Procedimiemto y dispositivo para la fabricación de un envase con una unión en arrastre de forma conformada posteriormente.
Procedimiento para la fabricación de un envase (1) presentando una cubeta de envase (2) con una tapa (3),
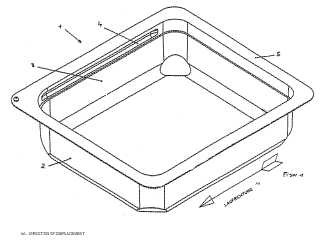
siendo la cubeta de envase (2) cerrada mediante la tapa (3), siendo a continuación moldeada en el envase, unaunión con arrastre de forma (4) que une la tapa con la cubeta de envase mediante un elemento de gofrado (5, 6),que interactúa con un contrasoporte (7), caracterizado porque después del moldeo el contrasoporte es giradorespecto al envase (2) hasta que una escotadura (14) en el contrasoporte (7) coincida con la unión con arrastre deforma (4) y, a continuación, el contrasoporte es descendido.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2006/006778.
Solicitante: CFS GERMANY GMBH.
Nacionalidad solicitante: Alemania.
Dirección: IM RUTTERT 35216 BIEDENKOPF-WALLAU ALEMANIA.
Inventor/es: SEND, DIETMAR, WOKURKA,JOACHIM, RIEGGER,PETER.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65B7/28 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 7/00 Cierre de los receptáculos o recipientes después del llenado. › aplicando cierres separados preformados, p. ej. cubiertas, capuchones.
- B65D43/10 B65 […] › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 43/00 Cubiertas o tapas para recipientes en forma de caja (para recipientes de cocción A47J 36/06; cubiertas de cierre para recipientes a presión en general F16J 13/00). › y se retienen por enclavamiento sobre burletes o salientes.
- B65D77/20 B65D […] › B65D 77/00 Paquetes realizados encerrando objetos o materiales en recipientes preformados, como p. ej. cajas, envases de cartón, sacos o bolsas. › aplicando tapas o cubiertas separadas.
PDF original: ES-2388346_T3.pdf
Fragmento de la descripción:
Procedimiento y dispositivo para la fabricación de un envase con una unión en arrastre de forma conformada posteriormente
El presente invento trata de un procedimiento y un dispositivo para la fabricación de un envase con una cubeta de envase que puede ser llenada con una mercancía y que está cerrada con una tapa, conectando al menos una unión por arrastre de forma, la cubeta de envase con la tapa y estando la unión compuesta de un primer elemento de unión y un segundo elemento de unión.
Los envases se componen, por lo general, de una cubeta de envase que puede ser llenada con mercancía, por ejemplo alimentos. Después, la cubeta de envase es cerrada con una tapa generalmente preformada. Para aumentar la fuerza de desprendimiento de la tapa de la cubeta de envase después de la primera apertura, es favorable para el cierre repetitivo, si entre la tapa y la cubeta de envase existe al menos una unión por arrastre de forma. Esta unión por arrastre de forma se compone de dos elementos de unión, por ejemplo, una ranura y un muelle, siendo el muelle introducido en la ranura.
Actualmente, los elementos de unión son moldeados en la tapa o en la cubeta de envase durante la embutición profunda. Sin embargo, como después de la embutición profunda la tapa o la cubeta de envase pueden ser desmoldadas nuevamente y un elemento de unión debe poder ser introducido en el otro, en dicho procedimiento se está muy restringido en cuanto a la forma de los elementos de unión.
Los envases en los que la unión por arrastre de forma entre la tapa y la cubeta de envase ha sido moldeada después del cierre de la cubeta de envase mediante la tapa se conocen por los documentos US 1.709.196, DE 1461797, EP 0791538 A1 y EP 1493683.
Por eso, el objetivo del presente invento es poner a disposición un procedimiento y un dispositivo para la fabricación de envases de este tipo.
El envase se compone de una cubeta de envase que se puede llenar de mercancía, y una tapa. Preferentemente, tanto la cubeta de envase como la tapa están fabricadas de un material plástico y, en cada caso, mediante moldeo profundo. El material plástico puede ser, en comparación, rígido y/o espumado. Entre la tapa y la cubeta de envase están dispuestos al menos una, sin embargo preferentemente, varias uniones por arrastre de forma, actuando el arrastre de forma de manera que aumente la fuerza necesaria para desprender la tapa de la cubeta de envase. Las uniones por arrastre de forma pueden estar distribuidas de cualquier manera sobre la circunferencia del envase. Además, las uniones por arrastre de forma pueden ser combinadas con una articulación, estando, entonces, dispuesta al menos una unión por arrastre de forma opuesta a la bisagra (articulación) . Además, las uniones por arrastre de forma también pueden ser usadas como conexión rápida para el nuevo cierre de los envases. La unión por arrastre de forma se compone de un primer elemento de unión y un segundo elemento de unión que engranan uno en el otro y, por lo tanto, producen una unión por arrastre de forma. Como elementos de unión se usan todos los elementos de unión usuales para el experto en la materia, con los cuales es posible conseguir un arrastre de forma entre la cubeta de envase y la tapa. Sin embargo, el elemento de unión es, preferentemente, una conexión muelleranura o dos cubetas esféricas parciales que encajan una en la otra. Preferentemente, la unión se extiende paralela al sentido de transporte de la banda de lámina continua de la que se fabrica la bandeja. Dicha forma de fabricación del presente invento simplifica los útiles o su disposición en una máquina de envasar, necesarios para conformar en la cubeta de envase y/o la tapa, los elementos de unión por arrastre de forma.
