MOLDE DE VULCANIZACIÓN DE ARTÍCULO MOLDEADO DE CAUCHO.
Un molde de vulcanización (10) de artículos moldeados de caucho que tienen ventilaciones de aire (15),
teniendo cada una de ellas conductos de escape (15S), abiertos a un a un lado de la pared interior de la cavidad en un extremo y comunicándose con orificios de escape (13S) del molde en el otro extremo, en el que se proporciona una válvula amovible (17, 30) para abrir y cerrar las aberturas de los conductos de escape (15S) y formar un pequeño espacio (G) con las aberturas de los conductos de escape cuando está cerrada, en el lado de la pared interior de cavidad de cada una de las ventilaciones de aire
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/JP2003/002024.
Solicitante: KABUSHIKI KAISHA BRIDGESTONE.
Nacionalidad solicitante: Japón.
Dirección: 10-1, KYOBASHI 1-CHOME CHUO-KU, TOKYO 104-8340 JAPON.
Inventor/es: HIROSE,KOUJI.
Fecha de Publicación: .
Fecha Solicitud PCT: 25 de Febrero de 2003.
Fecha Concesión Europea: 8 de Septiembre de 2010.
Clasificación PCT:
- B29C33/10 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 33/00 Moldes o núcleos; Detalles o accesorios para ellos. › con medios de ventilación incorporados.
- B29C33/72 B29C 33/00 […] › Limpieza.
Clasificación antigua:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Chipre.
Fragmento de la descripción:
La presente invención se refiere a un molde de vulcanización para vulcanizar y moldear un artículo moldeado de caucho, tal como un neumático.
Para formar un neumático, se utiliza un molde de vulcanización (que en la presente memoria descriptiva y a continuación de denominará “molde") en el cual se aplica presión en el interior del neumático no vulcanizado moldeado para que entre en contacto a presión con la superficie exterior del neumático no vulcanizado que se ha descrito más arriba con la pared interior del molde calentado con el fin de vulcanizar el caucho crudo por medio de calor y de presión. Los conductos de escape, tales como las microventilaciones, rendijas, orificios de ventilación u orificios de ventilación cruzados se forman en este molde para eliminar el aire contenido entre la superficie exterior del neumático y el molde y el gas generado por el neumático no vulcanizado. Sin embargo, cuando se utilizan las anteriores micro-ventilaciones, rendijas, orificios de ventilación u orificios de ventilación cruzados, un material de caucho entra en los orificios de las ventilaciones durante el moldeo y se forma un gran número de proyecciones denominadas "rebabas" en la superficie del neumático vulcanizado, lo que afecta a la apariencia del neumático. Por lo tanto, es necesario realizar un recorte. Incluso cuando se lleva a cabo el recorte, la altura del recorte puede variar o parte del neumático puede quedar sin recortar, lo cual no es preferido desde el punto de vista de la apariencia del neumático. Además, se requiere un aparato de recorte, lo cual aumenta los costos. Puesto que la oclusión de los orificios de ventilación producida por el desbarbado de la rebaba se produce en el molde, las re-babas deben ser eliminadas mediante el uso de una herramienta, tal como un taladro. Sin embargo, como hay cientos de orificios de ventilación en el molde, el trabajo de eliminar las rebabas lleva mucho tiempo y trabajo. En el caso de los orificios de ventilación cruzados, las rebabas no se pueden eliminar mediante el uso de una herramienta o similar.
Una proyección en forma de película, denominada "labio" se forma en el caso de las rendijas, lo cual no es preferido desde el punto de vista de la apariencia del neumático. Cuando se forma un labio grande que cruza la ranura principal del neumático puede producir un dique en la ranura principal que tiene una función de drenaje, impidiendo el drenaje, causando de esta manera un problema en la seguridad de conducción, tal como la aparición de hidrodeslizamiento cuando se conduce por una carretera mojada.
