Rebobinadora y procedimiento de producción de bobinas, con medios para controlar el diámetro final de dichas bobinas.
Rebobinadora de superficie para la producción de bobinas de material en banda,
con una cuna de bobinado (7) que comprende por lo menos un rodillo de bobinado (5) equipado con un eje móvil que se mantiene en contacto con una bobina (R) que se está formando en dicha cuna de bobinado y permite que aumente el diámetro de dicha bobina, un elemento para el control de la acción de dicho rodillo en la bobina (R) que se está formando estando asociado con dicho rodillo de bobinado con eje móvil; caracterizada porque dicho elemento de control está provisto de una posición de paro que se puede establecer para ser alcanzada antes de que la bobina (R) haya sido totalmente bobinada, completándose el bobinado de la bobina que se está formando sustancialmente sin mover el eje del rodillo de bobinado con eje móvil (5).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IT2004/000005.
Solicitante: FABIO PERINI S.P.A..
Nacionalidad solicitante: Italia.
Dirección: ZONA IND.LE P.I.P. MUGNANO SUD 55100 55100 LUCCA ITALIA.
Inventor/es: GELLI, MAURO, GAERTNER,SERGIO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65H18/26 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65H MANIPULACION DE MATERIALES DELGADOS O FILIFORMES, p. ej. HOJAS, BANDAS, CABLES. › B65H 18/00 Enrollado de bandas. › Mecanismos de control de la presión de contacto sobre el paquete de banda enrollada, p. ej. para regular la cantidad de aire entre capas.
- B65H26/08 B65H […] › B65H 26/00 Dispositivos de seguridad o aviso, p. ej. detectores automáticos de defectos, mecanismos de parada, para mecanismos de avance de bandas (dispositivos de seguridad en general F16P; investigación de las propiedades físicas o químicas de los materiales en general G01N; dispositivos indicadores en general G08B). › que responden a un diámetro predeterminado.
PDF original: ES-2390269_T3.pdf
Fragmento de la descripción:
Rebobinadora y procedimiento de producción de bobinas, con medios para controlar el diámetro final de dichas bobinas.
Campo técnico
La presente invención se refiere a una rebobinadora y, más específicamente, a una rebobinadora de superficie, del tipo continuo o del tipo de marcha-paro. En las bobinadoras de superficie se bobina el material en banda manteniendo la bobina en giro en la fase de formación mediante la fuerza de fricción transmitida por los elementos de bobinado que forman una cuna de bobinado.
Más específicamente, la presente invención se refiere a una rebobinadora del tipo que comprende una cuna de bobinado constituida por rodillos de bobinado y que comprende específicamente por lo menos un rodillo con un eje móvil que se mantiene en contacto con la bobina que se está formando y se aleja gradualmente del eje de la bobina, para permitir que aumente su diámetro.
La invención también se refiere a un procedimiento para la producción de material en banda.
Tal como se pondrá de manifiesto a continuación, la invención se puede aplicar tanto a la formación de bobinas con núcleos centrales o husillos de bobinado centrales, como de bobinas sin núcleos de bobinado centrales.
Antecedentes de la invención
Las rebobinadoras de superficie normalmente se utilizan para producir bobinas de material en banda, en particular, aunque no exclusivamente, papel del tipo de papel tisú, por ejemplo papel higiénico, papel de cocina y similares. En dichas máquinas, la bobina que se está formando se hace girar mediante el efecto de elementos de bobinado en contacto periférico con la bobina. Típicamente, dichos elementos de bobinado son rodillos o, en algunos casos, cintas o combinaciones de rodillos y cintas.
Las bobinadoras de superficie pueden ser del tipo continuo, es decir, en las que el material en banda se alimenta de forma continua y a una velocidad esencialmente constante, incluso durante la etapa de intercambio. Esta es la etapa durante la que se corta el material en banda, se descarga la bobina completa de la cuna de bobinado y empieza el bobinado de una bobina nueva en dicha cuna de bobinado. Las bobinadoras de superficie también pueden ser del tipo de marcha-paro o del discontinuo. En este tipo, se interrumpe la alimentación del material en banda durante la etapa de intercambio.
