PROCESO PREVIO AL CURADO DE UNA PIEZA DE REVESTIMIENTO, BOLSA DE VACIO Y SU USO EN EL PROCEDIMIENTO.
Proceso previo al curado de una pieza de revestimiento, bolsa de vacío y su uso en el procedimiento.
La invención sustituye una fase en la que se dispone una bolsa de vacío mediante un plástico de alta temperatura, por la disposición de una manta de silicona de alta temperatura, lo que simplifica y reduce el tiempo de realización del proceso previo al curado de una pieza de revestimiento. Además la manta de silicona (15) es reutilizable a diferencia del plástico de alta temperatura que se desecha después de cada curado del revestimiento lo que reduce costes del proceso al evitar la generación de residuos y la logística que ello implica.
La invención también se refiere a la bolsa de vacío obtenida y a su uso en el proceso previo al curado de la pieza de revestimiento.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201030879.
Solicitante: AIRBUS OPERATIONS, S.L.
Nacionalidad solicitante: España.
Inventor/es: GONZÁLEZ FERNÁNDEZ,Gerardo, SÁNCHEZ MONTES,Víctor.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C70/44 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 70/00 Conformación de materiales compuestos, es decir, materiales plásticos con refuerzos, cargas o partes preformadas, p. ej. inserciones. › mediante presión isostática, p. ej. moldeo por diferencia de presión, moldeo con bomba de vacío, moldeo en autoclave o moldeo con caucho expandible.
Fragmento de la descripción:
PROCESO PREVIO AL CURADO DE UNA PIEZA DE REVESTIMIENTO, BOLSA DE VACIO Y SU USO EN EL PROCEDIMIENTO OBJETO DE LA INVENCION
La invención se refiere a un proceso previo al curado de una pieza de revestimiento y la bolsa de vacío que se utiliza en dicho procedimiento, y que tiene por objeto
simplificar el proceso previo al curado y facilitar la manipulación y colocación de la bolsa de vacío que se utiliza en dicho proceso previo al curado. Es otro objeto de la invención el permitir la reutilización de la bolsa de vacío en sucesivos procesos de curado. La invención es aplicable en cualquier sector de la industria en el que se precise realizar la obtención de piezas de materiales compuestos, más concretamente esaplicable en el sector aeronáutico para la obtención de las piezas de revestimiento de las aeronaves.
ANTECEDENTES DE LA INVENCION
En el estado de la técnica es conocido el proceso previo al curado de una pieza de revestimiento, que comprende disponer alrededor de un útil, que contiene el revestimiento, una pasta de vacío, de forma que a continuación se colocan una serie de termopares que permiten conocer las temperaturas de cada zona del revestimiento, en la posterior fase de curado y a continuación se colocan una serie de cintas de tejido aireador superpuestas, de forma que su contorno se dispone en proximidad a la pasta de vacío. Asimismo disponen una serie de elementos para tapar los bajos y altos relieves del revestimiento. Seguidamente se ubica una primera película separadora de forma que cubre el área delimitada por las capas de cintas de tejido aireador y se superpone hasta la mitad del ancho de dichas cintas de tejido aireador. A continuación se cubre todo el útil hasta la línea interior perimetral de la pasta de vacío con una capa
de tejido aireador y sobre ésta se posicionan unas almohadillas, sobre cada una de las cuales se ubica una base anular en la que se rosca una válvula de vacío y se cubre el área del tejido aireador con una segunda película separadora, de modo que las almohadillas y las bases anulares no quedan cubiertas y finalmente se cubre todo el área del útil con una bolsa de vacío en la que se fijan las válvulas de vacío para realizar el posterior vacío, que una vez efectuado se realiza el posterior curado para dar forma y consistencia al revestimiento, para lo que el útil se introduce en un autoclave en el que se somete a presión y alta temperatura aunque no en todos los ciclos de curado se aplica presión.
La bolsa de vacío está constituida por un plástico de alta temperatura que se ha de tratar con sumo cuidado desde que se extrae del envase hasta que se consume el rollo, ya que cualquier tipo de poro, pinchazo o deterioro puede
provocar daños irreversibles para el proceso y en consecuencia para la pieza de revestimiento. Además una vez finalizado el proceso de curado la bolsa de plástico se desecha por no ser fiable su reutilización para un nuevo proceso previo al curado. Porello en cada proceso previo al curado se utiliza una nueva bolsa de plástico, lo que determina que haya que plantear su colocación, así como realizar el corte del material sobrante cada vez que se efectúa un proceso previo al curado.