Para hacer frente al problema que se ha descrito más arriba, un molde que tiene ventilaciones de aire porosas, comprendiendo cada una de ellas un miembro poroso que tiene un gran número de poros para transmitir solamente gas, formados en un sustrato tal como un substrato de metal o un miembro poroso fabricado de un material poroso que tiene un gran número de poros, tal como un metal sinterizado, se ha desarrollado como un molde que no requiere el paso de recorte que se ha descrito más arriba.
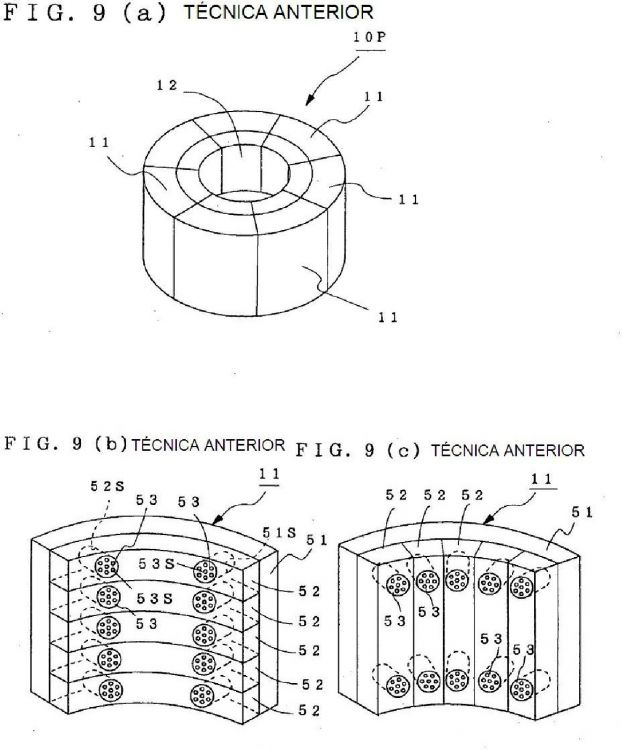
Las figuras 9(A) a (C) muestran un ejemplo de un molde de vulcanización 10P de artículos moldeados de caucho que tienen miembros porosos de la técnica anterior. Este molde de vulcanización 10P de artículos moldeados de caucho se hace juntando una pluralidad de segmentos 11 en una forma sustancialmente cilíndrica, y una abertura 12 en la cual se forma un material de caucho (vejiga) para suministrar calor y presión a un neumático no vulcanizado que va a ser vulcanizado, que se inserta y se forma en la porción de núcleo del molde 10P. Cada uno de los segmentos 11 se compone de una carcasa exterior 51 hecha de un material de acero y una pluralidad de piezas de aluminio 52 aseguradas a la pared interior de la carcasa exterior 51 por pernos que no se muestran. Las superficies de las piezas 52 (porciones expuestas a la pared interior del molde 10P) son superficies de formación de los neumáticos, es decir, las porciones con las que el caucho del neumático no vulcanizado que va a ser vulcanizado entra en contacto.
Una pluralidad de orificios 52S que se comunican con los orificios de escape que se describirán en la presente memoria y a continuación formados en la carcasa exterior 51, se forman en cada una de las piezas 52. Una pluralidad de piezas de ventilación (que se denominarán en adelante como "ventilación porosa de aire") que tienen un gran número de poros rectos 53S con un diámetro de 10 a 40 micrómetros y que comunican con los orificios de escape 51S de la carcasa exterior 51, están dispuestos en los orificios respectivos 52S, como se muestra en las figuras 10(A) y 10(B). En la figura 10(B), un lado superior (lado de la pieza 52) de la figura es un lado del caucho y un lado inferior (lado de la carcasa exterior 51) de la figura es un lado del molde. De esta manera, el aire existente entre el molde 10P y la superficie exterior del neumático y el gas generado por el neumático no vulcanizado durante la vulcanización son absorbidos de los poros 53S que son conductos de escape por medios de escape no mostrados, tales como una bomba de vacío conectada a los orificios de escape 51S y descargados al exterior del molde 10P desde los orificios de escape 51S de la carcasa exterior 51 a través de un espacio 54 entre las piezas 52 y la carcasa exterior 51.