Las bobinas formadas en las rebobinadoras posteriormente se cortan en rodillos de una longitud axial menor y éstas se embalan, normalmente en embalajes múltiples, para su comercialización.
Uno de los aspectos críticos en la formación de bobinas es el control del diámetro y la cantidad de material bobinado. De hecho, con el fin de permitir el funcionamiento correcto de las máquinas de embalaje, las bobinas y, así, los rollos obtenidos de los mismos, deben presentar más o menos el mismo diámetro, es decir, se deben encontrar dentro de una gama de tolerancia relativamente estrecha. Unas variaciones excesivas en el diámetro de las bobinas provocan problemas y bloqueo durante el embalaje posterior de los rollos.
Además, cada rodillo debe contener una cantidad mínima de material en banda equivalente a la cantidad declarada en el embalaje. Si la cantidad está por debajo de la declarada, los vendedores y los fabricantes podrían ser acusados de fraude. Una cantidad por encima de la cantidad nominal provoca pérdidas económicas para el fabricante.
Por lo tanto, se debe controlar el bobinado de bobinas, de forma que su diámetro exterior no difiera significativamente del valor nominal obtenido con una cantidad de material bobinado predeterminada o ligeramente por encima de dicha cantidad predeterminada.
Mientras que en las rebobinadoras más avanzadas y más costosas se controlan dichos parámetros de forma precisa con sistemas electrónicos sofisticados, el problema se da en máquinas menos costosas equipadas con sistemas de control limitados en las que, una vez establecida la longitud del material en banda bobinado en cada bobina, los diámetros exteriores de los mismos difieren enormemente. Esto depende de las variaciones en el grosor al que el papel (esencialmente papel tisú) se ve sometido por naturaleza.
El documento US-A-5.267.703 describe una rebobinadora con un rodillo de bobinado con eje móvil asociado con un elemento para el control del movimiento del rodillo, para asegurar que se obtiene un diámetro contenido en una gama de tolerancia predeterminada, con una cantidad preestablecida de material en banda bobinado. Esta máquina resulta eficiente y presenta un coste limitado. Sin embargo, todavía es muy sofisticada para algunos tipos de mercados también debido al sistema de control de diámetro utilizado.
Objetivos y sumario de la invención
El objetivo de la presente invención es proporcionar una rebobinadora que permita que la obtención de bobinas con diámetros lo suficientemente uniformes (es decir, que se encuentren dentro de una gama de variación restringida) , sin que requiera sistemas de control sofisticados.
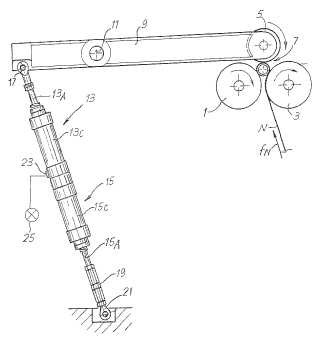
Esencialmente, este y otros objetivos y ventajas, que se pondrán de manifiesto para los expertos en la materia a partir de la lectura del texto siguiente, se consiguen con una rebobinadora de superficie con un rodillo de bobinado con eje móvil, asociado con un par de accionadores que controlan el movimiento de dicho rodillo. De acuerdo con la invención, los dos accionadores están conectados entre sí. Uno de dichos accionadores controla el movimiento del eje del rodillo de bobinado durante el incremento de la bobina que se está formando, y se encuentra en una posición (esencialmente, por ejemplo, una posición de final de carrera de un pistón de un accionador de pistón y cilindro) correspondiente a la dimensión del diámetro final de la bobina que se está formando. Por otra parte, el segundo accionador se utiliza para impartir movimiento al rodillo de bobinado con eje móvil, alejándolo de la bobina acabada para permitir la descarga.
