Proceso para producir un tornillo formador de roscado.
Proceso para producir un tornillo formador de roscado (11; 31;
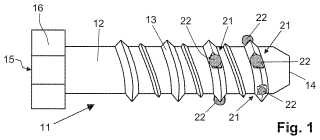
51; 61; 71) que tiene un vástago (12; 32; 52; 62) yal menos un roscado (13; 33; 53; 63; 73) formado en una sola pieza con el vástago (12; 32; 52) y dispuesto encircunferencia al menos por secciones, que comprende los pasos:
- formar el roscado (13; 33; 53; 63; 73) en el vástago (12; 32; 52);
- acuñar a continuación varias escotaduras (21; 41; 56; 66; 76) en el roscado (13; 33; 53; 63; 73); y
- luego fijar mediante soldadura varios elementos de corte compactos (22; 42; 57; 67; 77) en las escotaduras (21; 41;56; 66; 76) en el roscado (13; 33; 53; 63; 73), en cuyo caso los elementos de corte (22; 42; 57; 67; 77) se elaborande un material duro y tienen una dureza mayor a la dureza del roscado (13; 33; 53; 63; 73).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E09177139.
Solicitante: HILTI AKTIENGESELLSCHAFT.
Nacionalidad solicitante: Liechtensein.
Dirección: FELDKIRCHERSTRASSE 100 9494 SCHAAN LIECHTENSTEIN.
Inventor/es: HOFFMANN, CARL, HUBER,FRANZ, Aumüller,Berthold, Gahn,Jürgen, Vorhauer,Andreas, Oppeneiger,Simon, PLEIL,MARTIN, OBERNDORFER,GEORG, ACHLEITNER,CORINNA.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21K1/56 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21K FABRICACION DE ARTICULOS METÁLICOS FORJADOS O PRENSADOS, p. ej. HERRADURAS, REMACHES, BULONES O RUEDAS (fabricación de artículos especiales por trabajo de las hojas metálicas sin arranque sustancial de material B21D; Trabajo de alambre B21F; fabricación de alfileres, agujas o clavos B21G; fabricación de artículos especiales por laminado B21H; máquinas de forjar, prensar, martillar en general B21J; fabricación de cadenas B21L; chapado B23K). › B21K 1/00 Fabricación de elementos de máquinas. › de elementos fileteados.
- F16B25/00 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16B DISPOSITIVOS PARA UNIR O BLOQUEAR LOS ELEMENTOS CONSTRUCTIVOS O LAS PARTES DE LAS MAQUINAS, p. ej. CLAVOS, CLAVIJAS, TUERCAS, TORNILLOS, BULONES, ANILLOS QUE FORMAN RESORTE, ABRAZADERAS, BRIDAS, GRAPAS, CUÑAS; UNIONES O ARTICULACIONES (acoplamientos para la transmisión de mecanismos de rotación F16D). › Tornillos que forman la rosca en el material en el cual se atornillan, p. ej. tirafondos, tornillo autorroscante.
- F16B33/02 F16B […] › F16B 33/00 Características comunes a los bulones y a las tuercas (clavijas para paredes F16B 13/00). › Forma del roscado; Perfiles de roscado particulares (usados como bloqueo de tornillos F16B 39/30).
PDF original: ES-2391805_T3.pdf
Fragmento de la descripción:
Proceso para producir un tornillo formador de roscado
La invención se refiere a un proceso para producir un tornillo formador de roscado del tipo mencionado en la reivindicación 1, así como a un dispositivo para acuñar, o cuño, para la realización del proceso.
Los tornillos formadores de roscado tienen un vástago que está provisto, al menos en algún sector, con un roscado como roscado externo y el cual tiene, por ejemplo, una cabeza de tornillo en un extremo como un medio de aplicación de carga. Para permitir que los tornillos formadores de rosca o cortadores de rosca puedan formar un roscado en dirección contraria en el sustrato, su roscado se endurece para incrementar la solidez, al menos por sectores. Para aplicaciones externas, los tornillos, tales como los tornillos para concreto, se fabrican también de materiales de acero inoxidable los cuales normalmente no pueden fortalecerse mediante un tratamiento térmico para que sea posible un atornillado seguro al concreto.
De la EP 1 595 080 B1 se conoce un tornillo formador de roscado hecho de un metal, en el que los elementos de corte están fijados mediante soldadura de un metal con una fracción alta de carbono. Los elementos de corte tienen de esta manera una dureza que es mayor a la dureza del tornillo y del roscado. Los elementos de corte tienen en estado fijado por soldadura un pequeño saliente con respecto al perfil externo del roscado.