Además esta bolsa de plástico ha de colocarse de forma homogénea practicando unos pliegues alrededor del útil denominados pinzas, y éstas a su vez repartirlas en pinzas más pequeñas las cuales se manipulan a mano. Esta manipulación consiste en colocar más material en las zonas de relieve así como en cualquier cambio brusco de espesor que pudiera producir un puente de aire, y en consecuencia su rotura. Dada la dificultad de su manejo y teniendo en cuenta que se hace a mano, se corre un gran riesgo de deterioro o que se produzca cualquier daño involuntario en la bolsa de plástico, lo que obligará a que se efectúe su reparación, o se reemplace por una nueva. Ello se traduce en tiempo perdido en la elaboración del proceso así como en 5 material y en tiempo extra para la reelaboración. Asimismo si la bolsa de curado se rompiera durante el ciclo de curado por un poro que a temperatura ambiente no actúa pero que con calor y/o presión sí, o porque algún pliegue o pinza no se colocó bien y provocó un puente de 1 O aire, el cual la presión del autoclave hizo romper, la pieza obtenida no sería válida y en el mejor de los casos se tendría que aplicar una costosa reparación que eleva los costes considerablemente. El hecho de que la bolsa de plástico no sea 15 reutilizable, genera residuos y gastos logísticos tanto en su distribución como en su reciclado. DESCRIPCION DE LA INVENCION Para resolver los inconvenientes y conseguir los objetivos anteriormente indicados, la invención ha 20 desarrollado un nuevo proceso previo al curado, en el que se realizan las mismas fases descritas en el apartado antecedentes de la invención, pero con la novedad de que la fase de cubrición de todo el área del útil con una bolsa de vacío se realiza mediante la disposición de una manta de 25 silicona que se adhiere a la pasta de vacío aplicando presión de forma manual. Por tanto, la principal novedad de la invención reside en sustituir la bolsa de plástico de alta temperatura por una manta elástica de alta temperatura, mediante la cual se 30 eliminan todos los inconvenientes señalados en el apartado anterior, ya que la manta elástica es un material más resistente y duradero que la bolsa de plástico, lo que determina que la manipulación de aquélla ha de efectuarse de forma cuidadosa pero más desatendida que con la bolsa de 35 plástico. En la realización preferente de la invención la manta elástica de alta temperatura está constituida por una
manta de silicona.
Además la manta elástica se reutiliza en sucesivos procesos previos al curado, ya que por sus propiedades físicas en el proceso de curado no se deteriora y puede ser reutilizada, lo que determina que el proceso de colocación de la misma se simplifique considerablemente respecto al de la bolsa de plástico, ya que con la bolsa de plástico hay que plantear su colocación y cortar el material sobrante en cada proceso de curado, lo que no es necesario con la manta elástica, al reutilizarse en sucesivos procesos previos al curado.
Además mediante la manta elástica se obtiene una bolsa de vacío de propiedades elásticas mucho mayores que la de la bolsa de plástico, lo que permite que se realicen únicamente las pinzas necesarias para efectuar el cierre hermético de vacío, sin tenerse en cuenta los relieves del conjunto. Ello determina que si por motivos de fabricación se tuvieran que realizar pinzas alrededor del útil, éstas no se colocan a mano a lo largo y a los laterales de relieves elevados como por ejemplo en los larguerillos utilizados en los revestimientos de las aeronaves, sino que tan solo basta con orientar la membrana con ayuda del vacío y dejar que el material se adapte al contorno de la pieza. Esta configuración también evita el riesgo de rotura producido por un puente de material, ya que su elasticidad hace que una vez se aplique presión en el autoclave la manta se adapte a toda la superficie, favoreciendo así la extracción del aire ocluido en el interior de la manta elástica.
Además el uso de la manta elástica también proporciona ahorros de tiempo, ya que el volumen de aire que ha de sacar el compresor con la bolsa de plástico es mayor que el volumen de aire que alberga la manta elástica.
De la misma forma se ahorra tiempo en la realización de pinzas alrededor del útil, ya que con la manta elástica se usan muchas menos que con la bolsa de plástico.
Además la manta elástica permite su reutilización, de forma que una vez realizado el curado de la pieza, la manta elástica se limpia y se coloca en lugar adecuado para evitar cortes y golpes a la misma, y por...
