Válvula de inyección y procedimiento de fabricación de la misma.
Válvula de inyección, en particular para instalaciones de inyección de combustible de motores de combustión interna en automóviles,
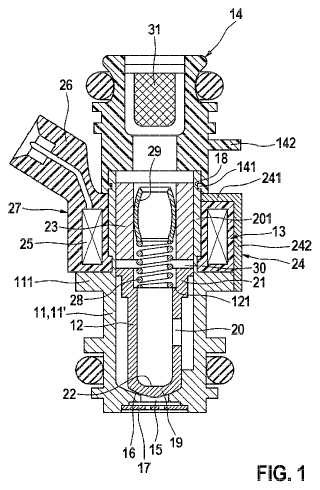
con un soporte de asiento de la válvula (11), en la que el soporte de asiento de la válvula (11) presenta un asiento de válvula (16), con una aguja de válvula (12) dispuesta en el soporte de asiento de la válvula (11) y guiada de forma desplazable, con un electroimán (13) para la activación de la carrera de la aguja de la válvula (12), en la que el electroimán (13) presenta un núcleo magnético (23) cilíndrico hueco interior, una cazoleta magnética exterior (24), una bobina magnética (25) conectada en un conector de enchufe (26) y un inducido magnético (21) axialmente opuesto al núcleo magnético (23), en la que el inducido magnético (21) está dispuesto en el extremo de la aguja de la válvula (12) alejado del asiento de la válvula (16), caracterizada porque el soporte de asiento de la válvula (11) está fabricado como componente de una sola pieza y porque el soporte de asiento de la válvula (11) presenta al menos una primera zona (91) y una segunda zona (92), en la que el soporte de asiento de la válvula (11) está fabricado en la primera zona (91) esencialmente de un primer material magnético y en la segunda zona (92) esencialmente de un segundo material no magnético, en la que el soporte de asiento de la válvula (11) está fabricado como pieza moldeada por inyección de metal (MIM)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E10178585.
Solicitante: ROBERT BOSCH GMBH.
Nacionalidad solicitante: Alemania.
Dirección: POSTFACH 30 02 20 70442 STUTTGART ALEMANIA.
Inventor/es: MAIER, DIETER.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- F02M51/06 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F02 MOTORES DE COMBUSTION; PLANTAS MOTRICES DE GASES CALIENTES O DE PRODUCTOS DE COMBUSTION. › F02M ALIMENTACION EN GENERAL DE LOS MOTORES DE COMBUSTION CON MEZCLAS COMBUSTIBLES O CONSTITUYENTES DE LAS MISMAS. › F02M 51/00 Aparatos de inyección de combustible caracterizados por estar operados eléctricamente. › Inyectores particulares a este efecto.
- F02M61/16 F02M […] › F02M 61/00 Inyectores de combustible no cubiertos en los grupos F02M 39/00 - F02M 57/00 o F02M 67/00. › Detalles no cubiertos por, o con un interés distinto que, los aparatos de los grupos F02M 61/02 - F02M 61/14.
PDF original: ES-2382692_T3.pdf
Fragmento de la descripción:
Válvula de inyección y procedimiento de fabricación de la misma.
Estado de la técnica
La invención parte de una válvula de inyección, en particular para instalaciones de inyección de combustible de motores de combustión interna en automóviles, de acuerdo con el preámbulo de la reivindicación 1 o bien de un procedimiento para la fabricación de una válvula de inyección de acuerdo con el preámbulo de la reivindicación 9.
Tales válvulas de inyección se conocen, en general. Por ejemplo, se conoce a partir de la publicación DE 10 2004 058 803 A1 una válvula de inyección con un soporte de asiento de la válvula, con un asiento de válvula que rodea un orificio de válvula y que se encuentra en el extremo del soporte de asiento de la válvula, con una aguja de válvula dispuesta coaxialmente en el soporte de asiento de la válvula y desplazable axialmente, que lleva en su extremo de aguja dirigido hacia el asiento de la válvula un miembro de cierre de la válvula que colabora con el asiento de la válvula para cerrar y liberar el orificio de la válvula, con un electroimán para la activación de la carrera de la aguja de la válvula, que presenta un núcleo magnético cilíndrico hueco interior, una cazoleta magnética exterior, una boina magnética intercalada conectada en un conector de enchufe y un inducido magnético axialmente opuesto al núcleo magnético, que está dispuesto en el extremo de la aguja de la válvula que está alejado del miembro de cierre de la válvula, en el que el orificio de la válvula y el asiento de la válvula están configurados en el propio soporte del asiento de la válvula de una sola pieza, en el que la guía desplazable axialmente de la aguja de la válvula está dirigida hacia el soporte del asiento de la válvula, de manera que la bobina magnética y el conector de enchufe estén reunidos en una pieza de bobina separada rodeada por fundición de plástico.
