PROCEDIMIENTO Y DISPOSITIVO PARA TRANSFERIR ARTICULOS MOLDEADOS POR EXTRUSION.
Un procedimiento para transportar continuamente productos moldeados por extrusión suministrados desde una unidad (10) de alimentación de material hasta una unidad (30) de recepción por medio de una pluralidad de transportadores (21-27) que comprende interponer al menos un transportador (20a-20c) de expansión entre los transportadores (24,
25) de entre los transportadores para expandir o contraer el transportador de expansión para ajustar la velocidad (V) de transporte de los productos moldeados por extrusión que van a ser transportados, obtener un retraso de la respuesta y un tiempo de atenuación de la velocidad (R) de suministro de la unidad de alimentación de material a la velocidad de transporte de los transportadores, fijar un valor objetivo de la velocidad (R) de suministro de los productos moldeados por extrusión correspondiente a la velocidad de transporte del transportador en base al retraso de la respuesta y al tiempo de atenuación cuando se cambia la velocidad de transporte de los transportadores, y controlar la velocidad de suministro de la unidad de alimentación de material
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/JP03/00771.
Solicitante: KABUSHIKI KAISHA BRIDGESTONE.
Nacionalidad solicitante: Japón.
Dirección: 10-1, KYOBASHI 1-CHOME,CHUO-KU, TOKYO 104-8340.
Inventor/es: URA,KAZUHIKO, HIRAO,YOSHITAKA.
Fecha de Publicación: .
Fecha Concesión Europea: 28 de Abril de 2010.
Clasificación Internacional de Patentes:
- B29C47/34
- B29C47/92
Clasificación PCT:
- B65G47/30 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65G DISPOSITIVOS DE TRANSPORTE O ALMACENAJE, p. ej. TRANSPORTADORES PARA CARGAR O BASCULAR, SISTEMAS TRANSPORTADORES PARA TALLERES O TRANSPORTADORES NEUMATICOS DE TUBOS (embalajes B65B; manipulación de material delgado o filiforme, p. ej. hojas de papel o fibras B65H; grúas B66C; aparatos de elevación o arrastre,p. ej. montacargas, B66D; dispositivos para elevar o bajar mercancías para carga y descarga, p. ej. carretillas elevadoras, B66F 9/00; vaciado de botellas, jarras, latas, barricas, barriles o contendores similares, no previstos en otro lugar, B67C 9/00; distribución o trasvase de líquidos B67D; llenado o descarga de contenedores para gases licuados, solidificados o comprimidos F17C; sistemas de conducción para fluídos F17D). › B65G 47/00 Dispositivos para manipular objetos o materiales asociados con los transportadores; Métodos de empleo de los dispositivos. › durante el transporte por una serie de transportadores.
Fragmento de la descripción:
Procedimiento y dispositivo para transferir artículos moldeados por extrusión.
La presente invención versa acerca de un procedimiento para transportar productos moldeados por extrusión que están extrudido continuamente, tal como bandas de rodadura de neumáticos, y acerca de un dispositivo para ser utilizando en el procedimiento.
En una línea transportadora/de moldeo por extrusión de la técnica anterior, se suministran las bandas de rodadura de neumáticos desde una máquina de moldeo por extrusión a una velocidad de extrusión que está determinada conforme al tamaño de las bandas de rodadura extrudidas y transportadas hasta una unidad de recepción a la misma velocidad que la velocidad de suministro por medio de una pluralidad de transportadores.
Sin embargo, dado que la velocidad de transporte es fija en el anterior procedimiento de la técnica anterior, cuando ocurre un problema en la unidad de recepción, por ejemplo, se debe interrumpir la línea transportadora/de moldeo por inyección y también el trabajo para procesar después de la interrupción antes de la reanudación de la extrusión lleva mucho tiempo. Además, se produce un problema en la porción extrema de un producto moldeado de extrusión durante el tiempo desde la reanudación de la extrusión hasta la producción de un producto de calidad.
Cuando se retira una banda de rodadura antes de la unidad de recepción o cuando se lleva una banda de rodadura a un lugar distinto de la unidad de rodadura, no se puede recibir un producto de calidad por medio de un procedimiento predeterminado, por lo que se considera un producto inferior.