La desventaja en la solución conocida es que al fijar con soldadura los elementos de corte, el material de base del roscado o del tornillo debe ablandarse de modo suficiente en este sector para que el elemento de corte pueda apretarse al roscado. Solo así el elemento de corte según la EP 1 595 080 B1 puede anclarse de manera suficiente en el roscado o en el núcleo y puede impedirse un saliente excesivo sobre el perfil externo del roscado. Debido al largo tiempo de proceso requerido para esto, el material del tornillo se calienta mucho localmente lo cual altera la estructura del material de base y puede conducir al agrietamiento del material. En el sector de fijación la resistencia a la corrosión del vástago puede disminuir por partes debido a la acción del calor.
La EP 1655498 A1 divulga un proceso para producir un tornillo en el que primero se hace un tornillo con al menos un roscado ubicado en circunferencia en el vástago, al menos por sectores, y a continuación se excluyen las escotaduras en el roscado en cuyo caso como medio de corte en las escotaduras se ubica el cordón de soldadura mediante soldadura de láser.
El objetivo de la invención es establecer un proceso para producir un tornillo formador de roscado, principalmente de un material resistente a la corrosión, con elementos de corte fijados con soldadura, el cual evite las desventajas ya mencionadas y haga posible una fabricación sencilla del tornillo.
Los objetivos se logran gracias a las características de las reivindicaciones dependientes. Las modalidades ventajosas se exponen en las reivindicaciones dependientes.
Según la invención, el proceso para producir un tornillo formador de rosca que tiene un vástago y al menos un roscado ubicado extensamente en el mismo, al menos por secciones, y formado de una sola pieza con el vástago, comprende los siguientes pasos.
Primero se forma el roscado en el vástago, por ejemplo en un proceso de lamiado. A continuación se acuñan varias escotaduras o cavidades en el roscado, en cuyo caso se el material del tornillo se solidifica en este sector al menos parcialmente. Luego se fijan por soldadura varios elementos de corte compactos a las escotaduras hechas previamente en el roscado, en cuyo caso los elementos de corte se elaboran de un material duro y tienen una dureza más grande que la dureza del roscado.
Los elementos de corte tienen, por ejemplo, una extensión que sigue el trazado del roscado, la cual corresponde a la extensión de las escotaduras correspondientes en el roscado. Disponiendo los elementos de corte en las escotaduras en el roscado se efectúa una fundición pequeña del material de base del roscado y del tornillo, con la cual se mantiene en gran parte una resistencia a la corrosión del tornillo incluso en la sección de fijado del elemento de corte. La escotadura para alojar un elemento de corte tiene, por ejemplo, una extensión en dirección del trazado del roscado que esencialmente corresponde a la extensión correspondiente del elemento de corte en el estado dispuesto del mismo en el roscado.
Las escotaduras se generan en el roscado al acuñar en un solo paso de moldeo, en cuyo caso la escotadura o la cavidad hechas puede alcanzar hasta el núcleo del tornillo. Las escotaduras se forman, por ejemplo, en forma de puntos o de líneas. En este contexto, por escotadura en forma de puntos se entiende una escotadura cuya extensión longitudinal a lo largo del roscado corresponde máximo a 1, 5 veces la extensión a lo ancho del roscado en la base de fondo del roscado, es decir en la parte externa del vástago. Por una escotadura en forma de línea se entiende en
este contexto la que tiene una extensión longitudinal a lo largo del roscado de más de 1, 5 veces la extensión a lo ancho del roscado en la base de fondo del roscado, es decir en la parte externa del vástago.
Los elementos de corte compactos están unidos tan firmemente con el roscado gracias a la soldadura en las escotaduras, que estos se sujetan de manera suficiente al tornillo tanto en dirección del atornillado como en la dirección contraria al atornillado del tornillo formador de rosca, así como radialmente. El desgaste del roscado del tornillo formado en una sola pieza con el vástago se reduce incluso en los sustratos minerales duros tales como los tipos de concreto de alta solidez, en comparación con un tornillo formador de roscado sin cuerpos de corte; en tal caso, el proceso de formación de rosca se mejora durante la instalación del tornillo formador de roscado. A pesar de la manera mejorada de instalación mejorada, la resistencia a la corrosión del tornillo se mantiene en gran parte, y gracias al bajo desgaste del roscado se logran valores altos de carga para un tornillo instalado frente a los sistemas existentes. Además, el núcleo no requiere procesamiento adicional, lo cual también tiene un efecto ventajoso, por ejemplo, en la resistencia a la corrosión y en la fabricación económica del tornillo formador de rosca. El tornillo se fabrica ventajosamente de un acero austenítico resistente a la corrosión.