Con una disposición de este tipo durante la formación de la bobina en la cuna de bobinado, el rodillo de bobinado con eje móvil se eleva gradualmente y se aleja de los elementos restantes que forman la cuna de bobinado, por ejemplo, un par adicional de rodillos de bobinado. La elevación gradual se provoca mediante la bobina que se está formando, que aumenta su diámetro. Antes de que se bobine la cantidad total de material en banda, se detiene el movimiento del rodillo de bobinado con eje móvil, alcanzando el accionador que lo controla su posición de final de carrera. El bobinado de la parte final del material en banda tiene lugar con una presión aumentada sobre el rodillo, que ya no puede aumentar su diámetro. Esto significa que las vueltas finales del material bobinado están más apretadas y son más compactas. Este aspecto no adolece de desventajas específicas y, además, asegura que el tamaño del diámetro de la bobina acabada se encuentra dentro de una gama de tolerancia relativamente limitada que no provocará problemas durante la manipulación posterior ni, en particular, durante el embalaje final de los rollos obtenidos de cortar las bobinas. En algunos casos, la presencia de un número determinado de vueltas exteriores bobinadas de forma más compacta incluso puede representar una ventaja, ya que protege la bobina de posibles tensiones mecánicas. Esto es particularmente cierto en el caso de bobinas mullidas que se bobinan con una compactación limitada.
La cantidad de vueltas bobinadas alrededor de la bobina después de que el rodillo con eje móvil se detenga depende del modo en que se hayan bobinado las vueltas anteriores. Cuanto más holgadas estén las vueltas anteriores, mayor será la cantidad de material en banda que se deberá bobinar después de que la bobina alcance su diámetro final predeterminado. Cuanto más compacto sea el bobinado, realizado con anterioridad al paro del movimiento de elevación gradual del rodillo de bobinado con eje móvil, menor será el número de vueltas que se deberán bobinar alrededor de la bobina en condiciones de una mayor presión de bobinado y, por lo tanto, con una mayor compactación.
Cuando se detiene, ventajosamente, el movimiento del rodillo de bobinado con eje móvil llevando el primer accionador a su final de carrera, el movimiento posterior en la misma dirección requerido para mover el rodillo de bobinado alejándolo de la bobina acabada y permitir su descarga del rodillo de bobinado se consigue con el segundo accionador.
En términos más... [Seguir leyendo]
Reivindicaciones:
1. Rebobinadora de superficie para la producción de bobinas de material en banda, con una cuna de bobinado (7) que comprende por lo menos un rodillo de bobinado (5) equipado con un eje móvil que se mantiene en contacto con una bobina (R) que se está formando en dicha cuna de bobinado y permite que aumente el diámetro de dicha bobina, un elemento para el control de la acción de dicho rodillo en la bobina (R) que se está formando estando asociado con dicho rodillo de bobinado con eje móvil; caracterizada porque dicho elemento de control está provisto de una posición de paro que se puede establecer para ser alcanzada antes de que la bobina (R) haya sido totalmente bobinada, completándose el bobinado de la bobina que se está formando sustancialmente sin mover el eje del rodillo de bobinado con eje móvil (5) .
2.
15. 13A; 15C15A) conectados entre sí están asociados con dicho rodillo de bobinado con un eje móvil (5) , controlando un primer accionador (13.
15. 13A) la acción del rodillo de bobinado (5) en la bobina que se está formando en dicha cuna de bobinado (7) durante el crecimiento de la bobina, correspondiendo una posición de final de carrera de dicho primer accionador al tamaño del diámetro final de la bobina que se está formando; y un segundo accionador (15) imparte un movimiento al rodillo de bobinado con eje móvil (5) para alejarlo de la bobina acabada.
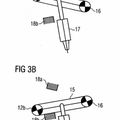
3. Rebobinadora según la reivindicación 2, caracterizada porque dichos dos accionadores están compuestos por un cilindro común (15C) y dos pistones (13A, 15A) que se deslizan en dicho cilindro.
4. Rebobinadora según la reivindicación 2, caracterizada porque dichos accionadores son accionadores lineales, montados alineados entre sí.
5. Rebobinadora según las reivindicaciones 2 o 4, caracterizada porque dichos dos accionadores están constituidos por dos accionadores de pistón y cilindro conectados de forma rígida entre sí.
6. Rebobinadora según la reivindicación 1, caracterizada porque dicho elemento de control comprende un accionador lineal y un elemento de tope.
