante: TEMAFA MASCHINENFABRIK GMBH.
Nacionalidad solicitante: Alemania.
Dirección: AN DER ZINKHÜTTE 8 51469 BERGISCH GLADBACH ALEMANIA.
Inventor/es: MORGNER,JÖRG, BRUHN,MICHAEL.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- D01G21/00 TEXTILES; PAPEL. › D01 FIBRAS O HILOS NATURALES O FABRICADOS POR EL HOMBRE; HILATURA. › D01G TRATAMIENTO PRELIMINAR DE FIBRAS, p. ej. PARA LA HILATURA (bobinado o devanado, conducción o guía de napas, velos, cintas o mechas en general, potes de cintas o mechas, almacenamiento en los potes de cintas o mechas B65H; preparación de fibras para la fabricación de papel D21). › Combinaciones de máquinas, de aparatos o de procedimientos, p. ej. para el trabajo en continuo (D01G 1/06, D01G 9/12, D01G 15/46, D01G 15/94 tienen prioridad).
- D01G23/00 D01G […] › Alimentación de fibras en las máquinas; Transporte de fibras entre las máquinas (D01G 21/00 tiene prioridad; alimentaciones intermediarias en las máquinas de cardado D01G 15/40).
- D01G23/08 D01G […] › D01G 23/00 Alimentación de fibras en las máquinas; Transporte de fibras entre las máquinas (D01G 21/00 tiene prioridad; alimentaciones intermediarias en las máquinas de cardado D01G 15/40). › Dispositivos neumáticos o similares que engendran una turbulencia de aire.
- D01G9/06 D01G […] › D01G 9/00 Apertura o limpieza de fibras, p. ej. bateado del algodón (descortezado del lino o de fibras similares D01B; producción de papel secante en las máquinas de fabricación del papel D21F 11/14). › con la ayuda de elementos portadores de dientes.
- D01G9/12 D01G 9/00 […] › Combinaciones de máquinas de apertura o de limpieza.
PDF original: ES-2394673_T3.pdf
Fragmento de la descripción:
Procedimiento para abrir y dosificar material fibroso La invención se refiere a un procedimiento para abrir y dosificar material fibroso, siendo el material fibroso suministrado por medio de un pozo de alimentación de un equipo abridor, y un dispositivo para la realización del procedimiento.
En la fabricación de tela no tejida, la alimentación uniforme de material es el prerrequisito para una uniformidad elevada de la tela no tejida. Para la alimentación de las cardas se usan los así llamados alimentadores de copos que, generalmente, trabajan según el principio de doble pozo (DE 44 34 251) . Por medio de una tubería de distribución, un ventilador sopla el material fibroso, preparado como copos fibrosos por las instalaciones abridoras y de mezclado, al pozo superior de grandes dimensiones del alimentador de copos, el denominado pozo de reserva de material, en cuyo extremo inferior el material fibroso es captado mediante un cilindro de alimentación y suministrado a un cilindro abridor. Para una conducción segura, el material fibroso es apretado contra el cilindro de alimentación mediante elementos individuales, montados sobre resortes, de una concavidad de entrada, ajustándose los segmentos individuales automáticamente a la masa de material fibroso respectivo. La masa de fibras suministradas de esta manera al cilindro abridor es abierta por el cilindro abridor y transportada al pozo inferior, el verdadero pozo de alimentación para las cardas. Ello es facilitado, generalmente, por medio de una corriente de aire. En el extremo inferior del pozo de alimentación se encuentra dispuesto un cilindro de alimentación que interactúa con concavidades segmentadas cargadas por resorte, de modo que el grosor de material es palpado mediante dichas concavidades y regulado correspondientemente. Debido a que el caudal de material fibroso depende de la densidad del material, el nivel de llenado en el pozo de alimentación es, a ser posible, mantenido constante y mediante una corriente de aire se origina una compactación uniforme, a ser posible.