Es un objetivo de la presente invención que ha sido llevado a cabo en vista del anterior problema para proporcionar un procedimiento para transportar productos moldeados por extrusión, que evita que los productos moldeados por extrusión sean llevados hasta una unidad de recepción sin interrupción una línea transportadora durante un tiempo predeterminado incluso cuando se produce un problema en la unidad de recepción, al igual que un dispositivo para su uso en el procedimiento.
Conforme a un primer aspecto de la presente invención, se proporciona un procedimiento para transportar productos moldeados por extrusión suministrados continuamente desde una unidad de alimento de materiales hasta una unidad de recepción por medio de una pluralidad de transportadores, como se define en la reivindicación 1. Se interpone al menos un transportador de expansión entre transportadores de los transportadores para expandir o contraer el transportador de expansión para ajustar la velocidad de transporte de los productos moldeados por extrusión. Así, incluso cuando se produce un problema en la unidad de recepción, se expande el transportador de expansión para extender la línea transportadora, de forma que se introducen en un espacio intermedio los productos moldeados por extrusión mientras que son transportados. Por lo tanto, no se transportan los productos moldeados por extrusión hasta la unidad de recepción sin interrumpir la línea transportadora durante un tiempo predeterminado. Después de que se soluciona el problema, se contrae el transportador de expansión para acortar la línea transportadora y se pueden transportar rápidamente los productos moldeados por extrusión en existencia hasta la unidad de recepción. Por lo tanto, se puede mejorar la productividad.
Se puede cambiar la velocidad de transporte de los transportadores a varios niveles. Así, cuando se produce el anterior problema, se reduce la velocidad de transporte para prolongar el tiempo transcurrido antes de que se llene el espacio intermedio y después de que se soluciona el problema, se aumenta la velocidad de transporte para devolver rápidamente la línea transportadora a una operación normal.
Conforme a la presente invención, se controla la velocidad de suministro de la unidad de alimentación de material conforme a un cambio en la velocidad de transporte de los transportadores. Así, se pueden transportar de manera homogénea los productos moldeados por extrusión.
Cuando la unidad de alimentación de material tiene una pluralidad de máquinas de moldeo por extrusión, se puede controlar la velocidad de cada máquina de moldeo por extrusión conforme a un cambio en la velocidad de transporte de los transportadores.
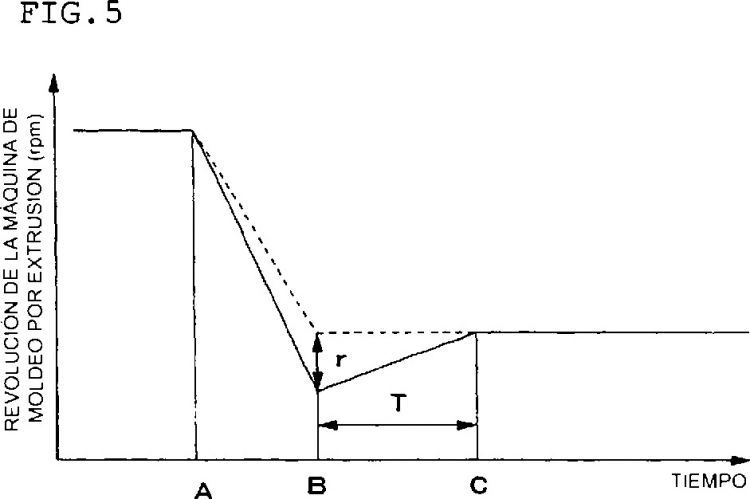
Conforme a la presente invención, se obtienen por adelantado un retraso de la respuesta de la velocidad de suministro de la unidad de alimentación de material a la velocidad de transporte de los transportadores y el tiempo de atenuación y cuando cambia la velocidad de transporte de los transportadores, se fija el valor objetivo de la velocidad de suministro en base al retraso de la respuesta y al tiempo de atenuación.
El valor objetivo de velocidad de transporte puede estar fijado conforme al rendimiento de la unidad de recepción.