7. Rebobinadora según la reivindicación 6, caracterizada porque dicho accionador lineal es un accionador de pistón y cilindro.
8. Rebobinadora según una o más de las reivindicaciones anteriores, caracterizada porque dicho rodillo con eje móvil está soportado por un par de brazos (9) que oscilan alrededor de un eje de oscilación (11) .
9.
15. 13A) , correspondiente al tamaño del diámetro final de la bobina que se está formando (R) , es una posición de retracción máxima del primer accionador (13.
15. 13A) .
10. Rebobinadora según la reivindicación 5 y 8, caracterizada porque dichos accionadores de pistón y cilindro (13, 15) forman un conjunto articulado, mediante los dos vástagos opuestos (13A, 15A) de los pistones de los dos accionadores, respectivamente a por lo menos uno de dichos brazos oscilantes (9) que soportan el rodillo de bobinado con eje móvil, y a un punto fijo (21) de la estructura de la máquina.
11. Rebobinadora según una o más de las reivindicaciones 2, 3, 4 o 5, caracterizada porque un detector (23) está asociado con dicho primer accionador (13) , para producir una señal cuando el accionador alcance dicha posición de final de carrera.
12. Rebobinadora según una o más de las reivindicaciones anteriores, caracterizada porque la posición del rodillo de bobinado con eje móvil (5) al final del bobinado es regulable.
13. Rebobinadora según la reivindicación 12, caracterizada porque un tirante (19) de longitud regulable está asociado con dicho elemento de control.
14. Rebobinadora según la reivindicación 3 y 13 o 5 y 13, caracterizada porque dicho tirante está conectado de manera rígida al vástago (15A) de uno de dichos accionadores de pistón y cilindro (13, 15) .
15. Procedimiento para la producción de bobinas de material en banda que comprende las etapas siguientes:
- bobinar una cantidad predeterminada de material en banda para formar una bobina (R) de material en banda
(N) en una cuna de bobinado (7) , que comprende por lo menos un rodillo de bobinado con eje móvil (5) , que está puesto en contacto con la bobina que se está formando y cuyo eje se mueve gradualmente a medida que crece la bobina que se está formando;
- descargar la bobina completada de la cuna de bobinado (7) ;
- iniciar el bobinado de una bobina nueva en la cuna de bobinado, poniendo dicho rodillo de bobinado con eje móvil en contacto con la bobina nueva;
caracterizado porque el movimiento del eje del rodillo de bobinado con eje móvil se detiene antes de que dicha cantidad predeterminada de material en banda haya sido totalmente bobinada, y el bobinado del material en banda se completa manteniendo el rodillo de bobinado en una posición esencialmente fija.
16. Procedimiento según la reivindicación 15, caracterizado porque el rodillo de bobinado con eje móvil se aleja de la 5 bobina formada para permitir su descarga.
17. Procedimiento según la reivindicación 15 o 16, caracterizado porque: se aplica presión a la bobina que se está formando con dicho rodillo de bobinado con eje móvil, controlando el movimiento del eje de dicho rodillo mediante un primer accionador (13; 15C, 13A) ; una posición de final de carrera de dicho primer accionador (13.
15. 13A) es alcanzada antes de que dicha cantidad predeterminada de material en banda (N) en la bobina que se está formando
(R) sea obtenida; y el rodillo de bobinado con eje móvil (5) es alejado de la bobina acabada mediante el segundo accionador (15.
15. 15A) .
18. Procedimiento según la reivindicación 17, caracterizado porque dicho primer y segundo accionadores están conectados entre sí de manera rígida.
19. Procedimiento según la reivindicación 17 o 18, caracterizado porque dicho primer y segundo accionadores son 15 accionadores lineales.
20. Procedimiento según la reivindicación 19, caracterizado porque dicho primer y segundo accionadores son accionadores de pistón y cilindro.
21. Procedimiento según la reivindicación 19 o 20, caracterizado porque: dicho primer accionador es gradualmente retraído hasta una posición de retracción máxima; el bobinado del material en banda alrededor de la bobina que se
está formando continúa hasta que se haya completado el bobinado de dicha cantidad predeterminada; el rodillo de bobinado es alejado de la bobina acabada y dicha bobina acabada es descargada de la cuna de bobinado.
