Pieza de molde de neumático y molde de neumático tipo pieza.
Una pieza (15) de molde de neumático, usada en un molde (10) de neumático tipo pieza que tiene una pluralidadde piezas dispuestas en un lateral en contacto con la parte de formación de la banda de rodadura de un neumático,
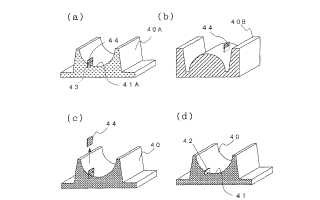
y que tiene una hendidura (42A, 42B) abierta hacia la cara interior del molde, en la que un extremo de la hendiduraestá en contacto con la cara (41) de división de la pieza del molde, y el otro extremo de la misma está localizado enuna parte correspondiente a la parte de apoyo del neumático, definida por un saliente (45) o una lámina (46) queforman un dibujo del neumático.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/JP2003/006461.
Solicitante: KABUSHIKI KAISHA BRIDGESTONE.
Nacionalidad solicitante: Japón.
Dirección: 10-1, KYOBASHI 1-CHOME CHUO-KU, TOKYO 104-8340 JAPON.
Inventor/es: HYAKUTAKE,K, YAMAMOTO,H, YOSHIDA,H.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B22C9/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22C MOLDEO EN FUNDICION (moldeo de materiales refractarios en general B28B). › B22C 9/00 Moldes o machos (únicamente adaptados a procedimientos particulares de colada B22D ); Procedimientos de moldeo (que implican el empleo de máquinas de moldeo particulares, veánse los grupos apropiados para estas máquinas). › Moldes de arena o moldes análogos para piezas coladas.
- B29C33/10 B […] › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 33/00 Moldes o núcleos; Detalles o accesorios para ellos. › con medios de ventilación incorporados.
- B29C33/38 B29C 33/00 […] › caracterizados por el material o el procedimiento de fabricación (B29C 33/44 tiene prioridad).
- B29C35/02 B29C […] › B29C 35/00 Calentamiento, enfriamiento o endurecimiento, p. ej. reticulación, vulcanización; Aparatos a este efecto (moldes con medios de calentamiento o de enfriamiento incorporados B29C 33/02; dispositivos para el endurecimiento de prótesis dentales de materia plástica A61C 13/14; antes del moldeo B29B 13/00). › Calentamiento o endurecimiento, p. ej. reticulación o vulcanización (vulcanización en frío B29C 35/18).
- B29D30/06 B29 […] › B29D FABRICACION DE OBJETOS PARTICULARES A PARTIR DE MATERIAS PLASTICAS O DE SUSTANCIAS EN ESTADO PLASTICO (fabricación de gránulos B29B 9/00; fabricación de preformas B29B 11/00). › B29D 30/00 Fabricación de neumáticos, cubiertas o de sus partes constitutivas (fabricación de cámaras de aire B29D 23/24; unión de válvulas a cuerpos elásticos inflables B60C 29/00). › Neumáticos o sus partes constitutivas.
- B29L30/00 B29 […] › B29L SISTEMA DE INDEXACION ASOCIADO A LA SUBCLASE B29C, RELATIVO A OBJETOS PARTICULARES. › Neumáticos, cubiertas o partes constitutivas de ellas (cámaras de aire B29L 23/24).
PDF original: ES-2386349_T3.pdf
Fragmento de la descripción:
Pieza de molde de neumático y molde de neumático tipo pieza
La presente invención se refiere a un molde de neumático para vulcanizar y moldear un neumático y, en particular, a un molde de neumático tipo pieza que comprende una pluralidad de piezas para formar un dibujo de la banda de rodadura en un lateral en contacto con la banda de rodadura que forma parte de un neumático.
Para formar un neumático, se usa un molde de vulcanización (que se denominará como "molde de neumático" en lo sucesivo en el presente documento) en el cual la presión se aplica en el interior del neumático verde (neumático en bruto) moldeado para presionar por contacto la superficie exterior del neumático verde hacia la pared interior del molde calentado, con el fin de vulcanizar el caucho bruto mediante calor y presión. Uno de tales moldes de neumático es un molde 50 de neumático tipo pieza, que se muestra en las figuras 12 (A) y 12 (B) de los dibujos adjuntos (como se desvela por la solicitud de patente japonesa abierta a inspección pública Nº 11-198145) . Este molde 50 de neumático comprende uno molde 51 y 52 superior e inferior en contacto con una parte lateral del neumático, y un molde 55 de sector que consta de un soporte 3 y una pluralidad de piezas 54 fijadas al soporte 53 y dispuestas en la dirección circunferencial del neumático. Una pluralidad de salientes 54k, para formar el dibujo de la banda de rodadura del neumático, se forman en las caras interiores de las piezas 54.
Diversos tipos de las piezas 54 se preparan de acuerdo con el dibujo de la banda de rodadura de un neumático, y se producen por lo general mediante un procedimiento de colada a presión para verter un metal fundido en un molde metálico a una alta temperatura y una alta presión y colarlo. Estas se mecanizan a un tamaño requerido, combinadas entre sí en base al dibujo de la banda de rodadura anterior, y ajustadas en el soporte 53.