Para el mejoramiento de la corriente de aire de compactación en la salida del pozo de alimentación se han conocido diferentes dispositivos, por ejemplo mediante el documento EP 0 929 704. En este caso surge el problema de evacuar la corriente de aire de compactación del pozo de alimentación y separarla del material fibroso y, al mismo tiempo, obtener una compactación uniforme sobre toda la anchura del pozo de alimentación. Particularmente, en grandes producciones de la máquina de tela no tejida, que requieren, por ejemplo, una alimentación de material de más de 1.000 kg/h, los equipos conocidos son incapaces de compensar fluctuaciones correspondientes sin un cambio significativo del nivel de llenado, tanto del pozo de reserva como del pozo de alimentación, lo que produce faltas de uniformidad en la densidad del material fibroso y ejerce un efecto negativo sobre la uniformidad de la tela no tejida.
Para conseguir un flujo continuo de material para la demanda actual de las cardas de tela no tejida, ya se ha dado a conocer anteponer al alimentador de copos un abridor dosificador para, de este modo, desacoplar el alimentador de copos de las instalaciones mezcladoras y abridoras. Como por experiencia las mismas dependen de la alimentación de balas y la apertura de las mismas, el anteponer un abridor dosificador delante del alimentador de copos aumenta considerablemente la seguridad de funcionamiento (folleto de Trützschler "Technologie Scanfeed TF Beschickung Dosieröffner FD - S") . Dicho abridor dosificador se compone de un pozo de llenado de grandes dimensiones al cual es soplado el material fibroso proveniente de las instalaciones de mezclado y abridoras. Mediante barreras fotoeléctricas se controlan el nivel de llenado y la demanda de material respectivo para requerirla de las instalaciones de mezclado y abridoras. Sin embargo, dicho abridor dosificador no es apropiado para grandes caudales de material fibroso, debido a que, si bien ahorra espacio, su construcción en altura que condiciona las fluctuaciones de material que se producen en función de las instalaciones de mezclado y apertura antepuestos, surgen grandes diferencias de nivel que conducen a densidades no uniformes del material fibroso. La corriente de aire previsto para la compensación de las variaciones de nivel es incapaz de compensar las fluctuaciones del nivel y, consecuentemente, las fluctuaciones de densidad.
El objetivo de la invención es crear un procedimiento y un dispositivo para posibilitar una fabricación uniforme de tela no tejida, particularmente frente a grandes caudales de material, incluso también con fluctuaciones en la preparación del material.
La invención se basa en la conclusión de que una fabricación uniforme de tela no tejida está condicionada, en primer término, por la alimentación continua de material fibroso de igual densidad. Para ello, por un lado, es necesaria, a ser posible, una desagregación fina, porque el material fibroso desagregado finamente puede ser mejor distribuido y también es, debido a la desagregación fina, de densidad más uniforme. Por otra parte, la densidad es influenciada negativamente por fluctuaciones más pronunciadas del nivel de llenado, no compensadas suficientemente debido a la conducción compleja de la corriente de aire de compactación. El objetivo de la invención se consigue gracias a las características de las reivindicaciones 1 y 4.
El material fibroso es muy bien desagregado mediante la apertura en dos etapas, presentándose, además, un tipo de estiraje o adelgazamiento del material fibroso. También de este modo se homogeniza la densidad del material fibroso. Debido a la gran superficie de sección transversal del pozo de alimentación antepuesto a la primera etapa
abridora se consigue con un nivel de llenado bajo un almacenamiento cuantioso y se evitan grandes variaciones en el nivel de llenado. Debido a la prescindencia de recorridos de transporte neumáticos se requiere para la segunda etapa de apertura sólo un pozo de llenado sustancialmente más pequeño que, de acuerdo con la necesidad de alimentación de la máquina subsiguiente, puede ser controlado de manera muy precisa. Se evitan los retardos como los que se producen por la intercalación de medios neumáticos de transporte. De este modo, el nivel de llenado en el segundo pozo de alimentación subsiguiente puede ser mantenido constante de manera muy exacta. Debido al permanente nivel de llenado constante bajo en el segundo pozo de alimentación, también se mantiene constante y ampliamente reducida la compactación del material fibroso. De este modo se evitan de manera sencilla corrientes de aire de compactación complicadas para la compensación de fluctuaciones de densidad.
