Tornillo sinfín para extrusores y su proceso de producción, y elemento de caucho para neumáticos y su proceso de producción.
Un tornillo sinfín (12) para uso en un extrusor (10) para llevar un material de caucho suministrado desde unapuerta (13s) de la tolva en la parte trasera del cilindro (11) del extrusor por el tornillo sinfín,
moldeándolo con unasección de forma predeterminada y extruyéndolo desde una boquilla (15) acoplada al extremo del cilindro (11), pormedio de lo cual la altura de una costilla (12z) situada debajo de la puerta (13s) de la tolva se hace menor que laaltura de una costilla (12a) en el lado de aguas abajo, caracterizado porque la altura de la costilla (12z) varíacontinuamente en una dirección periférica un ángulo de rotación predeterminado del tornillo sinfín (12), y dichoángulo de rotación predeterminado es un ángulo que comienza con 90º antes de una posición en la que la altura dela costilla es la más baja, y que termina 90º después de la posición en la que la altura de la costilla es la más baja, yel diámetro de dicha costilla (12z) situada debajo de la puerta (13s) de la tolva se hace de un 2% a un 6% menor queel diámetro del tornillo sinfín (12).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/JP2003/007112.
Solicitante: KABUSHIKI KAISHA BRIDGESTONE.
Nacionalidad solicitante: Japón.
Dirección: 10-1, KYOBASHI 1-CHOME CHUO-KU, TOKYO 104-8340 JAPON.
Inventor/es: SHIMADA,GOU KABUSHIKI KAISHA BRIDGESTONE.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C47/60
PDF original: ES-2396332_T3.pdf
Fragmento de la descripción:
Tornillo sinfín para extrusores y su proceso de producción, y elemento de caucho para neumáticos y su proceso de producción.
Antecedentes del invento Campo de invención El presente invento se refiere a un tornillo sinfín para uso en extrusores y, particularmente, a la estructura de un tornillo sinfín para reducir la pulsación de un producto extruido y su proceso de producción.
Descripción de la técnica anterior
En la técnica anterior, para fabricar un elemento de caucho cuya sección requiere una forma predeterminada, tal como una banda de rodadura o un costado de un neumático, generalmente se usa un extrusor que comprende un tornillo sinfín. Por ejemplo, en el paso de extruir una banda de rodadura de neumático se calienta un material de caucho amasado y mezclado para bandas de rodadura con un cilindro de precalentamiento para ser ablandado, suministrado a la tolva 51 de un extrusor 50 mostrado en la Figura 3, llevado al extremo de un cilindro 53 y extruido desde la boquilla 55 de una cabeza 54, aplicada al extremo del cilindro 53 mediante un tornillo sinfín 52, para ser moldeado con una forma de sección predeterminada, enfriado y cortado en la longitud requerida.
Sin embargo, cuando el anterior extrusor 50 tiene generalmente una longitud corta (L/D) , la forma del material de caucho para ser moldeado es fácilmente afectada por la revolución del tornillo sinfín 52. Por lo tanto, cuando se aumenta la velocidad de extrusión (velocidad de salida) cambiando la estructura del tornillo sinfín, la pulsación debida a la entrega se hace grande.
Por ejemplo, cuando un tornillo sinfín 62 de alta velocidad de salida que tiene una estructura de doble paso en conjunto y solamente se usa una estructura de un paso en el lado de la puerta 51s de la tolva, como se muestra en la Figura 4, la velocidad de salida se hace mayor que en la técnica anterior. Sin embargo, como todo el material de caucho suministrado por la parte de estructura de un paso es empujado al interior del cilindro 53, un cambio en la presión aplicada desde el material de caucho a la parte de costilla 62F de tornillo sinfín 62 se hace grande en la proximidad de la puerta 51s de la tolva. Por lo tanto, la pulsación del producto extruido entregado A se hace grande, lo que de este modo aumenta la fluctuación de la anchura.
Especialmente cuando el producto extruido es una banda de rodadura, la anterior fluctuación de la anchura ejerce una influencia negativa sobre la uniformidad y equilibrio de los neumáticos. Por lo tanto, es conveniente el desarrollo de un tornillo sinfín capaz de suprimir la pulsación cuando la velocidad de extrusión aumenta. Las especificaciones de la patente GB 872.043 proponen un diseño de tornillo sinfín de extrusión, en el que en un lugar debajo de la tolva, cada paso del tornillo sinfín está provisto de una única ranura a lo largo de su reborde.
Es un objeto del presente invento, el cual ha sido realizado teniendo en cuenta el mencionado problema de la técnica anterior para proporcionar un tornillo sinfín para extrusores capaz de reducir la pulsación de un producto extruido a la vez que se mantiene una alta velocidad de salida.
Resumen del invento El problema se resuelve mediante el tornillo sinfín de acuerdo con la reivindicación 1. Las realizaciones posteriores son el objeto de las reivindicaciones dependientes.