Sin embargo, en el procedimiento de colada a presión anterior, el equipo se hace voluminoso y el producto colado no se puede retirar del molde cuando una lámina rebajada o compleja se hunde en las piezas.
En el molde 50 de neumático tipo pieza, que tiene la constitución anterior, con el fin de descargar el aire y el gas producido durante la vulcanización al exterior del molde, la ventilación de aire se realiza a través de agujeros llamados "agujeros de ventilación'' que se forman en la pieza 54 para la ventilación de aire. Sin embargo, un material de caucho entra por los agujeros de ventilación anteriores durante la vulcanización y moldeo de un neumático, y se forman un gran número de salientes llamados “rebaba” en la superficie del neumático. Por lo tanto, se requiere el trabajo de retirada de estas rebabas después del moldeo. Se propone un molde sin rebaba (como se desvela por la solicitud de patente japonesa abierta a inspección pública Nº 4-223108) en el que los bloques traseros obtenidos dividiendo el dibujo de la banda de rodadura de un neumático para cada paso se montan entre sí, y el aire se descarga al exterior del molde a través de un hueco entre los bloques traseros adyacentes sin formar agujeros de ventilación. Sin embargo, el molde sin rebaba anterior tiene los problemas de que es difícil asegurar una ventilación de aire apropiada en una posición apropiada y de que la ventilación de aire no puede realizarse por completo en una parte alejada del hueco anterior.
Entonces, es posible disponer que una hendidura fina que comunica con la cara de división de la pieza se forme en cada pieza para facilitar la ventilación de aire desde un hueco entre las piezas, o que una hendidura que comunica con un agujero de ventilación en la cara posterior de cada pieza se forme para que el aire escape desde una parte distinta al hueco entre las piezas. Sin embargo, es difícil formar una hendidura que tenga una anchura de 0, 1 mm o menos en la pieza mecánicamente, y es problemático formar una hendidura porque existe un obstáculo para el procesamiento, tal como una lámina o ranura, en la cara interior del neumático de la pieza.
Por ejemplo, el fresado tiene límites en la fuerza de una cortadora y la profundidad de fresado porque la anchura de una hendidura que ha de mecanizarse es muy pequeña y lleva mucho tiempo. Por lo tanto, no es práctico.
El procesamiento de descarga requiere la fabricación de electrodos, y tiene un límite en la profundidad de procesamiento debido a restricciones tales como la retirada de chips y la curvatura del electrodo.
El procesamiento láser, haciendo uso de la luz láser de un láser de CO2 o un láser YAG, tiene un límite en la profundidad de procesamiento con respecto a la relación con la distancia de enfoque de la luz láser cuando la anchura de una ranura es de 0, 1 mm o menor.
El objeto de la presente invención, que se ha hecho en vista de los problemas anteriores de la técnica anterior, es proporcionar un procedimiento de producción de una pieza de molde de neumático, que es capaz de producir una pieza con precisión incluso cuando tiene una forma compleja, y de formar una hendidura que tiene una anchura de 0, 1 mm o menor en la pieza fácilmente, así como un molde de neumático tipo pieza que comprende una pluralidad de las piezas.
Cabe señalar también las divulgaciones de los documentos JP-11-300746 A; EP-1 066 941 A; JP-05-138 656 A; EP0 753 419 A; US-5 066 209 A; JP-52-150329 A; JP-7-223224 A; JP-5-031563 A; JP-51-144 331 A; y JP-10-264169
A.
De acuerdo con un primer aspecto de la invención, se proporciona una pieza de molde de neumático, usada en un molde de neumático tipo pieza, que tiene una pluralidad de las piezas dispuestas en un lateral en contacto con la parte de formación de la banda de rodadura de un neumático, y que tiene una hendidura abierta hacia la cara interior del molde, en la que un extremo de la hendidura está en contacto con la cara de división de pieza del molde, y el otro extremo de la misma está localizado en una parte correspondiente a la parte de apoyo del neumático definida por un saliente o una lámina que forman un dibujo del neumático.
De acuerdo con una realización preferida de la invención, se proporciona una pieza de molde de neumático, en la que el otro extremo de la hendidura está situado en las proximidades del saliente o de la lámina que forman un dibujo del neumático.
Más preferentemente, el otro extremo de la hendidura está situado en una esquina entre el saliente y la lámina.
El otro extremo de la hendidura puede estar localizado adecuadamente 10 mm o más lejos de la cara de división de pieza del molde.
De acuerdo con un aspecto adicional de la invención, se proporciona un molde de neumático tipo pieza
que tiene una pluralidad de piezas de molde de neumático, de acuerdo con cualquiera de las reivindicaciones 1 a 4, dispuestas en una dirección circunferencial de un neumático.