Sin embargo, en la ventilación de aire porosa 53 de la técnica anterior, como se muestra en la figura 11, puesto que los diámetros de los poros 53S están fijados desde el lado de la cavidad al lado opuesto (lado de la carcasa exterior 51), cuando se produce en el lado de la cavidad la oclusión de los poros 53S por materiales taponantes p tales como aceites, productos químicos y vapores de metal descargados del neumático no vulcanizado durante la vulcanización y partículas finas de un polímero y de carbono, es difícil descargar los materiales taponantes p al lado de escape (al exterior del molde 10).
Cuando los materiales taponantes p se adhieren al lado de la cavidad de cada poro 53S como alquitrán, el paso de la ventilación de aire se estrecha y los materiales taponantes se adhieren a los poros 53S con mayor facilidad y forman un puente para ocluir los poros 53S, con lo cual reducen en gran medida la eficiencia del escape y producen un fallo del neumático en una etapa temprana. Por lo tanto, el molde 10P debe ser limpiado con frecuencia y la eficiencia operativa del molde 10P es baja. Una vez que el miembro poroso está taponado, es extremadamente difícil eliminar los materiales taponantes con un taladro o similar. En particular, cuando el miembro poroso es un metal sinterizado, puesto que cada abertura que constituye un conducto de ventilación no es recta, se debe utilizar un procedimiento especial de limpieza y es difícil limpiar el molde. Cuando se utiliza un metal sinterizado como miembro poroso, se forma un parche de malla en cada ventilación en la superficie de un neumático, afectando la apariencia del neumático.
Cuando se repite la vulcanización, los materiales taponantes, tales como un material de caucho y un polímero producido por el desbarbado de las rebabas y las partículas finas de carbono adheridas durante la vulcanización, están firmemente adheridos a la superficie del molde, con lo cual manchan la superficie del molde. Para eliminar estas manchas en la superficie del molde, se han empleado los siguientes procedimientos.
(1) procedimientos físicos para chorrear un chorro de bolas de plástico o perlas de vidrio, o hielo seco, colocando caucho de limpieza, o aplicando un rayo láser o un chorro de agua a alta presión (el denominado descascarillado; descascarillado de los productos adheridos)
(2) procedimientos físico-químicos utilizando plasma, ultra-críticamente a pseudocríticamente, y electrólisis
(3) procedimientos químicos para sumergir el molde en un líquido de limpieza basado en aminas (+), líquido de limpieza basado en oxígeno o líquido de limpieza basado en bicarbonato de sodio para expandir las manchas y eliminarlas por medio de agua a alta presión. Sin embargo, en los procedimientos (1), solamente las manchas en la superficie
del molde se pueden eliminar pero las manchas en los conductos de escape no se pueden eliminar y la superficie del molde puede ser dañada. En los procedimientos (2), la erosión / fusión eléctrica o deformación / modificación de la superficie del molde se produce con facilidad.
En los procedimientos (3), se necesita tiempo debido a que el molde se limpia sólo con un líquido de limpieza, el líquido de limpieza tiende a deteriorarse, y se necesita un...
Reivindicaciones:
Reivindicaciones
1. Un molde de vulcanización (10) de artículos moldeados de caucho que tienen ventilaciones de aire (15), teniendo cada una de ellas conductos de escape (15S), abiertos a un a un lado de la pared interior de la cavidad en un extremo y comunicándose con orificios de escape (13S) del molde en el otro extremo, en el que se proporciona una válvula amovible (17, 30) para abrir y cerrar las aberturas de los conductos de escape (15S) y formar un pequeño espacio (G) con las aberturas de los conductos de escape cuando está cerrada, en el lado de la pared interior de cavidad de cada una de las ventilaciones de aire.