El envase presenta al menos una, preferentemente, sin embargo, dos o más uniones por arrastre de forma.
Preferentemente, la tapa y la cubeta de envase están selladas una contra la otra en la zona de un plano de sellado. Preferentemente, dicho sellado es desprendible, de modo que el envase pueda ser cerrado nuevamente mediante la unión por arrastre de forma.
Las uniones están incorporadas a la cubeta de envase, preferentemente mediante termoconformado. Preferentemente, la introducción de la unión se produce de interior a exterior, es decir, que en el sector de la unión aumenta la circunferencia del envase. Dicho modelo de fabricación del presente invento tiene la ventaja de que la superficie a través de la que puede extraerse la mercancía no se reduce debido a las conformaciones o que deban fabricarse abombamientos adicionales en los que, posteriormente, se moldean las uniones, como se da a conocer por el documento EP 0 367 603 A2.
Preferentemente, el moldeado se encuentra en las paredes laterales de la cubeta de envase.
Preferentemente, la tapa está sellada a la cubeta de envase. Preferentemente, dicho sellado es desprendible, de modo que la unión se usa como nuevo cierre después de la primera apertura. Preferentemente, la tapa está sellada a la cubeta de envase a lo largo de un plano de sellado esencialmente horizontal.
Los envases pueden ser envases moldeados de cualquier forma. Sin embargo, en lo esencial los envases presentan, preferentemente, una superficie de base cuadrangular o redonda.
Este objetivo se consigue mediante un procedimiento según la reivindicación 1.
Con el procedimiento según el invento es posible fabricar envases que presentan uniones por arrastre de forma conformadas de cualquier forma entre el envase y la tapa. El procedimiento según el invento es sencillo y realizable económicamente.
En un modelo de fabricación preferente entre el procedimiento según el invneto, la tapa es sellada a la cubeta de envase antes de que sea fabricada la unión por arrastre de forma. Preferentemente, el sellado es desprendible.
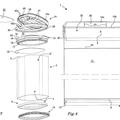
Preferentemente, la fabricación del envase se produce paso a paso; es decir, una formación compuesta varios envases es transportada siempre paso a paso a lo largo de una máquina de envasar. Entonces, el moldeo de las uniones se produce durante una parada de los envases a fabricar. Para ello, un útil que al menos presenta un, preferentemente varios elemento/s de gofrado se desplaza, preferentemente, en sentido vertical. Con dichos elementos de gofrado se fabrican las uniones.
017 Para la propia verdadera fabricación de las uniones, los elementos de gofrado son desplazados, preferentemente, transversales al sentido de transporte de los envases a lo largo de la máquina de envasar y, de este modo, moldean una unión en la cubeta de envase o en la tapa. Después de la fabricación, los elementos de gofrado son retraídos y movidos verticalmente hacia arriba, de modo que los envases puedan ser trasladados un paso más.
Según el invento, los elementos de gofrado interactúan con un contrasoporte, por ejemplo, para impedir que el envase se deforme durante el moldeo de la unión.
Los contrasoportes están dispuestos desplazables verticalmente. Los contrasoportes ascienden en cuanto los envases se encuentran debajo de los elementos de gofrado, de modo que hacen contacto con las cubetas de envase. Antes de que los envases sean trasladados, los contrasoportes descienden nuevamente.
Según el invento, los contrasoportes son girados antes de descender. El objetivo es conseguido, además, por medio de una máquina de envasar según la reivindicación 4.
Preferentemente, el elemento de gofrado está montado en forma transversal al sentido de transporte de la banda de lámina continua, de manera que pueda encajar, de modo reversible, en la cubeta de envase o en la tapa. Además, está dispuesto desplazable verticalmente, para que después del moldeo de la unión pueda ser retirado del área de envase.
La máquina de envasar según el invento trabaja, preferentemente, paso a paso. En este caso, los envases de una formación son trasladados paso a paso en torno a un determinado trayecto. El tratamiento del envase, así como el moldeo de la unión, se produce durante una parada de los envases.