La invención se describirá además con referencia a los dibujos adjuntos, en los que
La figura 1 es un diagrama que muestra la constitución de un molde de neumático tipo pieza de acuerdo con la realización 1 de la presente invención; La figura 2 es un diagrama que muestra la constitución de un molde de sector de acuerdo con la realización 1; La figura 3 es un diagrama de flujo que muestra el procedimiento de producción de un molde de neumático tipo pieza de acuerdo con la presente invención; La figura 4 es un diagrama de un molde de yeso de acuerdo con la realización 1; La figura 5 es un diagrama que muestra una máquina de colada a baja presión de acuerdo con la realización 1; La figura 6 es un diagrama de una placa superior de acuerdo con la realización 1; La figura 7 es un diagrama de otro ejemplo del molde de yeso; La figura 8 es un diagrama de una estructura de ventilación de aire en un molde de neumático tipo pieza de acuerdo con la realización 2; La figura 9 es un diagrama que muestra el procedimiento de producción de una pieza de acuerdo con la realización 2; La figura 10 es una vista en planta que muestra la posición de una hendidura en el molde de neumático tipo pieza de acuerdo con la realización 2. La figura 11 es un diagrama que muestra una estructura de ventilación de aire en el molde de neumático tipo pieza de la presente invención; y la figura 12 es un diagrama que muestra la constitución de un molde de neumático tipo pieza de la técnica anterior.
Se describirán a continuación... [Seguir leyendo]
Reivindicaciones:
1. Una pieza (15) de molde de neumático, usada en un molde (10) de neumático tipo pieza que tiene una pluralidad de piezas dispuestas en un lateral en contacto con la parte de formación de la banda de rodadura de un neumático, y que tiene una hendidura (42A, 42B) abierta hacia la cara interior del molde, en la que un extremo de la hendidura
está en contacto con la cara (41) de división de la pieza del molde, y el otro extremo de la misma está localizado en una parte correspondiente a la parte de apoyo del neumático, definida por un saliente (45) o una lámina (46) que forman un dibujo del neumático.
2. Una pieza (15) de molde de neumático de acuerdo con la reivindicación 1, en la que el otro extremo de la
hendidura (42A, 42B) está situado en las proximidades del saliente (45) o la lámina (46) que forman un dibujo del 10 neumático.
3. Una pieza (15) de molde de neumático de acuerdo con la reivindicación 2, en la que el otro extremo de la hendidura está situado en una esquina entre el saliente (45) y la lámina (46) .
4. Una pieza (15) de molde de neumático de acuerdo con cualquiera de las reivindicaciones 1 a 3, en la que el otro extremo de la hendidura está localizado a 10 mm o más alejado de la cara (41) de división de pieza del molde.
5. Un molde (10) de neumático tipo pieza que tiene una pluralidad de piezas (15) de molde de neumático, de acuerdo con cualquiera de las reivindicaciones 1 a 4, dispuestas en la dirección circunferencial de un neumático.
Patentes similares o relacionadas:
Fijaciòn de posición en altura de una cámara de tratamiento, del 15 de Abril de 2020, de HARBURG-FREUDENBERGER MASCHINENBAU GMBH: Fijación de posición en altura de una cámara de tratamiento en el interior de una máquina de vulcanización de neumáticos para la fijación de elementos de […]
Unidad de fuerza de cierre, del 15 de Abril de 2020, de HARBURG-FREUDENBERGER MASCHINENBAU GMBH: Unidad de fuerza de cierre para el espacio de tratamiento de una máquina de vulcanización de neumáticos , que presenta una placa base , […]
Molde de fabricación de neumático multicámara, del 25 de Diciembre de 2019, de Chengdu Youyang Electromechanical Product Design Co. Ltd: Un molde de fabricación de neumáticos multicámara que comprende una placa superior de sujeción y una placa inferior de sujeción; […]
Neumático que tiene capas múltiples de agente de sellado incorporadas y preparación del mismo, del 2 de Octubre de 2019, de Triangle Tyre Co., Ltd: Un neumático con un agente de sellado de pinchazo incorporado que comprende: una carcasa de neumático de soporte formada por una o más capas […]
Máquina de limpieza de pared lateral para molde de curado de neumáticos, del 24 de Julio de 2019, de Lang Yuzer Otomotiv Yan Sanayi ve Ticaret Anonim Sirketi: Una máquina de limpieza para moldes laterales de curado de neumáticos que comprende: una cesta , una base rotacional que está montada dentro de la misma, […]
Composición de caucho curable, del 8 de Mayo de 2019, de Arlanxeo Netherlands B.V: Una composición de caucho que contiene, basándose en partes en peso por 100 partes en peso de caucho (phr): (A) 20 - 50 phr de un copolímero de etileno, al menos […]
Agente de liberación de molde, del 6 de Mayo de 2019, de ILLINOIS TOOL WORKS INC.: Una composición de liberación de molde para forma un recubrimiento en una superficie del molde, comprendiendo la composición un polisiloxano que tiene la fórmula […]
Válvula de ventilación de aire, del 4 de Marzo de 2019, de Wd Racing Oy: Válvula de ventilación de aire para eliminar el aire de un molde de vulcanización de un neumático de vehículo, cuya válvula de ventilación de aire comprende […]