Reivindicaciones:
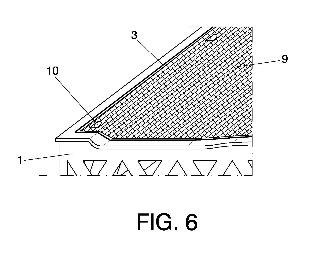
1 . -PROCESO PREVIO AL CURADO DE UNA PIEZA DE REVESTIMIENTO, en el que al menos comprende disponer alrededor de un útil (1) , que contiene el revestimiento, una pasta de vacío (3) ; y posicionar unas almohadillas (10) sobre cada una de las cuales se ubica una base cilíndrica discoidal (11) en la que se rosca una válvula de vacío
(12) , y finalmente se cubre todo el área del útil (1) con una bolsa de vacío en la que se fijan las válvulas de vacío
(12) para realizar el posterior vacío y realizar el posterior curado; se caracteriza porque previamente a la cubrición de todo el área del útil (1) con la bolsa de vacío se cubre el área del tejido aireador ( 9) con una segunda película separadora (14) ' de manera que las almohadillas ( 1 o) y las bases discoidales (11) no queden cubiertas; realizándose dicha fase de cubrición de todo el área del útil (1) con una bolsa de vacío, mediante la disposición de una manta elástica (15) de alta temperatura que se adhiere a la pasta de vacío (3) aplicando presión de forma manual.
2 . -PROCESO PREVIO AL CURADO DE UNA PIEZA DE REVESTIMIENTO, según reivindicación 1, caracterizado porque la pasta de vacío (3) incluye al menos silicona.
3 . -PROCESO PREVIO AL CURADO DE UNA PIEZA DE REVESTIMIENTO, según reivindicación 1, caracterizado porque en la manta elástica (15) se realizan unos pliegues para repartir de manera homogénea dicha manta elástica por el
caracterizada porque la manta elástica (15) es de silicona.
7 . -USO DE UNA MANTA ELASTICA DE ALTA TEMPERATURA, según reivindicación 1, como bolsa de vacío en un proceso previo al curado de una pieza de revestimiento.
Patentes similares o relacionadas:
Procedimiento de depósito de un material intermedio que permite asegurar la cohesión de este último y material intermedio, del 1 de Julio de 2020, de HEXCEL REINFORCEMENTS: Procedimiento de depósito en continuo sobre una superficie de depósito de un material intermedio constituido por una capa unidireccional de fibras […]
Bolsa de vacío integralmente rígida, reutilizable y método de hacer la misma, del 3 de Junio de 2020, de THE BOEING COMPANY: Una bolsa de vacío para procesar una pieza , que comprende: un diafragma de bolsa elástico flexible generalmente plano adaptado para colocarse sobre la pieza […]
Procedimiento y aparato de conformación o formación de artículos, del 27 de Mayo de 2020, de GENTEX CORPORATION: Un procedimiento de conformación de un material de trabajo plano convirtiéndolo en un producto composite que presenta una forma final, comprendiendo el procedimiento: […]
Método para minimizar inconsistencias que aparecen sobre la superficie de un componente compuesto y una tira compuesta precurada, del 6 de Mayo de 2020, de THE BOEING COMPANY: Método para aplicar una tira compuesta precurada a un componente compuesto , comprendiendo la tira compuesta precurada una primera capa de material […]
Combinación de una pieza compuesta y un conducto de ventilación, y método de fabricación de una pieza compuesta, del 8 de Abril de 2020, de THE BOEING COMPANY: La combinación de una pieza compuesta y un conducto de ventilación para usar en una bolsa de vacío que procesa la pieza compuesta, en donde: el conducto […]
Procedimiento de realización de un panel de cobertura y de protección acústica para un vehículo automóvil, del 8 de Abril de 2020, de TREVES Products, Services & Innovation: Procedimiento de realización de un panel de cobertura y de protección acústica para un vehículo automóvil, dicho procedimiento que comprende las etapas siguientes: - […]
Método y aparato para el cocurado de revestimientos compuestos y refuerzos en un autoclave, del 25 de Marzo de 2020, de THE BOEING COMPANY: Aparato para endurecer en autoclave refuerzos compuestos contra un revestimiento compuesta, que comprende: un instrumento que tiene una superficie del instrumento […]
Herramienta de material compuesto que tiene integridad de vacío y método de fabricación de la misma, del 11 de Marzo de 2020, de THE BOEING COMPANY: Herramienta de material compuesto que tiene integridad de vacío, que comprende: un laminado de material compuesto que incluye una capa de barrera de material […]