Los elementos de corte ya tienen ventajosamente una geometría de corte correspondiente a su función y desempeñan esta función inmediatamente después de haberse fijado en el roscado. No se requiere un procesamiento mecánico posterior, costoso, de los elementos de corte fijados con soldadura en el roscado como, por ejemplo, lijado, fresado o endurecimiento. Se mantienen la dureza de la capa del borde del elemento de corte y con ésta las propiedades formadoras de roscado ventajosas de los elementos de corte.
La forma de los elementos de corte y su cantidad pueden seleccionarse a discreción y se basa en el efecto a lograr. Por ejemplo, los elementos de corte tienen una configuración similar a una esfera, cilíndrica, rectangular, cónica o piramidal. Los elementos de corte también pueden formarse como los llamados dientes cortantes, tal como se conocen en las técnicas de la demolición o de la minería. Con el fin de influenciar adicionalmente el comportamiento del tornillo formador de roscado, los elementos de corte también pueden disponerse inclinados hacia una tangente aplicada al perfil externo del roscado. El ángulo de inclinación es, por ejemplo, de 5° a 15°.
La cantidad de los elementos de corte dispuestos en el roscado depende de la longitud del roscado y del surco a efectuarse así como del material del sustrato en el que va a instalarse el tornillo formador de roscado. En una modalidad ventajosa del tornillo formador de roscado de la invención, solo en un sector a partir del extremo en la dirección de instalación, en el roscado está provisto un cierto número de, por ejemplo, cuatro a quince elementos de corte distanciados entre sí, y el resto del rosado no tiene elementos de corte. Con el fin de lograr determinadas propiedades de instalación, también pueden disponerse elementos de corte de diferentes configuraciones en un tornillo formador de roscado.
Los elementos de corte fijados continúan armónicamente el roscado al menos por sectores, por lo cual el tornillo resulta... [Seguir leyendo]
Reivindicaciones:
1. Proceso para producir un tornillo formador de roscado (11; 31; 51; 61; 71) que tiene un vástago (12; 32; 52; 62) y al menos un roscado (13; 33; 53; 63; 73) formado en una sola pieza con el vástago (12; 32; 52) y dispuesto en circunferencia al menos por secciones, que comprende los pasos:
- formar el roscado (13; 33; 53; 63; 73) en el vástago (12; 32; 52) ;
- acuñar a continuación varias escotaduras (21; 41; 56; 66; 76) en el roscado (13; 33; 53; 63; 73) ; y
- luego fijar mediante soldadura varios elementos de corte compactos (22; 42; 57; 67; 77) en las escotaduras (21; 41; 56; 66; 76) en el roscado (13; 33; 53; 63; 73) , en cuyo caso los elementos de corte (22; 42; 57; 67; 77) se elaboran de un material duro y tienen una dureza mayor a la dureza del roscado (13; 33; 53; 63; 73) .
2. Proceso según la reivindicación 1, caracterizado porque se acuñan varias escotaduras (21; 41; 56; 66; 76) simultáneamente en el roscado (13; 33; 53; 63; 73) .
3. Proceso según una de las reivindicaciones 1 o 2, caracterizado porque se acuñan varias escotaduras consecutivas (21; 41) a una distancia (A) entre sí que se aumenta a partir de un sector extremo libre (14; 34) del vástago (12; 32) a lo largo del trazado del roscado (13; 33) .
4. Proceso según una de las reivindicaciones 1 a 3, caracterizado porque, después de acuñar, las escotaduras (21; 41; 56; 66; 76) tienen un segmento de fondo (24; 59; 79) que está espaciado radialmente hacia la circunferencia del vástago (12; 32; 52) .
5. Proceso según una de las reivindicaciones 1 a 4, caracterizado porque, después de acuñar, las escotaduras tienen paredes (23; 58; 68; 78) y el elemento de corte (22; 57; 67; 77) que va a situarse en la escotadura se dispone distanciado a al menos una de las paredes (23; 58; 68; 78) .
6. Proceso según una de las reivindicaciones 1 a 5, caracterizado porque los elementos de corte compactos (22; 42; 57; 67; 77) se fijan en las escotaduras (21; 41; 56; 66; 76) por medio de soldadura de resistencia eléctrica.