El dispositivo para la realización del procedimiento presenta dos etapas de apertura dispuestas una encima de la otra. De esta manera se consiguen ahorros considerables de espacio pese a las grandes cantidades de reserva. Los equipos neumáticos de transporte son prescindibles y se eliminan los retardos condicionados por el transporte.
Otros detalles de la invención se describen mediante los dibujos. Muestran:
La figura 1, una instalación convencional de apertura y preparación para la fabricación de telas no tejidas;
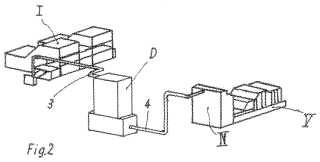
la figura 2, una instalación con el abridor dosificador según la invención;
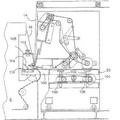
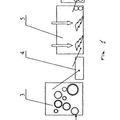
la figura 3, una sección transversal a través del abridor dosificador según la invención.
En la figura 1 se muestra una instalación convencional para la preparación del material fibroso para la fabricación de telas no tejidas. El material fibroso presentado en forma de balas es abierto por medio de una instalación abridora y mezcladora I y arrojado sobre una cinta transportadora y, a continuación, llevado al abridor mezclador II mediante el cual el material fibroso experimenta una primera desagregación y un mezclado adicional. El material fibroso llega del abridor mezclador II al abridor fino III en el cual experimenta una desagregación fina. A través de tuberías 4, el material fibroso llega, finalmente, al alimentador de pozo de llenado IV desde el cual es alimentada la carda V. Cada una de las máquinas II, III, IV presenta un pozo de llenado estrecho y alto que sirve como intermediario para compensar fluctuaciones en el suministro mediante las máquinas abridoras mezcladoras I. Están conectadas entre sí mediante equipos neumáticos de transporte. Si bien la altura constructiva de los pozos de llenado necesaria para un volumen de reserva suficiente impresiona como ahorrativa de superficie de base es, sin embargo, desfavorable que en fluctuaciones del suministro de material se produzcan grandes diferencias de densidad debidas a la columna de material, en particular en la alimentación... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para abrir y dosificar material fibroso, siendo el material fibroso suministrado, primeramente, por una instalación de apertura y/o mezclado (I) a un abridor dosificador desde el que, a continuación, es entregado al alimentador de copos (IV) de una carda (V) u otra máquina de procesamiento, caracterizado porque en una primera etapa de apertura (1) el material fibroso es procesado en el abridor dosificador (D) y alimentado sin intervención de un recorrido neumático al pozo de alimentación de una segunda etapa de apertura (2) en la cual el material fibroso es procesado con un mismo caudal, más fino que en la primera etapa de apertura (1) , siendo mantenido el nivel de llenado en el segundo pozo de alimentación (20) más o menos constante mediante el suministro desde la primera etapa de apertura (1) .
2. Procedimiento según la reivindicación 1, caracterizado porque la masa de material fibroso en la segunda etapa de apertura (2) es estirada (adelgazada) respecto de la primera etapa de apertura (1) .
3. Procedimiento según una de las reivindicaciones 1 o 2, caracterizado porque la entrega del material fibroso a la segunda etapa de apertura (2) es controlada en función de la demanda de la máquina de procesamiento (IV, V) subsiguiente a alimentar.