Además, la máquina de envasar según el invento presenta un contrasoporte con el cual interactúan los elementos de gofrado. Mediante dicha realización del presente invento, los elementos de unión de la unión por arrastre de forma pueden ser moldeados más rápido y con mayor exactitud en la cubeta de envase o en la tapa. Además, se previene... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la fabricación de un envase (1) presentando una cubeta de envase (2) con una tapa (3) , siendo la cubeta de envase (2) cerrada mediante la tapa (3) , siendo a continuación moldeada en el envase, una
unión con arrastre de forma (4) que une la tapa con la cubeta de envase mediante un elemento de gofrado (5, 6) , que interactúa con un contrasoporte (7) , caracterizado porque después del moldeo el contrasoporte es girado respecto al envase (2) hasta que una escotadura (14) en el contrasoporte (7) coincida con la unión con arrastre de forma (4) y, a continuación, el contrasoporte es descendido.
2. Procedimiento según la reivindicación 1, caracterizado porque la unión (4) es moldeada en el envase después que la tapa haya sido sellada a la cubeta de envase.
3. Procedimiento según la reivindicación 1 o 2, caracterizado porque en la fabricación el envase es transportado en
el sentido de transporte a través de una máquina de envasar, estando las uniones moldeadas preferentemente en 15 forma transversal al sentido de transporte.
4. Máquina de envasar presentando un elemento de gofrado (5, 6) con el cual puede moldearse al menos un elemento de unión (4’, 4”) en un envase, interactuando el elemento de gofrado (5, 6) con un contrasoporte (7) , caracterizada porque el contrasoporte (7) está montado de manera giratoria y dispuesto verticalmente respecto al
envase y en el contrasoporte (7) está prevista una escotadura (14) que, después de un giro del contrasoporte, puede ser llevada a coincidir con el elemento de unión (4’, 4”) .
5. Máquina de envasar según la reivindicación 4, caracterizada porque los elementos de gofrado (5, 6) están
montados desplazables, preferentemente de manera transversal a un sentido de transporte de una banda de lámina 25 continua.
6. Máquina de envasar según una de las reivindicaciones 4 o 5, caracterizada porque los elementos de gofrado están dispuestos desplazables verticalmente.
7. Máquina de envasar según una de las reivindicaciones 4 a 6, caracterizada porque presenta una estación de sellado y porque los elementos de gofrado (5, 6) están dispuestos aguas abajo de la estación de sellado.
Patentes similares o relacionadas:
MÁQUINA PARA DECORAR TAPAS DE ENVASES, del 25 de Junio de 2020, de TECOMSA MAQUINARIA INDUSTRIAL DEL LEVANTE, S.L.U: 1. Máquina para decorar tapas de envases que está caracterizada porque comprende un chasis que aloja una cinta transportadora que alimenta a una […]
Sistema y proceso de envasado por soplado, llenado y sellado en frío, del 15 de Abril de 2020, de R.P. SCHERER TECHNOLOGIES, LLC: Un método para el envasado por soplado, llenado y sellado de un producto sensible al calor que está sujeto a la desnaturalización y/o precipitación en el caso de que el […]
Procedimiento para el llenado aséptico de bolsas, del 8 de Abril de 2020, de Scholle IPN Corporation: Un procedimiento para llenar una bolsa aséptica que comprende los pasos de: - proporcionar una bolsa , incluyendo la bolsa un cuerpo que tiene una pluralidad […]
 Método para producir y llenar un recipiente de envase, del 29 de Enero de 2020, de Å&R Carton Lund AB: Un método para producir y llenar un recipiente de envase de cartón con material pulverulento en donde el método comprende las etapas […]
Método para producir y llenar un recipiente de envase, del 29 de Enero de 2020, de Å&R Carton Lund AB: Un método para producir y llenar un recipiente de envase de cartón con material pulverulento en donde el método comprende las etapas […]
Miembro de obturación con lengüeta, laminado para cortar con troquel el miembro de obturación con lengüeta a partir del mismo y un método de fabricación del miembro de obturación con lengüeta, del 15 de Enero de 2020, de SELIG SEALING PRODUCTS, INC.: Un miembro de obturación con lengüeta para unirse con un borde que rodea una abertura de recipiente, comprendiendo el miembro de obturación con lengüeta : […]
Cabeza de obturación, y recipiente obturado utilizando dicha cabeza de obturación, del 8 de Enero de 2020, de SUNTORY HOLDINGS LIMITED: Una cabeza de obturación que incluye, en su extremo delantero, una parte extrema de presión para presionar un miembro de tapa […]
Máquina de embalaje por embutición profunda con soporte de paquetes flexible, del 25 de Diciembre de 2019, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Máquina de embalaje por embutición profunda , que comprende una estación de conformado para fabricar piezas cóncavas de embalaje a partir […]
Elemento de cierre, del 27 de Noviembre de 2019, de Save-Ty Can Cap B.V: Unidad de cierre para una abertura de paso de flujo de un recipiente de bebida , comprendiendo la unidad de cierre: - […]