También se ha incluido un proceso de referencia para la producción de un tornillo sinfín para uso en un extrusor para llevar un material de caucho suministrado desde una puerta de la tolva en la parte trasera del cilindro del extrusor mediante el tornillo sinfín, a moldearlo en una sección de forma predeterminada y a extruirlo desde una boquilla aplicada en el extremo del cilindro, comprendiendo el proceso el corte de una parte periférica del tornillo sinfín, de modo que la altura de una costilla situada debajo de la puerta de la tolva del tornillo sinfín en los extrusores existentes llegue a ser del 2% al 6% menor que el diámetro del tornillo sinfín.
Se incluye también un proceso de referencia para la producción de un elemento de caucho de neumático con una fluctuación en la anchura de 1, 5 mm o menor mediante el uso del tornillo sinfín de acuerdo con la reivindicación 1. Las realizaciones posteriores son el objeto de las reivindicaciones dependientes.
Breve descripción de los dibujos La Figura 1 es un diagrama que muestra la constitución de un extrusor de acuerdo con una realización del presente invento;
las Figuras 2 (A) y 2 (B) son vistas parciales ampliadas de un tornillo sinfín para uso en el extrusor de acuerdo con la realización del presente invento;
la Figura 3 es un diagrama que muestra la constitución de un extrusor de la técnica anterior;
la Figura 4 es un diagrama que muestra la constitución de un tornillo sinfín para uso en un extrusor que tiene una alta velocidad de salida; y
la Figura 5 es un diagrama para explicar la fluctuación de la anchura de un producto extruido.
Descripción detallada de la realización preferida A continuación se describe una realización preferida del presente invento haciendo referencia a los dibujos que se acompañan.
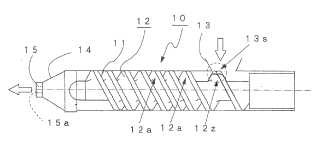
La Figura 1 es un diagrama de un extrusor 10 que tiene un tornillo sinfín para extrusores de acuerdo con una realización del presente invento. La referencia número 11 representa un cilindro como contenedor, la 12 representa un tornillo sinfín que está ajustado por rotación en el cilindro 11, la 13 representa una tolva para inyectar un material de caucho calentado con un cilindro de precalentamiento no mostrado en el interior del cilindro 11, la 14 representa una cabeza montada en el extremo del anterior cilindro 11, y la 15 representa una boquilla aplicada en el extremo de la cabeza 14 y que tiene una abertura 15a para moldear el material con una forma de sección requerida predeterminada, y que se puede desacoplar de la cabeza 14 de modo que pueda ser intercambiada de acuerdo con el tipo del producto extruido.
En esta realización, se usa como tornillo sinfín 12 uno que tiene una estructura de doble paso en conjunto y una estructura de un paso solamente en el lado de la puerta 13s de la tolva cerca de la entrada del cilindro 11, en el que una parte periférica de una parte de costilla 12z está cortada suavemente con un ángulo8 de modo que la altura de la parte de costilla 12z del tornillo sinfín que cruza la puerta 13s de la tolva, esto es, situada debajo de la puerta 13s de la tolva llegue a ser menor una distancia “d” predeterminada que el diámetro D del tornillo sinfín 12, como se muestra en las Figuras 2 (a) y 2 (b) . Más específicamente, la “d” anterior se fija en alrededor un 4% del diámetro D del tornillo sinfín 12. En cuanto al anterior ángulo áxima de 90º en las zonas anteriores y
8p tiene una magnitud mposteriores. La altura de la parte de costilla 12a en un lado de aguas abajo es la misma que el diámetro D del tornillo sinfín 12.
Como en la proximidad de la puerta 13s de la tolva se produce el retorno, por lo que todo el material de caucho inyectado desde la puerta 13s de la tolva no es empujado al interior del cilindro 11. Por lo tanto, un cambio reducido de la presión aplicada en la anterior parte de costilla 12z en la proximidad de la puerta 13s de la tolva, hace que la presión de extrusión se haga uniforme. En consecuencia, la velocidad de salida del producto extruido, extruido desde la abertura 15a de la boquilla 15 se hace uniforme, por lo que es posible reducir la fluctuación de la anchura del producto extruido.
Cuando una banda de rodadura era realmente extruida y moldeada usando un extrusor equipado con el anterior tornillo sinfín 12 la velocidad de salida era la misma que la de un tornillo sinfín 62 de los extrusores de tipo de alta velocidad de salida mostrados en la Figura 4, y (aproximadamente el 20%) más alta que en la técnica anterior, y la fluctuación de la anchura de la banda de rodadura era la mitad (0, 15 mm) de la fluctuación de la anchura (0, 3 mm) cuando se usaba el anterior tornillo sinfín 62.
En esta realización, como la altura de la parte de costilla 12z situada debajo de la puerta 13s de la tolva del anterior tornillo sinfín 12 para extrusores que llevan un material de caucho suministrado desde la puerta 13s de la tolva en la parte trasera del cilindro 11 del extrusor 10 se hace más baja que la altura de la parte de costilla en un lado de aguas abajo, la pulsación del producto extruido puede ser reducida a la vez que se mantiene una alta velocidad de salida.