Conforme a otro aspecto de la presente invención, se proporciona un dispositivo para transportar productos moldeados por extrusión, que tiene una pluralidad de transportadores para transportar productos moldeados por extrusión suministrados continuamente desde una unidad de alimentación de material a una unidad de recepción, como se define en la reivindicación 5.
Se describirá adicionalmente la invención con referencia a los dibujos adjuntos, en los que
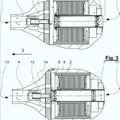
La Fig. 1 es un diagrama esquemático que muestra la constitución de un dispositivo para transportar productos moldeados por extrusión conforme a una realización preferente de la presente invención;
la Fig. 2 es un diagrama de flujo que muestra un procedimiento para transportar productos moldeados por extrusión conforme a la realización preferente de la presente invención;
la Fig. 3 es un diagrama que muestra una tabla de velocidades para transportadores y máquinas de moldeo por extrusión;
la Fig. 4 es un diagrama que muestra un retraso de la respuesta de la velocidad de suministro de una máquina de moldeo por extrusión de bandas de rodadura a la velocidad de transporte de los transportadores y el tiempo de atenuación; y
la Fig. 5 es un diagrama que muestra un ejemplo de control de la velocidad de suministro de la máquina de moldeo por extrusión.
Se describirá a continuación en el presente documento una realización preferente de la presente invención con referencia a los dibujos.
La Fig. 1 es un diagrama esquemático que muestra la constitución de un dispositivo para transportar productos moldeados por extrusión conforme a la presente invención. En la Fig. 1, el número de referencia 10 denota una máquina de moldeo por extrusión de bandas de rodadura (será denominada "máquina de moldeo por extrusión" más adelante) que es una unidad de alimentación de material para suministrar productos moldeados por extrusión a una velocidad predeterminada de suministro, 20 una unidad de transporte para transportar bandas 1 de rodadura extrudidas similares a cintas suministradas desde la máquina 10 de moldeo por extrusión, que comprende una pluralidad de transportadores 21 a 27 y un medio 20Z de espacio intermedio interpuesto entre un transportador invertido 24 y un transportador inclinado 25 y que consiste en un transportador 20a de expansión, un transportador invertido 20b y un transportador 20c de expansión, y 30 una unidad de recepción para recibir las bandas 1 de rodadura extrudidas transportadas, que está ubicada en un lado corriente abajo desde el último transportador 27 de la anterior unidad transportadora 20.
El número de referencia 41 denota una CPU de control de la velocidad para controlar una revolución R de la máquina de moldeo por extrusión correspondiente a la velocidad de suministro de la máquina 10 de moldeo por extrusión y a la velocidad V del transportador de los transportadores 21 a 27, 20a, 20b y 20c, 42 una CPU de control de la expansión para expandir y contraer los transportadores 20a y 20c de expansión del medio 20Z de espacio intermedio y mover la posición del transportador invertido 20b conforme a la expansión o la contracción de los transportadores 20a y 20c de expansión, y 43 una CPU de control de la recepción para monitorizar y controlar los estados de recepción y de procesamiento de bandas de rodaduras de la unidad 30 de recepción.
Se da subsiguientemente una descripción de la operación del dispositivo para transportar productos moldeados por extrusión de la presente invención con referencia al diagrama de flujo de la Fig. 2.
En la etapa S10, se suministran las bandas 1 de rodadura extrudidas...
Reivindicaciones:
1. Un procedimiento para transportar continuamente productos moldeados por extrusión suministrados desde una unidad (10) de alimentación de material hasta una unidad (30) de recepción por medio de una pluralidad de transportadores (21-27) que comprende interponer al menos un transportador (20a-20c) de expansión entre los transportadores (24, 25) de entre los transportadores para expandir o contraer el transportador de expansión para ajustar la velocidad (V) de transporte de los productos moldeados por extrusión que van a ser transportados, obtener un retraso de la respuesta y un tiempo de atenuación de la velocidad (R) de suministro de la unidad de alimentación de material a la velocidad de transporte de los transportadores, fijar un valor objetivo de la velocidad (R) de suministro de los productos moldeados por extrusión correspondiente a la velocidad de transporte del transportador en base al retraso de la respuesta y al tiempo de atenuación cuando se cambia la velocidad de transporte de los transportadores, y controlar la velocidad de suministro de la unidad de alimentación de material.