4. Dispositivo para abrir y dosificar material fibroso, alimentado mediante un pozo de alimentación por una instalación abridora y/o mezcladora (I) y que suministra el material fibroso elaborado por el mismo a un alimentador de copos (IV) de una carda (V) u otra máquina de procesamiento, caracterizado por un primer equipo abridor (1) que tiene antepuesto un pozo de alimentación (10) de gran volumen que entrega el material fibroso a un pozo de alimentación
(20) de un volumen varias veces menor que suministra el material fibroso a un segundo equipo abridor (2) , estando los dos equipos abridores con sus respectivos pozos de alimentación dispuestos uno encima del otro, y por un equipo de control que mantiene más o menos constante el nivel de llenado del segundo pozo de alimentación (20) .
5. Dispositivo según la reivindicación 4, caracterizado porque el primer equipo abridor (1) está configurado como unidad de preapertura (11, 12, 13) que suministra el material fibroso directamente al segundo pozo de alimentación (20) sin intercalación de un recorrido neumático.
6. Dispositivo según una de las reivindicaciones 4 o 5, caracterizado porque la sección transversal del pozo de alimentación (10) antepuesto al primer equipo abridor (1) es en un múltiplo más grande que la sección transversal del pozo de alimentación (20) antepuesto al segundo equipo abridor (2) .
7. Dispositivo según una o varias de las reivindicaciones 4 a 6, caracterizado porque el pozo de alimentación (10) presenta aproximadamente igual anchura que el pozo de alimentación (20) .
8. Dispositivo según una o varias de las reivindicaciones 4 a 7, caracterizado porque la profundidad (T2) del segundo pozo de alimentación (20) es menor que la mitad de la profundidad (T1) del primer pozo de alimentación (10) .
9. Dispositivo según una o varias de las reivindicaciones 4 a 8, caracterizado porque la profundidad (T1) es aproximadamente 2, 5 a 3, 5 veces la profundidad (T2) .
10. Dispositivo según una de las reivindicaciones 4 o 9, caracterizado porque la altura del pozo de alimentación (10) de la primera etapa de apertura (1) es, aproximadamente, 3 a 4 veces la altura del pozo de alimentación (20) de la segunda etapa de apertura (2) .
11. Dispositivo según una o varias de las reivindicaciones 4 a 10, caracterizado porque el segundo equipo abridor (2) está configurado como unidad abridora fina (21, 22, 23) .
12. Dispositivo según una o varias de las reivindicaciones 4 a 11, caracterizado porque con una misma cantidad de suministro, la velocidad de suministro de la unidad de apertura fina (21, 22, 23) es mayor que la de la unidad de preapertura (11, 12, 13) , de modo que tiene lugar un estiraje (adelgazamiento) del flujo de material fibroso.
13. Dispositivo según la reivindicación 4, caracterizado porque el equipo de control controla el suministro desde el primer equipo abridor (11, 12, 13) en función del nivel de llenado del segundo pozo de alimentación (20) .
14. Dispositivo según una o varias de las reivindicaciones 4 a 13, caracterizado porque el primer equipo abridor (11, 12, 13) presenta dos rodillos de alimentación (11, 12) interactuantes y un rodillo preabridor (13) .
15. Dispositivo según una o varias de las reivindicaciones 4 a 14, caracterizado porque el rodillo preabridor (13) está equipado de púas cónicas.
16. Dispositivo según una o varias de las reivindicaciones 4 a 15, caracterizado porque los rodillos de alimentación (11, 12; 21, 22) presentan revestimientos engranantes variables en su contacto.
17. Dispositivo según la reivindicación 16, caracterizado porque los rodillos de alimentación (11, 12; 21, 22) presentan conjuntos de regletas.
18. Dispositivo según una o varias de las reivindicaciones 4 a 17, caracterizado porque la segunda unidad abridora (21, 22, 23) presenta un cilindro abridor (23) equipado de un revestimiento de agujas o dientes de sierra.