Cuando se fabrica un elemento de caucho de neumático usando el anterior tornillo sinfín 12 es posible fabricar un elemento de caucho de neumático de alta precisión... [Seguir leyendo]
Reivindicaciones:
1. Un tornillo sinfín (12) para uso en un extrusor (10) para llevar un material de caucho suministrado desde una puerta (13s) de la tolva en la parte trasera del cilindro (11) del extrusor por el tornillo sinfín, moldeándolo con una sección de forma predeterminada y extruyéndolo desde una boquilla (15) acoplada al extremo del cilindro (11) , por 5 medio de lo cual la altura de una costilla (12z) situada debajo de la puerta (13s) de la tolva se hace menor que la altura de una costilla (12a) en el lado de aguas abajo, caracterizado porque la altura de la costilla (12z) varía continuamente en una dirección periférica un ángulo de rotación predeterminado del tornillo sinfín (12) , y dicho ángulo de rotación predeterminado es un ángulo que comienza con 90º antes de una posición en la que la altura de la costilla es la más baja, y que termina 90º después de la posición en la que la altura de la costilla es la más baja, y
el diámetro de dicha costilla (12z) situada debajo de la puerta (13s) de la tolva se hace de un 2% a un 6% menor que el diámetro del tornillo sinfín (12) .
2. El tornillo sinfín de acuerdo con la reivindicación 1, en el que el número de pasos en el lado de aguas arriba del tornillo sinfín (12) se hace menor que el número de pasos en el lado de aguas abajo.
3. El tornillo sinfín para uso en un extrusor de acuerdo con la reivindicación 1, en el que el intervalo de los pasos en 15 el lado de aguas arriba se hace mayor que el intervalo de los pasos en el lado de aguas abajo.
4. El tornillo sinfín para uso en un extrusor de acuerdo con la reivindicación 1, en el que los diámetros de los pasos en el lado de aguas arriba del tornillo sinfín (12) se hacen mayores que los diámetros de los pasos en el lado de aguas abajo.
TÉCNICA ANTERIOR
Patentes similares o relacionadas:
Máquina de tornillo helicoidal de múltiples árboles para el tratamiento de materiales, en particular materiales plásticos, del 27 de Febrero de 2019, de Coperion GmbH: Maquina de tornillo helicoidal de multiples arboles para el tratamiento de materiales, en particular de materiales plasticos, con - una carcasa , - por lo menos […]
Elementos de husillo con aporte reducido de energía al aumentar la presión, del 27 de Noviembre de 2018, de Covestro Deutschland AG: Elementos de husillo con perfiles de husillo que engranan estrechamente, con autolimpieza y que giran en el mismo sentido para máquinas de husillo de […]
Procedimiento de preparación de almidón gelatinizado reticulado por fosfato, hinchable en agua fría, del 9 de Octubre de 2018, de Tereos Starch & Sweeteners Belgium: Procedimiento continuo de extrusión para la preparación de derivados de almidón reticulado por fosfato hinchables en agua fría, caracterizado porque el procedimiento […]
 Material de moldeo compuesto, lana de vidrio tratada en superficie, y método para fabricar material de moldeo compuesto, del 27 de Septiembre de 2018, de Fujita, Masanori: Material de moldeo compuesto que se forma amasando al menos lana de vidrio en una resina termoplástica, caracterizado porque
la lana de vidrio […]
Material de moldeo compuesto, lana de vidrio tratada en superficie, y método para fabricar material de moldeo compuesto, del 27 de Septiembre de 2018, de Fujita, Masanori: Material de moldeo compuesto que se forma amasando al menos lana de vidrio en una resina termoplástica, caracterizado porque
la lana de vidrio […]
Procedimiento de preparación de poliamida por extrusión reactiva y extrusora adaptada para la aplicación de dicho procedimiento, del 4 de Abril de 2018, de Setup Performance: Procedimiento de preparación de una poliamida por policondensación a partir de uno o varios monómeros adecuados para la preparación de poliamida caracterizado por […]
Elementos de tornillo sin fin para máquinas de tornillo sin fin de varios árboles y procedimiento para su fabricación, del 21 de Marzo de 2018, de Covestro Deutschland AG: Elementos de tornillo sin fin para máquinas de tornillo sin fin de varios árboles con árboles de tornillo sin fin que giran en el mismo sentido por parejas, siendo […]
Sistema y procedimiento para la comprobación del montaje de un tornillo sinfín de extrusión, del 27 de Diciembre de 2017, de Leistritz Extrusionstechnik GmbH: Sistema para la comprobación del montaje de un tornillo sinfín de extrusión formado por un árbol y por elementos de tornillo sinfín a colocar o colocados […]
Dispositivo y procedimiento para la fabricación de productos a partir de mezclas poliméricas que contienen pigmentos, del 11 de Octubre de 2017, de Covestro Deutschland AG: Dispositivo para la extrusión de mezclas poliméricas que comprende una prensa extrusora de doble husillo o múltiples husillos con husillos que giran en el […]