Publicación de la invención
La válvula de inyección de acuerdo con la invención según la reivindicación 1 así como según las reivindicaciones dependientes y el procedimiento de acuerdo con la invención para la fabricación de una válvula de inyección según la figura 8 así como según las reivindicaciones dependientes tienen, frente al estado de la técnica, la ventaja de que el soporte de asiento de la válvula está fabricado en un componente de una sola pieza y, por lo tanto, no son necesarios procesos de unión. En particular, no es necesaria ninguna unión soldada, de manera que se evita una deformación en virtud de la actuación de calor.
Adicionalmente a esta ventaja, a través de la fabricación de un componente de una sola pieza, que está constituido esencialmente de un material magnético y de un material no magnético (mencionado a continuación como separación magnética o estrangulamiento magnético) (en adelante llamado también como elemento de 2 componentes o bien elemento de 3 componentes) , se consigue una fuerza magnética comparativamente alta para la activación de la carrera de la aguja de la válvula. Además, solamente se requiere un espacio de construcción reducido para el asiento de la válvula, el soporte del asiento de la válvula y la separación magnética. Además, se puede conseguir un desarrollo comparativamente redondo de una conducción de la aguja desde arriba hacia abajo. En general, de acuerdo con la invención, es posible adaptar diferentes zonas del soporte de asiento de la válvula con respecto a su material en gran medida de una manera óptima a sus cometidos respectivos a cumplir y a pesar de todo garantizar a través de la disposición de una sola pieza una posibilidad de fabricación económica así como evitar los inconvenientes de procesos de unión (como la reducción de la exactitud dimensional) .
De acuerdo con la invención, está previsto que el soporte de asiento de la válvula esté fabricado como pieza MIM (Moldeo por Inyección de Metal) . De esta manera, se puede fabricar una válvula de inyección de acuerdo con la invención con las ventajas mencionadas por medio de procedimientos de fundición por inyección conocidos, en particular con tecnología MIM, de una manera sencilla y económica. En particular, es posible que los taladros de inyección sean generados ya durante la conformación del elemento de 2-L o bien del elemento de 3-K.
Las configuraciones y desarrollos ventajosos de la invención se pueden deducir a partir de las reivindicaciones dependientes así como de la descripción con referencia a los dibujos.
De acuerdo con un desarrollo preferido, está previsto que el soporte de asiento de la válvula esté fabricado en la zona del asiento de la válvula esencialmente del primer material. Además, el soporte de asiento de la válvula está fabricado en el extremo axialmente opuesto al asiento de la válvula del segundo material (separación magnética) . De esta manera se puede conseguir una fuerza magnética comparativamente alta para la activación de la carrera de la aguja de la válvula en el tipo de construcción de una sola pieza del soporte de asiento de la válvula y el asiento de la válvula.
De acuerdo con otro desarrollo preferido, está previsto que el soporte de asiento de la válvula presenta unos taladros de inyección en la zona del asiento de la válvula. Puesto que los taladros de inyección se practican en el asiento de la válvula, no es necesario ya un encolado, por ejemplo, de un disco perforado de inyección y se ahorra un proceso de fabricación.
De acuerdo con otros desarrollos preferidos, está previsto que los taladros de inyección sean perforados después de la conformación en el asiento de la válvula o que los taladros de inyección sean fabricados por medio de un procedimiento por láser o bien por medio de un procedimiento de erosión. De esta manera, es posible que los taladros de inyección sean practicados en esta zona también sólo después de la conformación del soporte de asiento de la válvula y sean fabricados por medio de tecnologías conocidas.
De acuerdo con otro desarrollo preferido, está previsto que una superficie del soporte de asiento de la válvula dirigida hacia la aguja de la válvula esté endurecida en la zona del asiento de la válvula por medio de un procedimiento de nitrificación o de un procedimiento de recubrimiento de la superficie. A través de este endurecimiento se mejora en una medida comparativamente considerable la obturación del asiento de la válvula así como la guía de la aguja del asiento de la válvula. Para el endurecimiento se pueden emplear procedimientos de endurecimiento conocidos. Además, se mejora en una medida comparativamente considerable la resistencia al desgaste.