22. Procedimiento según una o más de las reivindicaciones 15 a 21, caracterizado porque una tensión esencialmente constante es aplicada a dicha bobina que se está formando por medio de dicho rodillo con eje móvil, hasta que dicho rodillo de bobinado alcanza dicha posición esencialmente fija.
Patentes similares o relacionadas:
Cilindro de contacto para una máquina impresora, del 17 de Abril de 2019, de WINDMOLLER & HOLSCHER KG: Dispositivo de enrollamiento para enrollar un material en forma de banda , preferentemente en una máquina impresora , con: - un primer […]
Dispositivo, sistema y método de medición para medir una fuerza de embalaje, del 16 de Noviembre de 2018, de AETNA GROUP S.P.A.: Dispositivo de medición para detectar y medir una fuerza (F) de embalaje de una película hecha de material plástico estirable envuelta alrededor de una […]
Grupo de colocación automática en una máquina de enrollamiento de película plástica, del 31 de Enero de 2018, de COLINES S.P.A.: Una máquina para enrollar película plástica en bobinas que comprende un grupo de colocación automática con el fin de determinar la posición correcta de un elemento […]
 Máquina para enrollar bobinas de película pre-estirada, del 16 de Marzo de 2016, de NO.EL. S.R.L: Máquina para producir bobinas de película extensible pre-estirada que comprende una unidad de pre-estiramiento para pre-estirar la película (F) y una unidad de arrollamiento […]
Máquina para enrollar bobinas de película pre-estirada, del 16 de Marzo de 2016, de NO.EL. S.R.L: Máquina para producir bobinas de película extensible pre-estirada que comprende una unidad de pre-estiramiento para pre-estirar la película (F) y una unidad de arrollamiento […]
 UNIDAD REBOBINADORA PARA MÁQUINA DE TRATAMIENTO DE MATERIAL EN BANDA, del 2 de Octubre de 2014, de COMEXI GROUP INDUSTRIES, S.A.U: La unidad rebobinadora comprende una bancada , un árbol de rebobinado accionado rotativamente por unos medios de accionamiento de árbol y sobre […]
UNIDAD REBOBINADORA PARA MÁQUINA DE TRATAMIENTO DE MATERIAL EN BANDA, del 2 de Octubre de 2014, de COMEXI GROUP INDUSTRIES, S.A.U: La unidad rebobinadora comprende una bancada , un árbol de rebobinado accionado rotativamente por unos medios de accionamiento de árbol y sobre […]
 Dispositivo para el arrollamiento continuo de una banda de material fibroso, del 20 de Noviembre de 2013, de ANDRITZ AG: Dispositivo para el arrollamiento continuo de una banda de material fibroso , en el que la banda de materialfibroso es guiada sobre […]
Dispositivo para el arrollamiento continuo de una banda de material fibroso, del 20 de Noviembre de 2013, de ANDRITZ AG: Dispositivo para el arrollamiento continuo de una banda de material fibroso , en el que la banda de materialfibroso es guiada sobre […]
MÁQUINA REBOBINADORA PERIFÉRICA Y CENTRAL COMBINADA, del 1 de Septiembre de 2011, de FABIO PERINI S.P.A.: Máquina rebobinadora para bobinar material en banda (N) en bobinas (R) alrededor de núcleos de bobinado (C, C2), que comprende: un primer rodillo […]
 RODILLO DE ESTIRAMIENTO DE DOBLE PIVOTE, del 19 de Enero de 2011, de SIEMENS VAI METALS TECHNOLOGIES LTD: Aparato para el enrollamiento de un material en forma de tira, preferentemente una hoja metálica, en una bobina , con una unidad bobinadora horizontal […]
RODILLO DE ESTIRAMIENTO DE DOBLE PIVOTE, del 19 de Enero de 2011, de SIEMENS VAI METALS TECHNOLOGIES LTD: Aparato para el enrollamiento de un material en forma de tira, preferentemente una hoja metálica, en una bobina , con una unidad bobinadora horizontal […]