2. Un procedimiento para transportar productos moldeados por extrusión como se reivindica en la reivindicación 1, en el que se puede cambiar la velocidad de transporte de los transportadores a varios niveles.
3. Un procedimiento para transportar productos moldeados por extrusión como se reivindica en la reivindicación 1 o 2, en el que la unidad de alimentación de material tiene una pluralidad de máquinas de moldeo por extrusión, y se controla la velocidad de cada máquina de moldeo por extrusión conforme a un cambio en la velocidad de transporte de los transportadores.
4. Un procedimiento para transportar productos moldeados por extrusión como se reivindica en cualquiera de las reivindicaciones 1 a 3, en el que el valor objetivo de la velocidad de transporte está fijada conforme al rendimiento de la unidad de recepción.
5. Un dispositivo para transportar productos moldeados por extrusión, que tiene una pluralidad de transportadores (21-27) para transportar productos moldeados por extrusión suministrados continuamente desde una unidad (10) de alimentación de material a una unidad (30) de recepción, que comprende:
Patentes similares o relacionadas:
 Dispositivo y procedimiento para enfriar perfiles de plástico, del 31 de Enero de 2018, de battenfeld-cincinnati Germany GmbH: Línea de extrusión para la producción de perfiles de plástico, preferiblemente tubos de plástico, que comprende al menos
una extrusora ,
una herramienta […]
Dispositivo y procedimiento para enfriar perfiles de plástico, del 31 de Enero de 2018, de battenfeld-cincinnati Germany GmbH: Línea de extrusión para la producción de perfiles de plástico, preferiblemente tubos de plástico, que comprende al menos
una extrusora ,
una herramienta […]
Sistema y procedimiento para la comprobación del montaje de un tornillo sinfín de extrusión, del 27 de Diciembre de 2017, de Leistritz Extrusionstechnik GmbH: Sistema para la comprobación del montaje de un tornillo sinfín de extrusión formado por un árbol y por elementos de tornillo sinfín a colocar o colocados […]
Procedimiento y dispositivo para medir la temperatura de un material en forma de hilo, del 11 de Octubre de 2017, de SIKORA AG: Procedimiento para medir la temperatura de un material en forma de hilo que se ha de calentar a una temperatura nominal, caracterizado por las etapas: - el material […]
Artículo moldeado que tiene excelentes propiedades de barrera contra combustibles, del 6 de Septiembre de 2017, de MITSUBISHI GAS CHEMICAL COMPANY, INC.: Un método de producción de un artículo moldeado que comprende una composición de resina, en el que se obtiene una mezcla en bruto mediante la mezcla de […]
Procedimiento para la regulación del perfil del espesor de películas de soplado, del 9 de Agosto de 2017, de HOSOKAWA ALPINE AKTIENGESELLSCHAFT: Procedimiento para la regulación del perfil del espesor de películas tubulares de una o más capas fabricadas en instalaciones de soplado de películas […]
Sistema y método para la fabricación de un producto de plástico a partir de residuos de plástico mixtos reciclados, del 9 de Agosto de 2017, de Rolan Investment OÜ: Un sistema para producir productos de plástico a partir de materia prima que ha sido reciclada a partir de residuos de plástico mixtos sin clasificar, no identificados […]
 Procedimiento de fabricación de una hebra de material, del 27 de Julio de 2017, de Cooper Standard GmbH: Un procedimiento de fabricación de una hebra de material, en particular, para el sellado, la guarnición o la fijación de puertas o ventanas de […]
Procedimiento de fabricación de una hebra de material, del 27 de Julio de 2017, de Cooper Standard GmbH: Un procedimiento de fabricación de una hebra de material, en particular, para el sellado, la guarnición o la fijación de puertas o ventanas de […]
Procedimiento para la fabricación de un adhesivo por medios de extrusión, del 21 de Junio de 2017, de HENKEL AG & CO. KGAA: Un procedimiento para fabricar un adhesivo, que comprende i) al menos un (co)polímero de polipropileno degradado y ii) al menos un aditivo […]