De acuerdo con otro desarrollo preferido, está previsto que el soporte de asiento de la válvula esté fabricado como elemento de 3-K y en la zona del asiento de la válvula esté fabricado esencialmente de un tercer material, en el que el tercer material presenta una dureza comparativamente grande. A través de la fabricación de un soporte de asiento de la válvula de tres materiales (técnica MIM de 3 componentes) es posible prescindir de procedimientos de endurecimiento posteriores del asiento de la válvula y reducir el proceso de fabricación. El primer material está dispuesto en este caso entre la zona del asiento de la válvula y la zona del estrangulamiento magnético.
Otro objeto de la invención es un procedimiento para la fabricación de una válvula de inyección de acuerdo con la reivindicación 8. El soporte de asiento de la válvula se fabrica en un componente de una sola pieza y no son necesarios procesos de unión. En particular, no es necesaria ninguna unión soldada, de manera que se evita una deformación en virtud de la actuación de calor. Adicionalmente a esta ventaja, a través de la fabricación de un componente de una sola pieza, que presenta esencialmente un material magnético y un material no magnético, se consigue una fuerza magnética comparativamente alta para la activación de la carrera de la aguja de la válvula.
Además, solamente es necesario un espacio de construcción comparativamente reducido para el asiento de la válvula, el soporte del asiento de la válvula y la separación magnética. Además, se puede conseguir una marcha comparativamente concéntrica de la guía de la aguja desde arriba hacia abajo. Puesto que los taladros de inyección son practicados directamente en el asiento de la válvula, no es necesario ya un encolado por ejemplo de un disco perforado de inacción y se ahorra un proceso de fabricación. La fabricación por medio de tecnología... [Seguir leyendo]
Reivindicaciones:
1. Válvula de inyección, en particular para instalaciones de inyección de combustible de motores de combustión interna en automóviles, con un soporte de asiento de la válvula (11) , en la que el soporte de asiento de la válvula
(11) presenta un asiento de válvula (16) , con una aguja de válvula (12) dispuesta en el soporte de asiento de la válvula (11) y guiada de forma desplazable, con un electroimán (13) para la activación de la carrera de la aguja de la válvula (12) , en la que el electroimán (13) presenta un núcleo magnético (23) cilíndrico hueco interior, una cazoleta magnética exterior (24) , una bobina magnética (25) conectada en un conector de enchufe (26) y un inducido magnético (21) axialmente opuesto al núcleo magnético (23) , en la que el inducido magnético (21) está dispuesto en el extremo de la aguja de la válvula (12) alejado del asiento de la válvula (16) , caracterizada porque el soporte de asiento de la válvula (11) está fabricado como componente de una sola pieza y porque el soporte de asiento de la válvula (11) presenta al menos una primera zona (91) y una segunda zona (92) , en la que el soporte de asiento de la válvula (11) está fabricado en la primera zona (91) esencialmente de un primer material magnético y en la segunda zona (92) esencialmente de un segundo material no magnético, en la que el soporte de asiento de la válvula (11) está fabricado como pieza moldeada por inyección de metal (MIM) .
2. Válvula de inyección de acuerdo con la reivindicación 1, caracterizada porque el soporte de asiento de la válvula
(11) está fabricado en la zona del asiento de la válvula (16) esencialmente del primer material.
3. Válvula de inyección de acuerdo con una de las reivindicaciones anteriores, caracterizada porque el soporte de asiento de la válvula (11) presenta taladros de inyección (69) en la zona del asiento de la válvula (16) .
4. Válvula de inyección de acuerdo con una de las reivindicaciones anteriores, caracterizada porque los taladros de inyección (69) están perforados en el asiento de la válvula (16) .
5. Válvula de inyección de acuerdo con una de las reivindicaciones 1, 2 ó 3 ó 4, caracterizada porque los taladros de inyección (69) están fabricados por medio de un procedimiento por láser o de un procedimiento por erosión.
6. Válvula de inyección de acuerdo con una de las reivindicaciones anteriores, caracterizada porque una superficie del soporte de asiento de la válvula (11) dirigida hacia la aguja de la válvula (12) está endurecida en la zona del asiento de la válvula (16) por medio de un procedimiento de nitrificación o de un procedimiento de recubrimiento de la superficie.
7. Válvula de inyección de acuerdo con la reivindicación 1, caracterizada porque el soporte de asiento de la válvula
(11) en la zona de asiento de la válvula (16) está fabricado esencialmente de un tercer material, en la que el tercer material presenta una dureza comparativamente mayor.