7. Proceso según una de las reivindicaciones 1 a 6, caracterizado porque la operación de soldadura para fijar los cuerpos de corte (22; 42; 57; 67; 77) en las escotaduras (21; 41; 56; 66; 76) se efectúa en varias fases (111, 112, 113) .
8. Proceso según la reivindicación 7, caracterizado porque las fases (111, 112, 113) de la operación de soldadura se regulan mediante un circuito cerrado de regulación.
9. Proceso según la reivindicación 7 u 8, caracterizado porque la operación de soldadura comprende una primera fase (111) para calentar el material de base del tornillo (51) y del elemento de corte (57) , una segunda fase (112) para fijar los elementos de corte (57) en las escotaduras (66) y una tercera fase (113) para enfriar la soldadura terminada.
10. Proceso según la reivindicación 9, caracterizado porque la primera fase (111) , la segunda fase (112) y/o la tercera fase (113) se componen de varias fases parciales.
11. Proceso según la reivindicación 9 o 10, caracterizado porque la pendiente de delta potencia a delta tiempo en la segunda fase (112) es mayor que en la primera fase (111) .
12. Proceso según una de las reivindicaciones 1 a 11, caracterizado porque la operación de soldadura se efectúa con una fuerza de compresión definida de 5 N a 100 N, que proviene de un sujetador (121) para el cuerpo soldado
(57) y actúa sobre el cuerpo soldado (57) .
13. Proceso según la reivindicación 12, caracterizado porque la fuerza de compresión definida actúa de modo multiaxial.
14. Cuño para acuñar escotaduras (56) en un roscado (53) de un tornillo (51) que tiene al menos un sujetador (102) para sujetar el tornillo (51) durante la operación de acuñado y al menos un punzón (103) para elaborar la escotadura
(56) en el roscado (53) del tornillo (51) .
15. Cuño según la reivindicación 14, caracterizado porque están provistos varios punzones para elaborar simultáneamente varias escotaduras (56) .
16. Cuño según la reivindicación 14 o 15, caracterizado porque el sujetador (102) , al menos uno, y el punzón (103) , al menos uno, se controlan individualmente.
Patentes similares o relacionadas:
Estructura helicoidal para un inserto roscado, del 24 de Junio de 2020, de Ludwig Hettich Holding GmbH & Co. KG: Estructura helicoidal para la transmisión de un momento de fuerza a un casquillo de inserto roscado , que presenta una rosca exterior y opcionalmente […]
Tornillo con discontinuidad en la sección de rosca intermedia, del 3 de Junio de 2020, de Würth International AG: Tornillo , que presenta: una sección de vástago que se extiende axialmente; una rosca en la sección de vástago que, partiendo de […]
Tornillo de madera mejorado, del 15 de Enero de 2020, de PGB-Asia Limited: Tornillo de madera proporcionado para ser atornillado en un objeto, en donde el tornillo comprende una cabeza de tornillo , un vástago cilíndrico […]
Elemento de tornillo, del 15 de Enero de 2020, de SPAX INTERNATIONAL GMBH & CO. KG: Elemento de tornillo que comprende un vástago roscado y una punta de tornillo configurada en un extremo del vástago y una cabeza de tornillo configurada […]
Procedimiento para producir un dispositivo de seguridad y utilización de un tornillo para producir un dispositivo de seguridad, del 8 de Enero de 2020, de SFS INTEC HOLDING AG: Procedimiento para la fabricación de un dispositivo de fijación con un paquete de capas y un tornillo con las siguientes […]
TORNILLO PARA LA FORMACIÓN DE ROSCAS, del 19 de Diciembre de 2019, de PANEL FIJACIONES, SDAD. COOP: Tornillo para la formación de roscas en el interior de agujeros no roscados de piezas de material polimérico que tieneuna rosca con un flanco de presión […]
Clavo de tornillo que puede clavarse, del 20 de Noviembre de 2019, de Fujitomi Corporation: Clavo roscado clavado por impacto que incluye una parte roscada con un ángulo de avance de aproximadamente 45º, estando formada la parte roscada […]
Tornillo, del 13 de Noviembre de 2019, de Avvio GmbH & Co Kg: Tornillo (HS) para madera, que comprende un vástago cilíndrico (1') de tornillo en uno de cuyos extremos está configurado un cono de punta, una cabeza de tornillo […]