Patentes similares o relacionadas:
APARATO PARA FORMACIÓN DE NAPA ENROLLADA DE FIBRA TEXTIL PARA LA FABRICACIÓN DE RELLENO DE ALMOHADAS, del 26 de Junio de 2017, de MASIAS MAQUINARIA, SL: 1. Aparato para fabricación de napa enrollada de fibra textil para la fabricación de relleno de almohadas que comprende: - un dispositivo suministrador de napa que […]
 Máquina de plisado textil, del 1 de Febrero de 2013, de V-LAP PTY. LTD: Una máquina de plisado textil para confeccionar bandas fibrosas plegadas, que comprende un conjunto depeine que incluye medios de accionamiento […]
Máquina de plisado textil, del 1 de Febrero de 2013, de V-LAP PTY. LTD: Una máquina de plisado textil para confeccionar bandas fibrosas plegadas, que comprende un conjunto depeine que incluye medios de accionamiento […]
DISPOSITIVO PARA CONTROLAR LAS FIBRAS TEXTILES QUE FLOTAN ENTRE LOS CILINDROS DE ESTIRADO EN UNA MAQUINA DE PEINAR., del 1 de Noviembre de 2004, de FRATELLI MARZOLI & C. S.P.A.: DISPOSITIVO PARA CONTROLAR LAS FIBRAS TEXTILES QUE FLOTAN A TRAVES DE LOS CILINDROS ESTIRADORES DE UNA PEINADORA MECANICA. CONSTA DE VARIOS CILINDROS ESTIRADORES […]
INSTALACION DE TRATAMIENTO DE FIBRAS., del 1 de Julio de 2003, de AUTEFA MASCHINENFABRIK GMBH: Instalación de tratamiento de fibras para la fabricación de productos no tejidos , caracterizada porque la instalación de tratamiento de fibras posee […]
PROCESO DE REALIZACION DE UNA CINTA COMPUESTA DE FIBRAS MINERALES Y DE FIBRAS ORGANICAS Y CINTA ASI REALIZADA, del 1 de Noviembre de 1998, de VALEO: PROCESO DE REALIZACION SEGUN LA FIGURA 2, DE UNA CINTA COMPUESTA DE FIBRAS MINERALES Y DE FIBRAS ORGANICAS QUE CONSISTEN EN INTRODUCIR EN UN CONDENSADOR, POR UNA PARTE, […]
SISTEMA PARA EL CARDADO DE FIBRAS TEXTILES, del 16 de Febrero de 1998, de FONDERIE OFFICINE RIUNITE F.O.R. ING. GRAZIANO DI L. GRAZIANO & C. S.A.S.: SISTEMA PARA EL CARDADO DE FIBRAS TEXTILES QUE COMPRENDE UNA PRIMERA Y UNA SEGUNDA MAQUINA DE CARDADO Y UN SISTEMA DE ESTRATIFICACION DISPUESTO ENTRE LA ZONA […]
PROCEDIMIENTO PARA LA PREPARACION DE FIBRAS ESCLERENQUIMATOSAS, PARTICULARMENTE LINO., del 1 de Noviembre de 1997, de WINDI WINDERLICH GMBH: LAS FIBRAS DE ESCLERENQUIMA, EN PARTICULAR LINO, SON PROCESADAS MECANICAMENTE PARA FORMAR UNA BANDA DE FIBRAS. LAS FIBRAS ESTAN ORIENTADAS […]
 PROCEDIMIENTO DE TRATAMIENTO DE FIBRAS DE LINO, del 16 de Abril de 2009, de MAXIMOV, VLADIMIR VLADIMIROVICH
NUSENBAUM, VYVYAN JUSTIN: Procedimiento para el tratamiento de fibras de lino, consiste en el lavado, la apertura y el algodonado de las fibras, y se caracteriza por un enriado […]
PROCEDIMIENTO DE TRATAMIENTO DE FIBRAS DE LINO, del 16 de Abril de 2009, de MAXIMOV, VLADIMIR VLADIMIROVICH
NUSENBAUM, VYVYAN JUSTIN: Procedimiento para el tratamiento de fibras de lino, consiste en el lavado, la apertura y el algodonado de las fibras, y se caracteriza por un enriado […]