8. Procedimiento para la fabricación de una válvula de inyección, en el que en un soporte de asiento de la válvula
(11) con un asiento de la válvula (16) está guiada de forma desplazable una aguja de la válvula (12) , en el que la aguja de válvula (12) es activada a través de un electroimán (13) , en el que el electroimán (13) está fabricado a partir de un núcleo magnético (23) cilíndrico hueco interior, una cazoleta magnética exterior (24) , una bobina magnética
(25) conectada en un conector de enchufe (26) y un inducido magnético (21) axialmente opuesto al núcleo magnético (23) , en el que el inducido magnético (21) está dispuesto en el extremo de la aguja de la válvula (12) que está alejado del asiento de la válvula (16) , caracterizado porque el soporte de asiento de la válvula (11) se fabrica en una primera zona (91) esencialmente de un primer material magnético y en una segunda zona (92) esencialmente de un segundo material no magnético, y porque el soporte de asiento de la válvula (11) se fabrica como componente de una sola pieza por medio de un procedimiento MIM.
9. Procedimiento de acuerdo con la reivindicación 8, caracterizado porque el soporte de asiento de la válvula (11) se fabrica en la zona del asiento de la válvula (16) esencialmente de un tercer material, en el que el tercer material presenta una dureza comparativamente grande.
Patentes similares o relacionadas:
Accionador eléctrico de un equipo de válvula, del 11 de Marzo de 2020, de Kendrion (Villingen) GmbH: Accionador electromagnético de un equipo de válvula, en particular en un sistema de raíl común de un automóvil, con un inducido dispuesto dentro de […]
Actuador, del 31 de Mayo de 2017, de ROBERT BOSCH GMBH: Actuador , que comprende una carcasa , una bobina , un inducido que coopera con un taqué y un resorte , donde la placa del inducido […]
Aparato de motor, del 3 de Agosto de 2016, de YANMAR CO., LTD: Aparato de motor que comprende un purificador de gases de escape configurado para purificar gases de escape de un motor y montado en […]
 Armadura de electroimán para válvula de inyección, del 12 de Agosto de 2015, de ROBERT BOSCH GMBH: Armadura de electroimán para una válvula de inyección que comprende:
- al menos una zona magnética y al menos una zona no magnética,
- estando […]
Armadura de electroimán para válvula de inyección, del 12 de Agosto de 2015, de ROBERT BOSCH GMBH: Armadura de electroimán para una válvula de inyección que comprende:
- al menos una zona magnética y al menos una zona no magnética,
- estando […]
Dispositivo para inyectar combustible, del 27 de Septiembre de 2013, de ROBERT BOSCH GMBH: Dispositivo para inyectar combustible, que comprende - un cuerpo de válvula , - una aguja de válvula que se abre hacia fuera, la cual […]
 SISTEMA DE INYECCION ELECTRONICA PARA PEQUEÑOS MOTORES DE GASOLINA, del 29 de Julio de 2013, de DUASO PARDO, Javier: El sistema de inyección electrónica para pequeños motores de gasolina comprende un dispositivo farmacia por un inyector para cerrar o abrir el flujo de gasolina inyectada, […]
SISTEMA DE INYECCION ELECTRONICA PARA PEQUEÑOS MOTORES DE GASOLINA, del 29 de Julio de 2013, de DUASO PARDO, Javier: El sistema de inyección electrónica para pequeños motores de gasolina comprende un dispositivo farmacia por un inyector para cerrar o abrir el flujo de gasolina inyectada, […]
EXTRUCTURA PARA PREPARAR PARTICULARMENTE PRODUCTOS EXTRUIDOS CURVADOS, del 16 de Junio de 2007, de ROBERT BOSCH GMBH: Una extrusora para producir productos extrudidos curvados que incluye un molde dispuesto sobre un contra-larguero o contra-viga (opuesto) del dado de la extrusora para […]
 INYECTOR, del 16 de Mayo de 2011, de ROBERT BOSCH GMBH: Inyector para inyectar combustible en una cámara de combustión de un motor de combustión interna, con un espacio interior unido permanentemente a una fuente de alta presión para […]
INYECTOR, del 16 de Mayo de 2011, de ROBERT BOSCH GMBH: Inyector para inyectar combustible en una cámara de combustión de un motor de combustión interna, con un espacio interior unido permanentemente a una fuente de alta presión para […]