2. Un molde de vulcanización de artículos moldeados de caucho como se ha reivindicado en la reivindicación 1, en el que la válvula amovible se compone de uno o más miembros de cubierta (17, 30) que tienen un mecanismo de apertura / cierre.
3. Un molde de vulcanización de artículos moldeados de caucho como se ha reivindicado en la reivindicación 2, en el que los miembros de cubierta son una pareja de placas semicirculares (17).
4. Un molde de vulcanización de artículos moldeados de caucho como se ha reivindicado en cualquiera de las reivindicaciones 1 a 3, en el que la válvula amovible es un miembro de cubierta en forma de placa (17; 30) que tiene una función elástica para ser forzada hacia una dirección abierta.
5. Un molde de vulcanización de artículos moldeados de caucho como se ha reivindicado en cualquiera de las reivindicaciones 2 a 4, en el que se forma una porción escalonada por medio de pulverización catódica o ataque químico del lado del conducto de escape del miembro de cubierta (30), y un espacio entre el miembro de cubierta y las aberturas de los conductos de escape es mantenido por esta porción escalonada.
6. Un molde de vulcanización de artículos moldeados de caucho como se ha reivindicado en cualquiera de las reivindicaciones 1 a 5 en el que las ventilaciones de aire (15) son unas ventilación de aire porosas, teniendo cada una de ellas un miembro poroso con un gran número de poros (15S) que transmiten solamente gas.
Patentes similares o relacionadas:
Método de fabricación de un cuerpo principal de sillín de bicicleta, del 8 de Enero de 2020, de VELO ENTERPRISE CO., LTD: Un método para fabricar un cuerpo principal de un sillín de bicicleta, que se caracteriza por que comprende las etapas de: a) unir una capa de cobertura a […]
Válvula de ventilación de aire, del 4 de Marzo de 2019, de Wd Racing Oy: Válvula de ventilación de aire para eliminar el aire de un molde de vulcanización de un neumático de vehículo, cuya válvula de ventilación de aire comprende […]
Molde ventilado y procedimiento para producir un artículo moldeado, del 14 de Marzo de 2018, de Proprietect L.P: Un sistema para producir acolchados moldeados para asientos de automóvil a partir de espuma de poliuretano, que comprende un molde y una composición de poliuretano […]
Conjunto de ventilación para la fabricación de materiales compuestos y método de conexión, del 20 de Septiembre de 2017, de Rubbercraft Corporation of California Ltd: Conjunto de ventilación para la fabricación de materiales compuestos (12, 12', 12") que se une al extremo abierto de una cámara de aire inflable, el conjunto de ventilación para […]
Molde ventilado y procedimiento para producir artículos moldeados, del 18 de Enero de 2017, de Proprietect L.P: Un dispositivo para producir acolchados moldeados para asientos de automóvil a partir de espuma de poliuretano, en combinación con una composición de […]
Molde de neumático y método de fabricación de un neumático, del 11 de Enero de 2017, de BRIDGESTONE CORPORATION: Un molde de formación de neumáticos, que comprende: un molde que incluye una sección de formación de superficies que contacta con una superficie de un neumático […]
Útil hibrido para el curado de piezas de material compuesto, del 19 de Octubre de 2016, de AIRBUS OPERATIONS, S.L: Útil para el curado de piezas de material compuesto, que comprende: a) una estructura de soporte realizada en un material metálico de alta difusividad térmica; […]
 Sistema de cámara de aire sin ventilación para el curado de partes de material compuesto, del 3 de Febrero de 2016, de THE BOEING COMPANY: Aparato para su uso en autoclave para el curado de una carga de material compuesto que tiene una cavidad interna , que comprende:
una […]
Sistema de cámara de aire sin ventilación para el curado de partes de material compuesto, del 3 de Febrero de 2016, de THE BOEING COMPANY: Aparato para su uso en autoclave para el curado de una carga de material compuesto que tiene una cavidad interna , que comprende:
una […]